特殊螺紋接頭套管質量控制的關鍵環節
2011-11-08 10:00:40韓新利
石油工業技術監督 2011年4期
韓新利 王 蕊 韓 軍 楊 鵬 張 蕾
中國石油集團石油管工程技術研究院 (陜西 西安 710065)
特殊螺紋接頭套管質量控制的關鍵環節
韓新利 王 蕊 韓 軍 楊 鵬 張 蕾
中國石油集團石油管工程技術研究院 (陜西 西安 710065)
給出了特殊螺紋接頭套管質量及質量控制的定義,分析了質量控制過程和關鍵環節,并通過實例進行驗證,結果表明,特殊螺紋接頭套管質量控制的最終目的在于滿足適用要求,是生產廠和使用者共同的責任;特殊螺紋接頭套管質量控制過程主要有需求確定、適用性評價、采購、生產和使用,這些過程通過跟蹤形成閉環系統;特殊螺紋接頭套管質量控制關鍵環節包括提高思想認識、選用、標準和適用性評價;實施特殊螺紋套管質量控制可取得良好的結果。
特殊螺紋接頭 套管 質量控制
隨著石油天然氣勘探事業的不斷發展,工況條件愈來愈復雜,API螺紋接頭套管已無法滿足要求,特殊螺紋接頭套管用量逐年增大,于是,特殊螺紋套管的質量控制問題逐漸表現出來。現有研究中,多數文獻集中在特殊螺紋的介紹[1~6],包括特點、性能分析及使用,未談及質量控制。本文通過分析特殊螺紋套管質量控制過程及關鍵環節,并通過實例進行驗證。
1 套管質量與質量控制
質量是指一組固有特性(物理、化學、功能等)滿足要求(明示的、隱含的或必須履行的需求和期望)的程度。質量控制是質量管理的一部分,通過采用技術或其他手段滿足質量要求。
套管的質量是指套管特性滿足要求的程度。套管特性包括:材料性能、結構尺寸(幾何、螺紋)、結構性能(密封性和連接強度)及使用(上、卸扣特性)性能;要求包含對標準的符合性(明示)和滿足現場使用的要求(隱含)。套管質量控制則是通過一定的手段和方法,來確保套管滿足使用的要求。
良好套管質量控制過程包含兩方面:生產質量,滿足標準的要求,具有良好的可用性,有利于現場操作;使用質量,與套管生產質量具有良好的匹配。因此,特殊螺紋套管質量控制不僅取決于生產廠,還取決于用戶如何使用,是生產廠和用戶共同的責任。
2 特殊螺紋接頭套管質量控制過程
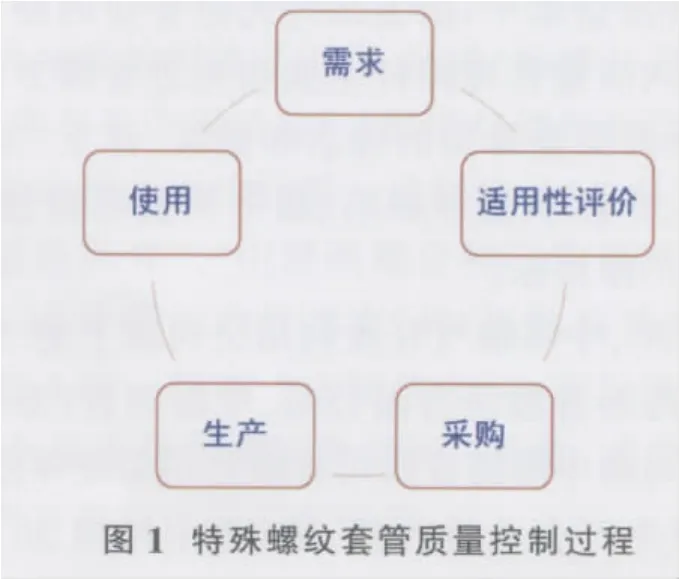
特殊螺紋套管生命過程從確定需求開始,經歷適用性評價、采購、生產、使用4個階段,通過過程跟蹤,形成封閉的循環系統,也形成了特殊螺紋接頭套管質量控制過程,如圖1所示。隨著循環次數的增加,質量控制水平不斷提高,效果愈明顯。以下對各過程進行分析。
2.1 需求確定
滿足需求是質量控制的主要目標,明確的需求有利于質量控制工作的開展,特殊螺紋接頭套管需求主要包括:為什么選用特殊螺紋接頭?所選特殊螺紋接頭應具有什么樣的特性?需求的確定主要是用戶的責任。
在需求確定過程中,用戶需要明確尺寸規格、服役的環境和載荷情況。尺寸規格主要由井身結構決定,主要依據油、氣井的目的。服役環境情況決定套管材料的選擇,例如:具有腐蝕環境的井況需要選用耐蝕合金材料,根據腐蝕程度的不同,可以選用不同的耐蝕材料。載荷情況與接頭類型相聯系,接頭類型決定了套管的生產的難易程度及合格率。
2.2 適用性評價
需求確定了待選套管、待選套管的使用工況和服役環境,但兩者能否匹配,匹配程度如何,則必須進行適用性評價,因此,適用性評價是特殊螺紋接頭套管質量控制的第2個過程。
適用性評價主要檢驗特殊螺紋套管在特定工況條件下的使用性能,包括材料性能的評價和使用性能的評價。材料性能的評價主要側重于環境的適用性,評價重點在于腐蝕性能,并且可預測壽命。使用性能評價主要側重于整體性能的評價,主要采用全尺寸試驗的評價方法。現有全尺寸試驗技術足以模擬套管服役過程中的各種工況,并且通過對評價套管的跟蹤不斷完善。
值得說明的是,適用性評價主要解決技術可行性的問題,主要由具備能力的第三方承擔。
2.3 采購過程
