焊接系統(tǒng)中直流電機(jī)轉(zhuǎn)速控制的研究
2011-11-14 07:57:20李林
電焊機(jī) 2011年8期
李林
(成都紡織高等專科學(xué)校 電子信息與電氣工程系,四川 成都 611731)
焊接系統(tǒng)中直流電機(jī)轉(zhuǎn)速控制的研究
李林
(成都紡織高等專科學(xué)校 電子信息與電氣工程系,四川 成都 611731)
在CO2焊接和埋弧焊接系統(tǒng)中,精確控制行走電機(jī)和送絲電機(jī)的速度是提高焊接質(zhì)量的重要保證,傳統(tǒng)直流電機(jī)轉(zhuǎn)速控制方法是通過(guò)轉(zhuǎn)速表測(cè)量電機(jī)的轉(zhuǎn)速后反饋控制,該控制方法存在精度差、不易調(diào)試等缺點(diǎn)。采用鎖相環(huán)閉環(huán)控制直流電機(jī)的轉(zhuǎn)速,其控制方法是:由于行走電機(jī)和送絲電機(jī)的轉(zhuǎn)速比較慢,因此,編碼器不通過(guò)減速機(jī)構(gòu)直接安裝在直流電機(jī)的轉(zhuǎn)軸上,從而測(cè)得電機(jī)的轉(zhuǎn)速,與設(shè)定速度作PI控制產(chǎn)生PWM波形控制H型雙極可逆驅(qū)動(dòng)電路開(kāi)關(guān)管的導(dǎo)通時(shí)間,從而精確控制直流電機(jī)的轉(zhuǎn)速。試驗(yàn)表明,該方法控制精確高,能穩(wěn)定、可靠、實(shí)時(shí)地控制電機(jī)轉(zhuǎn)速。
直流電機(jī);編碼器;鎖相技術(shù);H型DC/DC變換器
0 前言
在CO2氣體保護(hù)焊和埋弧焊接系統(tǒng)中,行走電機(jī)和送絲電機(jī)裝置是焊接系統(tǒng)中的一個(gè)重要組成部分。送絲速度的均勻程度直接影響焊接電流的均勻性和焊接過(guò)程的穩(wěn)定性,直流電機(jī)送絲的速度決定焊接電流的大小。當(dāng)前,焊接系統(tǒng)的送絲系統(tǒng)對(duì)電機(jī)轉(zhuǎn)速的控制是利用直流電機(jī)的電樞電壓負(fù)反饋閉環(huán)控制,由于不是直接測(cè)量電機(jī)轉(zhuǎn)速進(jìn)行控制,因此,隨著電機(jī)轉(zhuǎn)速特性曲線的變化,以及電機(jī)轉(zhuǎn)速受電網(wǎng)電壓波動(dòng)、送絲阻力擾動(dòng)以及環(huán)境溫度變化的影響,電機(jī)轉(zhuǎn)速控制精度降低。之后,為了提高轉(zhuǎn)速精度,用轉(zhuǎn)速表測(cè)直接測(cè)量電機(jī)的轉(zhuǎn)速,使電機(jī)的實(shí)際轉(zhuǎn)速與設(shè)定轉(zhuǎn)速接近,但是,這種誤差反饋控制系統(tǒng)跟蹤仍有非零的穩(wěn)態(tài)誤差,另外,轉(zhuǎn)速表的非線性、放大器的漂移等都會(huì)影響電機(jī)的轉(zhuǎn)速精度。為了克服這些問(wèn)題,在此采用鎖相環(huán)技術(shù)來(lái)控制行走電機(jī)和送絲電機(jī)的轉(zhuǎn)速,根據(jù)工藝要求能可靠、穩(wěn)定地控制電機(jī)的轉(zhuǎn)速[1-2]。
1 鎖相原理
早期用模擬技術(shù)實(shí)現(xiàn)鎖相(PLL)控制(見(jiàn)圖1),鎖相環(huán)實(shí)際上就是一個(gè)相位誤差的反饋閉環(huán)控制,其原理是用鑒相器PD檢測(cè)、運(yùn)算并處理輸入信號(hào)θ1(t)和壓控振蕩器VCO的反饋信號(hào)θ2(t)之間的相位差,得到誤差信號(hào)Ud(t)。模擬鎖相技術(shù)的響應(yīng)時(shí)間快,但是隨著DSP芯片技術(shù)的實(shí)時(shí)性提高,通常都用數(shù)字鎖相技術(shù),它除具有數(shù)字電路的優(yōu)點(diǎn)外,還解決了模擬鎖相環(huán)存在直流零點(diǎn)漂移、部件飽和、進(jìn)行初始校準(zhǔn)等問(wèn)題[3-4]。
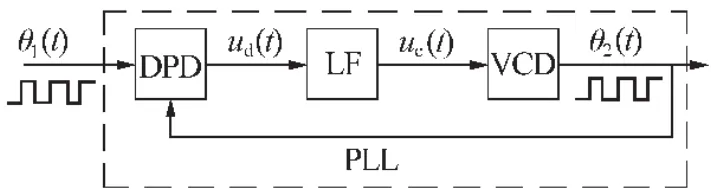
圖1 鎖相環(huán)的基本構(gòu)成
早期的PLL是由模擬器件實(shí)現(xiàn)信號(hào)相位(電機(jī)轉(zhuǎn)速)的負(fù)反饋閉環(huán)控制系統(tǒng)跟蹤。與電壓和電流閉環(huán)控制的區(qū)別是:PLL用采樣的反饋信號(hào)與給定信號(hào)是相位差比較,而常規(guī)的閉環(huán)控制是采樣信號(hào)是電壓或電流信號(hào)。PLL由數(shù)字鑒相器DPD、環(huán)路濾波器LF和壓控振蕩器VCO組成。
下面分析鎖相技術(shù)的原理,在圖1中,假定電機(jī)給定的電壓信號(hào)為

