數控車床加工精度的工藝處理及優化
2011-11-08 11:53:20張衛東
長春大學學報 2011年12期
張衛東
(吉林工程技術師范學院 機械工程學院,吉林 長春 130052)
數控車床加工精度的工藝處理及優化
張衛東
(吉林工程技術師范學院 機械工程學院,吉林 長春 130052)
隨著數控技術的發展與成熟,數控車床廣泛應用到制造業及學校教學當中,如何保證零件的加工精度,是使用者所面對的重要問題。通過提出影響數控車床加工精度的因素,根據具體實例提出合理的確定編程尺寸、提供裝夾的定位精度、刀具以及切削用量等解決加工精度的對策。
數控車;加工精度;處理;優化
0 前言
隨著科學技術的迅速發展,機械產品的結構、零件的形狀不斷改進,數控車床越來越多得到廣泛的應用,而且隨著產品質量的不斷提升,對零件質量和加工精度的要求也越來越高。我校工程訓練中心從2006年起投入大量的資金購入數控車床16臺,運用到工程訓練實踐教學當中,培養學生的實際操作能力,可以有效培養學生的質量和成本意識,從而更好地培養出社會需要的應用型人才。
1 影響數控車床加工精度的因素
根據實際加工中的情況分析,影響加工精度的因素主要有:機床自身的剛性、幾何精度、機床安裝、調試時的精度,機床夾具的制造、安裝精度,夾持力的大小、方向,刀具的安裝誤差,刀片的磨損,工件殘余應力的分布狀況,對刀與測量誤差等等。這些因素都會影響加工精度,為了提高加工精度,必需通過一定的方法來減小誤差影響。
2 解決數控車加工精度的對策
2.1 提高裝夾定位精度
在數控車削加工過程當中,裝夾與定位精度的高低,直接影響著加工精度,為了提高定位精度,采用以下兩種方法進行定位。
2.1.1 精定位基準法
利用已加工表面作為裝夾定位的基準,這種加工過的表面稱之為精基準面,選擇精基準面主要考慮減少毛坯裝夾面帶來的加工誤差,保證加工精度。在實際加工實驗和實訓教學中,我們經常利用軸類零件的毛坯,其圓柱度誤差是影響加工精度的主要因素,裝夾加工時會不同程度地存在跳動現象,此時我們可采用精定位基準法來提高裝夾精度,以此來提高零件的加工精度。例如:加工零件的右端面時,需要將零件左端部分裝夾在卡盤上,為了避免毛坯公差帶來的不利影響,提高加工精度。按照“基準先行”的工藝路線設定原則,裝夾零件右端,用外圓車刀車削出長度約為30~40mm左右的夾持長度,然后將零件調頭重新裝夾在卡盤上,這樣既保證了長度測量方便,又能夠提高裝夾定位精度,減少圓跳動給切削加工中帶來的精度影響,從而提高了加工精度。
2.1.2 一夾一頂法
在數控車削加工零件時,經常使用的裝夾方式有:三爪自定心夾盤裝夾、四爪單動夾盤裝夾、雙頂尖裝夾、一夾一頂等。根據零件的實際尺寸要求,對于較長尺寸、精度要求較高的軸類零件,為了提高零件的加工精度,裝夾時常采用“一夾一頂”裝夾方式,既零件一端用夾盤加緊,另一端用機床尾座上的頂尖頂牢,這樣可有效防止在加工零件過程中發生“讓刀”現象,即能提高零件的加工精度,又可以在粗加工時合理選擇較大的背吃刀量,大大提高加工效率。