采購過程主要解決訂貨問題,涉及用戶、生產廠和第三方檢驗和/或監理。特殊螺紋接頭套管不同于API螺紋接頭,不同生產廠有不同的標準。特殊螺紋接頭套管具有技術難度大,質量要求高,制造過程復雜,需要協調的問題較多;如果這些問題得不到解決,隨后將會出現一系列的爭議。
從圖1可以看出,如果需求作為起點,采購過程正好是中間環節,可見采購在套管質量控制過程中占據重要位置。采購過程主要解決訂貨標準和生產廠選擇問題。
特殊螺紋接頭套管訂貨標準主要涉及兩個方面,材料性能和整體性能指標和檢驗。對于材料性能而言,若采用API規定的材料或鋼級,可采用API標準,若需要特殊的規定,可采用附加的補充技術條件;若采用非API的鋼級和材料,則需要商定材料性能指標,當采用耐蝕材料時,除商定材料性能指標外,還需確定檢測方法,尤其腐蝕介質的選擇。對于整體性能指標而言,需要對密封包絡線和極限載荷進行規定,而密封包絡線是最容易忽略的問題。由于接頭幾何參數影響整體性能,訂貨標準必須規定結合參數公差,且不大于適用性評價采用的公差。
適用性評價解決了技術的可行性問題,一般情況下,可生產滿足技術可行性產品的不只一個生產廠,因此,需要對生產廠進行選擇。對于用戶而言,合適的生產廠是產品質量保證的前提,為此,實施制造廠準入檢驗制度,對企業的生產必備條件及產品質量進行嚴格的量化考核,同時采用全尺寸試驗的技術手段檢驗套管使用性能,以考察批量生產能力。
2.4 生產過程
生產過程主要解決套管質量穩定性問題,主要由生產廠承擔。特殊螺紋接頭套管生產過程需要確定材料體系,并選擇合適的生產工藝,確保材料性能滿足訂貨技術條件。研究幾何尺寸,尤其螺紋參數的控制范圍,制定內控標準,不僅需要滿足訂貨技術條件要求,還要滿足使用要求。特別注意,內控標準應嚴于訂貨技術條件。
特殊螺紋接頭套管不同于其他產品,要求質量100%受控,一根套管質量直接影響一口井的壽命,為此,生產廠需要建立完善的質量控制體系,并嚴格執行。為了加強質量控制,可采用第二方和第三方的監督模式,如,對套管實行駐廠監造,確保產品在生產過程中質量。對未實施駐廠監造的套管產品,建議進行驗證試驗。
2.5 使用過程
生產過程保證了套管能夠滿足技術條件的要求,即滿足套管明示要求。實踐證明,符合標準要求的套管,如果使用不當,依然發生失效問題,造成經濟損失,因此規范使用過程,精心操作,才能達到質量控制的最終目的。
使用過程質量控制分為3個階段,使用前、使用中和使用后。加強套管使用前檢驗可以避免生產廠漏檢、運輸過程損傷等質量問題,主要檢查特殊螺紋接頭的外觀,尤其確認密封面沒有損傷,對于耐蝕材料特殊螺紋接頭套管,除檢查接頭外,還要檢查套管管體的外觀質量。
使用過程主要控制套管下井過程質量。特殊螺紋套管接頭與API不同之處在于密封面,因此,套管下井過程中必須保護好密封面,確保密封面沒有損壞。為了保證套管接頭的密封性能,應嚴格控制上扣速度,尤其在內、外螺紋密封面接觸的前后。上扣時,應采用扭矩儀,真實記錄上扣曲線,上扣扭矩應控制在生產廠推薦的范圍內,并且上扣曲線上能夠清晰地反映臺肩扭矩。
為了獲得更多的信息,更好的確定需求,用戶應該跟蹤套管的服役過程,記錄套壓的變化以及油管起下過程發生的異常現象,同時能夠跟蹤產出液的變化。
以上分析了特殊螺紋接頭套管質量控制過程,階段不同,責任主體不同,只有不同主體緊密結合并不斷跟蹤分析才能夠完成質量控制任務。
3 特殊螺紋接頭套管質量控制關鍵環節
質量控制與成本息息相關,前述分析表明,特殊螺紋接頭套管質量控制過程復雜,難度大,全面質量控制將會引起成本大幅度的提升,為此,抓關鍵環節,理順管理線條有著重要的意義。
3.1 思想認識
做好特殊螺紋接頭套管質量控制工作,首先需要提高思想認識。質量控制的目的在于保證套管的使用性能能夠滿足要求,并在油、氣井使用壽命內不發生失效。通常,生產廠認為符合標準或技術條件要求就能夠滿足使用要求,檢驗合格在使用中就不會出現問題,若出現問題,應是使用者的責任,大部分的爭議也在這兩個方面。大量實踐表明,標準符合性與適用性不同,檢驗與使用不同。為了確保標準符合性和適用性、檢驗和使用的統一,需要進行大量的模擬試驗,目的在于評價套管選擇的正確性,并對套管柱設計進行驗證,同時試驗結果也可用于指導套管的現場使用。此外,模擬試驗也是套管質量控制的重要手段。