式中 ui為輸入信號(hào)的幅度;ωi為載波角頻率;θi(t)為檢測(cè)到前相位并以載波相位為參考的瞬時(shí)相位。
設(shè)光伏逆變器系統(tǒng)的輸出信號(hào)

式中 uo為輸出信號(hào)的幅度;ωo環(huán)內(nèi)被控振蕩器的自由振蕩角頻率,是環(huán)路的一個(gè)重要參數(shù)。
鎖相環(huán)路是相位控制系統(tǒng),輸入信號(hào)ui(t)對(duì)環(huán)路起作用的是其瞬時(shí)相位,輸入、輸出信號(hào)的幅度通常是固定的。不過(guò)輸出信號(hào)的瞬時(shí)相位受輸入信號(hào)的瞬時(shí)相位的控制,其輸入、輸出的相位關(guān)系如下。
輸入信號(hào)ui(t)和輸出信號(hào)的矢量關(guān)系如圖2所示。
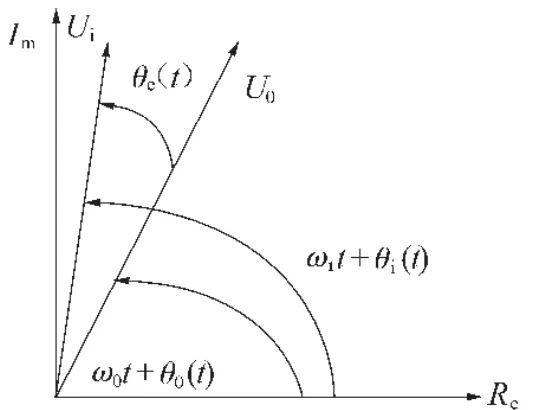
圖2 輸入和輸出信號(hào)的相位矢量關(guān)系

由圖2可得到兩個(gè)信號(hào)的瞬時(shí)相位差θi和θo的參考相位不同,需要選擇一個(gè)統(tǒng)一的參考相位,用載波相位ωot作為參考相位,因此,輸入信號(hào)的瞬時(shí)相位可改寫為