2.2 刀具的影響
由于數控車床常采用標準數控刀具,所以需根據加工零件的材料、切削性能與幾何形狀,合理地選擇刀具類型、牌號和刀具的幾何參數。例如:刀具前角、后角和刀尖圓弧半徑對零件的加工精度都有很大的影響。
2.3 切削用量的選擇對加工精度的影響
在機械加工參數中,背吃刀量、主軸轉速速度和進給量統稱切削用量,即我們常說的切削三要素。對于不同的加工方法,需要選用不同的加工方法,需要選用不同的切削用量,并應編寫程序內。切削用量的選擇原則的基本要求是:保證零件加工精度和表面粗糙度,充分發揮機床的性能。粗車時,在保證數車床允許的工藝系統剛度和功率條件下,為了提高零件的加工效率,我們常選擇較大的背吃刀量,但切削力同時也隨之加大,對零件和刀具很容易產生幾何變形,會對零件加工精度造成一定影響。
背吃刀量確定后,根據具體值來確定主軸轉速。之后根據已經確定的背吃刀量、主軸轉速,用經驗公進行計算,或者根據實際生產經驗選取切削速度。
當加工的零件精度要求較高時,先要考慮預留出適當的精加工余量(一般尺寸不大于1mm),根據精加工余量確定背吃刀量,精車時,應選擇較小的切削進給速度(F0.1)和較高的主軸轉速(S1200)。
所以,合理的選擇切削參數,是保證和提高加工精度的重要手段。
2.4 對刀的影響
對刀的尺寸精度和對刀速度,直接影響到加工的精度和效率。對經濟型數控車床來說,一般采用試切對刀法中的絕對刀偏值法對刀。即以參與加工的刀具實際切削工件的端面、外圓,并使用千分尺測量。現以FANUC系統數控車為例來說明對刀過程中對加工精度的影響。
其試切對刀步驟如下:
(1)用基準刀試切零件表面右端面,使用安裝在四工位電動刀架01號刀位的外圓車刀作為基準刀。將工件坐標系原點設在零件右端面與軸線交匯處,手動試切端面后,刀具只能沿X軸方向退刀,Z軸方向不允許移動。按功能按鍵進入刀補界面,選擇形狀功能界面,將光標移至G001號補償,輸入Z0后按測量軟鍵,則1號刀z方向刀偏值就鍵入并保存進了數控系統;再切削外圓,切削長度一般15mm便于測量即可,之后沿Z軸方向退刀,X軸方向不可移動。按主軸停止鍵使主軸停止轉動,使用千分尺(量程25mm~50mm)測量得出試切處的零件直徑尺寸為38.24mm,在刀偏界面輸入所測量的直徑值X38.24,按測量鍵,則01號刀X軸的刀偏值便輸入完成,如表1所示。
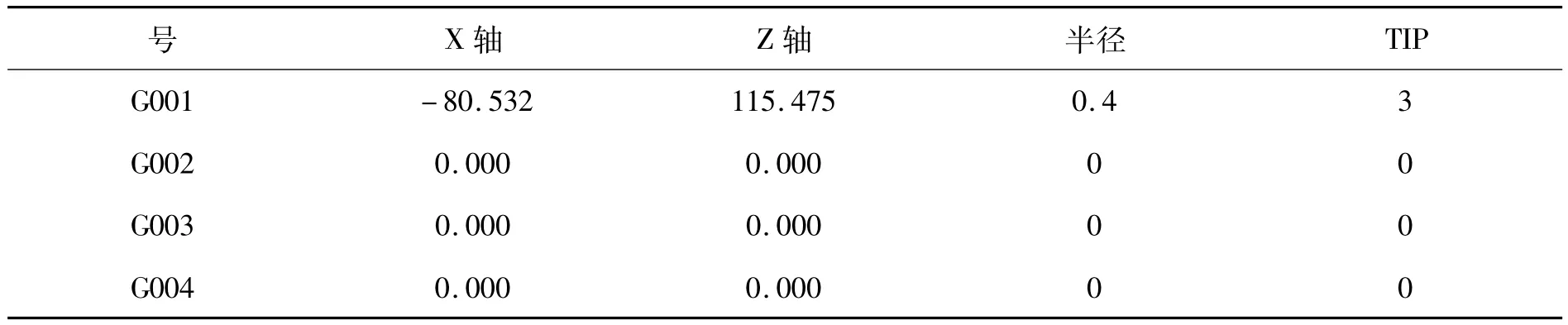
表1 偏置/形狀
如果測量的直徑尺寸不準確,那么輸入機床內的刀偏尺寸值就會存在誤差,加工出來后的零件也必然達不到尺寸要求。所以基準刀是對刀的關鍵,在于零件測量直徑的準確程度。
(2)其余刀具如切斷刀、螺紋刀的對刀步驟與外圓刀基本相同。所不同的是,切斷刀、螺紋刀的刀位點是貼緊工件表面而不是試切工件。其對刀的關鍵在于刀位點與零件的貼近程度,即輕貼而不是切削。這樣,輸入的刀偏值才會正確,加工出來的零件才能符合尺寸要求。
(3)螺紋刀在對刀時Z軸方向允許有少量誤差,不影響零件的加工精度,而X軸方向則不能有誤差。