3.2 選用
特殊螺紋接頭套管選用是套管質量控制的關鍵環節之一,正確的選擇既可以保證套管的安全使用,又可以節約套管的采購成本。套管選用主要解決套管性能與使用工況的匹配問題,有兩方面的因素,需求和套管性能。
前文所述表明,需求決定了套管的選擇,明晰的服役環境和工況條件是正確選擇套管的關鍵。在服役環境和工況條件不明確的情況下,如探井,應考慮最苛刻情況,此外也可根據套管的性能進行逆向選擇。事實上,逆向選擇更容易實施。
3.3 標準
特殊螺紋接頭套管涉及材料和結構兩個方面,其標準應對這兩個方面進行規定。由于特殊螺紋接頭套管的特殊性,不會有統一的標準和規范,但應堅持以下原則。
材料性能。若采用API或ISO標準規定鋼級或材料,則按相關標準的規定執行,若采用或API或ISO標準材料,則須按照服役環境條件進行評價,并由雙方共同確定,建議由具有相應技術能力的第三方研究機構組織實施。
結構性能。特殊螺紋接頭通常為專利產品,具有獨特的結構性能,一般采用生產廠的企業標準,但應提供以下信息及證明資料。
一個較詳細地關于螺紋、密封面、臺肩和管體尺寸設計特征的說明;一個有代表性的接頭截面圖表,從而確定拉伸、壓縮、內壓、外壓和彎曲的臨界值;一個過程控制計劃,這個計劃應當詳細說明適用的標準和程序,產品生產和檢測的相關控制序號和版本號;以書面的形式提供上扣參數,包括螺紋脂的類型、用量和應用方法,以及上扣速度、所需的抬肩扭矩值、最大和最小最終上扣扭矩值及上扣扭矩損耗。這個書面的文件還應當包括控制程序、版本和生產廠的控制計劃;接頭的修復和修復方法的說明,說明中還應包括程序號和版本號;根據拉伸、壓縮、內壓、外壓和相對于管體的彎曲度提供一個接頭性能表;應當充分的考慮接頭包絡線的載荷,使得載荷能夠充分的說明試樣實際性能與最小性能即名義等級的關系;明確接頭極限載荷值,使得極限載荷能夠充分的說明試樣實際性能與最小性能即名義等級的關系。
證明材料應以技術報告形式提供。
3.4 適用性評價
適用性評價分為兩個方面,即環境適用性和載荷適用性,目的在于滿足特殊螺紋接頭套管使用性能,評價過程應盡可能接近實際工況。
環境適用性評價。環境適用性評價通常采用NACE評價方法,采用小試樣的方式和標準的腐蝕液,在規定應力水平下保持一定的時間,檢測其耐蝕性能,全尺寸模擬試驗成為發展的趨勢。
載荷適用性評價。載荷適用性評價通常采用API RP 5C5/ISO13679[7],API RP 5C5第3版以前版本主要進行工況模擬試驗,側重于使用性能的評價,API RP 5C5第3版側重于管子和接頭本身承載能力評價,進行載荷適用性評價時,需要綜合兩個方面,尤其對于工況條件比較明確的情況,簡化試驗過程,節約時間和成本。
適用性評價的主要內容有:耐蝕性能;上、卸扣性能;密封完整性和結構完整性。耐蝕性能主要確定套管適用的環境,密封完整性通過試驗參數和試驗程序評價能否用于特定工況,結構完整性主要測試接頭承載能力。
載荷適用性評價試驗過程主要包括:確定工況,進行試驗分級,確定試驗方案;試樣準備含材料選擇、樣品加工;上、卸扣試驗;密封性試驗即包絡線試驗和失效試驗也就是極限承載能力試驗。
4 實例
2005年,某油田公司對某區塊進行開發,該區塊具有腐蝕環境,且為氣井,井深在6 000m以上,確定了技術套管的規格,委托管研院完成技術套管的質量控制,為此,管研院與油田公司簽訂了一攬子合同,包括套管選擇、適用性評價、駐場監造及現場監督,結果如下:選用某生產廠抗硫特殊螺紋接頭套管;對該套管材料腐蝕性能評價,保證套管滿足環境要求;對套管接頭進行全尺寸試驗,評價其上、卸扣性能,密封性能、連接性能及抗擠毀性能;制定了駐廠監造質量計劃和監造實施細則,進行了套管生產全過程監造,確保產品質量穩定,并達到套管訂貨技術指標;監督現場下井;生產的1 500t套管至今未出現任何問題,達到了質量控制的目的。
5 結 論