2.5 合理確定編程尺寸
使用裝備FANUC系統的CAK3665DJ數控車床加工如圖1的零件。
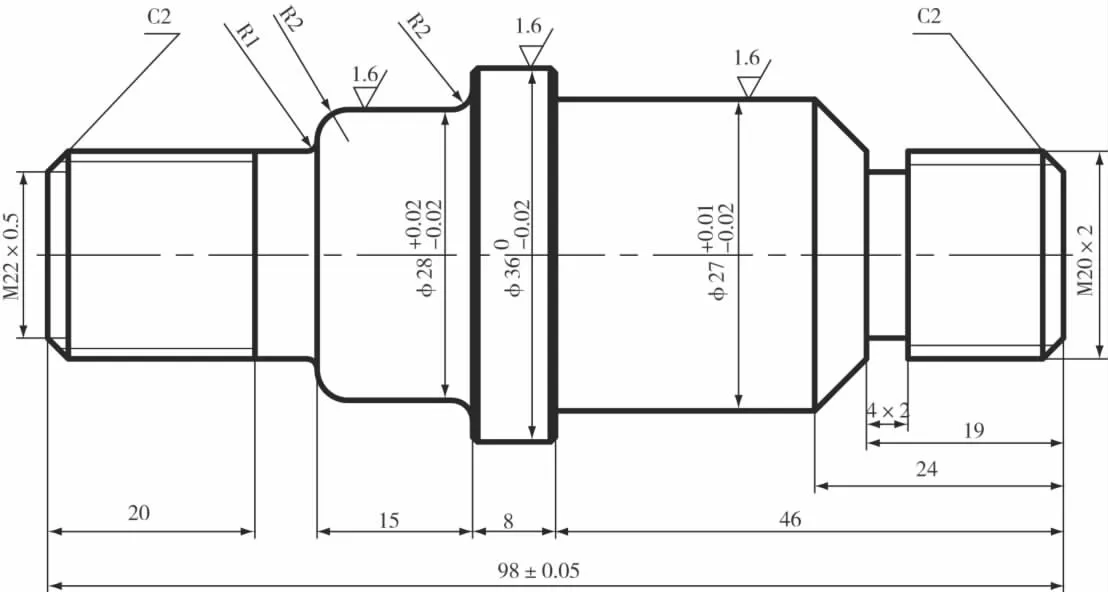
圖1 零件圖
編程時尺寸計算結果是否存在誤差將直接影響零件的加工結果。編程尺寸計算誤差在這里主要是指在編程過程中,未將零件的結構尺寸公差考慮在編程中,而影響到的加工誤差。在實際車削加工中,零件的許多結構尺寸都標有公差,而且公差值都不相同。編程時一但按零件輪廓尺寸編程,即按零件的實際基本尺寸進行編制程序,這種“傳統”性的編程方法忽略了零件輪廓公差帶尺寸的影響,即使數控車床的精度再高,也很難保證加工出符合精度要求的零件。如圖1所示零件28、36、27三個尺寸的公差尺寸都不同,如果采用零件實際基本尺寸來進行編程,則加工出來的零件一定達不到精度要求。這時可采用改變零件的基本尺寸和公差帶位置方法,在保證零件極限尺寸不變的情況下,來調整零件基本尺寸和公差帶的位置,方法是計算極限尺寸的平均值。
在加工螺紋部分時,由于切削過程中刀具存在向外擠壓力的作用,會出現外螺紋的外徑尺寸變大而內螺紋的內徑尺寸變小的現象,影響著螺紋的配合精度,所以在編程時一定要考慮這種尺寸變化。一般地,外螺紋大徑等于公稱直徑減去0.1~0.2倍的螺距,具體計算方法如下:
M22 ×1.5 mm:22 -0.13 ×1.5=21.805mm
M20 ×2 mm:20 -0.13 ×2=19.74mm
這樣在精加工時采用同一把刀,相同的刀具補償值,就可保證加工精度。
另外,利用刀偏置界面的磨損功能也可對加工精度進行控制。以加工圖1工件右側為例,程序如下
O0001
T0101; (外圓刀1號刀偏值)
M03 S600; (主軸正轉,轉速600轉)
G00 X42 Z2 G42; (快移到循環起點加右刀補)
G71U1.5R0.5; (外徑粗車循環,單邊進給1.5mm,抬刀量0.5mm)
G71P1Q2U0.8W0.2F0.3;(X 方向精加工余量 0.8mm,Z 方向精加工余量 0.2mm,粗車進給速度 0.3mm)

G00X100Z100; (刀具快移至安全點)
M05; (主軸停)
M00; (程序暫停)
M03S800; (提高轉速)
G00X42Z2; (快移至循環點)
G70P1Q2; (精車循環)
G00X100Z100G40; (快移至安全點取消刀補)
…………
使用復合循環指令,在程序段中加入暫停指令M00,加工時,運行到該程序段時機床主軸停止,使用千分尺測量(27mm的直徑,如果大于或小于27.8mm就在刀偏置界面中的磨損功能對應的刀具鍵入數值,如表2所示。
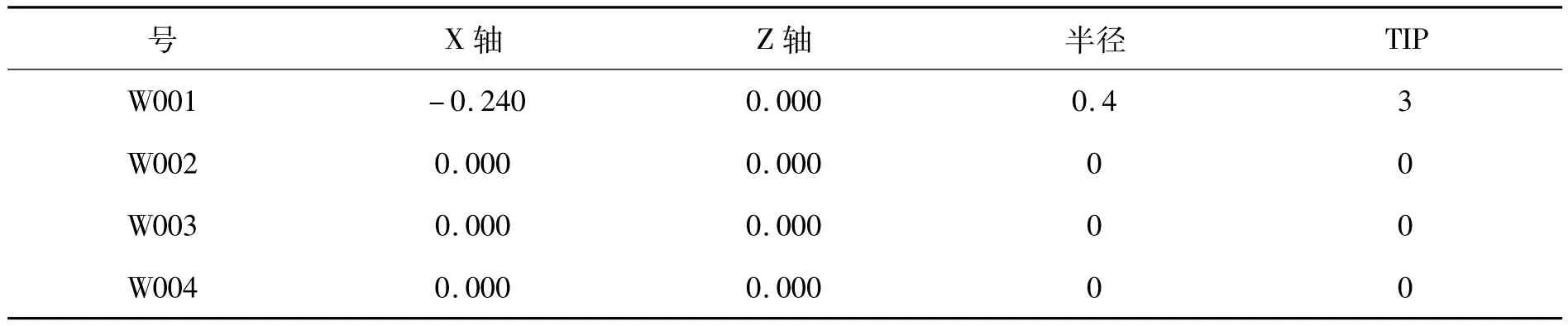
表2 偏置/磨耗
需要注意的是,加工完成后需要將修改的磨耗補償值重新置零。使用此方法也可保證加工精度。
3 結語
綜上對具體實例,分析了在數控加工中影響加工精度的常見的因素,而在實際生產和實踐教學過程中,影響數控車加工精度的因素還有很多,提高其加工精度的方法也不止以上幾種,但主要影響加工精度的誤差還是主要由操作者和機床本身生產時產生的。雖然數控車床本身存在不同程度的系統性誤差和隨機性誤差,但操作者通過大量的實踐不斷的總結、積累經驗,完全可以最大程度的降低這些“誤差”,從而確保和提高機床的加工精度,為企業生產和實踐教學提供重要參考依據。
[1] 張寧菊.提高數控加工質量的幾個措施[J].機床與液壓,2005(3):203.
[2] 范美芳,徐大敏.影響數控加工質量的因素分析及應對措施[J].機電工程技術,2006(4):97-99.
[3] 卜小軍,孫志學.影響經濟型數控機床加工精度的因素和對策[J].機電工程技術,2002(5):129-130.
Process and Optimization for Treatment of Precision of NC Lathe
ZHANG Wei-dong
(College of Mechanical Engineering,Jilin Teachers'Institute of Engineering and Technology,Changchun 130052,China)
With the development and maturity of numerical control technology,CNC lathe is widely used in manufacturing industry and school teaching,in which how to ensure part machining precision is an important issue that users face.Through analyzing the factors that influence the precision of NC lathe,this article presents some measures to ensure the processing precision,including the reasonable determined programming size,clamping positioning accuracy,tools and cutting parameters according to the specific instances.
CNC lathe;processing precision;treatment;optimization
TG519.1
A
1009-3907(2011)12-0009-04
2011-10-06
張衛東(1969-),男,吉林長春人,助理實驗師、技師,主要從事數控加工研究。
責任編輯:吳旭云
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年4期)2017-06-22 11:18:05
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18