本文給出了特殊螺紋接頭套管質量及質量控制的定義,分析了質量控制過程和關鍵環節,并給出了一成功的范例,可得出以下結論:
(1)特殊螺紋接頭套管質量控制的最終目的在于滿足適用要求,是生產廠和使用者共同的責任。
(2)特殊螺紋接頭套管質量控制過程主要有需求確定、適用性評價、采購、生產和使用,這些過程通過跟蹤形成閉環系統。
(3)特殊螺紋接頭套管質量控制關鍵環節包括提高思想認識、選用、標準和適用性評價。
(4)實施特殊螺紋套管質量控制可取得良好的結果。
[1]高連新.WSP特殊螺紋接頭油井管的研制[J].石油機械,2003(9):33 -36.
[2]許志倩.非API標準Big Omega特殊螺紋接頭連接性能數值分析[J].石油礦場機械,2009(6):34-39.
[3]廖凌.漢廷特殊螺紋接頭油套管的技術特點與應用分析[J].鋼管, 2009(4):44-47.
[4]王善永.幾種特殊套管螺紋接頭[J].石油礦場機械,2005(4):83-85.
[5]高連新.石油套管特殊螺紋接頭的密封設計[J].機械工程學報, 2005(3):216-219.
[6]楊智春.特殊扣套管接頭的應力及密封特性分析[J].機械科學與技術,2004(7):771-773.
[7]李瑞濤.特殊螺紋接頭的研究現狀分析[J].焊管,2009(1):12-14.
With the definition on the casing quality of special screw thread junction and the quality control being given,the analysis focuses on the process of quality control and the key chains,followed by the verification of practical examples.The result first indicates that the final goal of quality control over special screw thread junction casing pipes lies in satisfying the demands of adaptability,which is the common responsibility of manufacturers and consumers.Then it shows that its quality control process mainly includes the determination of demands,the evaluation of applicability,the procurement,the production and uses,which then form the closing system by tracking.Next,it reveals that its crucial steps involve improving the insight into this problem,choosing standards and doing evaluation of applicability.Finally,it is pointed out that it can get better effect to conduct quality control over the special screw thread casing pipes.
special screw thread junction;casing pipe;quality control
韓新利(1966-),男,陜西蒲城人,碩士,高級工程師,主要研究方向為油井管質量監督檢驗及研究。
張簫鈴
2010-12-02
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
中國質量與標準導報(2014年1期)2014-02-28 22:21:28