令

再令

為輸入信號(hào)以ωot為參考的瞬時(shí)相位,則有

同理,輸出信號(hào)的瞬時(shí)相位可寫為

式中 θ2(t)是以ω0t為參考的輸出瞬時(shí)相位,將式(6)、式(9)代入式(3)得到環(huán)路的瞬時(shí)相位差

則瞬時(shí)頻差

將圖2轉(zhuǎn)化為圖3
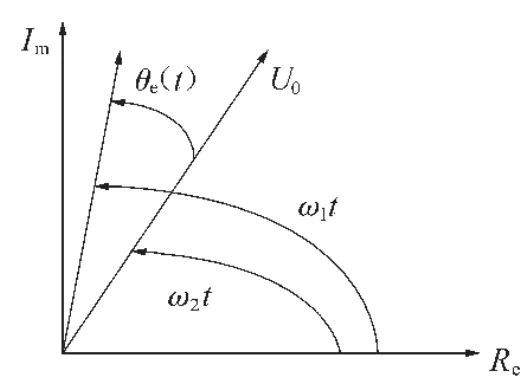
圖3 輸入和輸出信號(hào)的相位關(guān)系矢量
從圖3可知,兩個(gè)矢量的角頻率不同時(shí),系統(tǒng)將處于失鎖狀態(tài),只有當(dāng)θ1(t)和θ2(t)相等時(shí),兩個(gè)矢量以相同的角速度旋轉(zhuǎn),相對(duì)位置不變,即夾角不變,通常數(shù)值較小,這樣環(huán)路就處于鎖定狀態(tài)[2-4]。通過(guò)以上分析,可以將鎖相技術(shù)的控制原理引用到電機(jī)速度控制中,實(shí)際上電機(jī)速度控制轉(zhuǎn)化為相位控制,其控制方法比以上鎖相技術(shù)的方法要簡(jiǎn)單得多,根據(jù)鎖相環(huán)路的各控制方法,分析直流電機(jī)旋轉(zhuǎn)時(shí)的工作特性。
2 數(shù)字壓控振蕩器原理和數(shù)學(xué)模型
圖4為以DSP處理器為核心的直流電機(jī)鎖相速度控制系統(tǒng),直流電機(jī)的轉(zhuǎn)速用光電編碼器測(cè)得,在激勵(lì)電壓UC的作用下,光電編碼器輸出的數(shù)字脈沖序列正比于電機(jī)的角速度

式中 km為比例增益;Tm為電機(jī)機(jī)械常數(shù)。
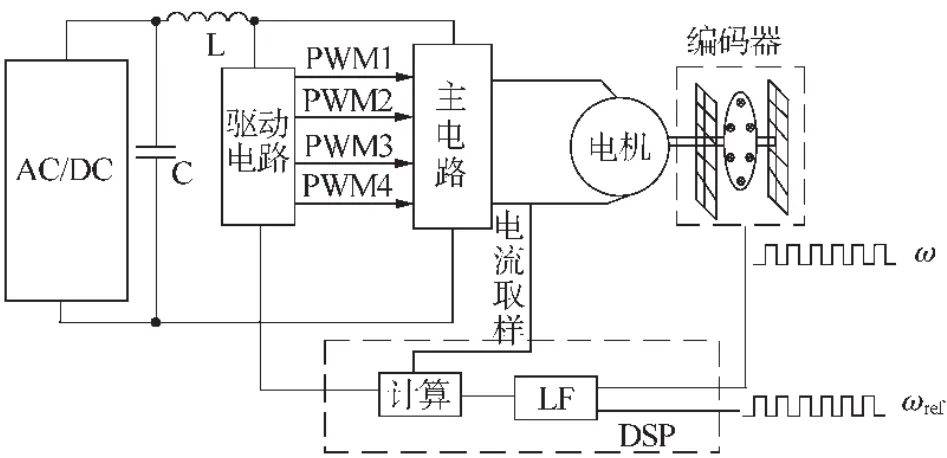
圖4 直流電機(jī)調(diào)速雙閉環(huán)控制框圖
將式(12)進(jìn)行Laplace變換,可得

電機(jī)轉(zhuǎn)軸的相位θ2(s)是角速度的時(shí)間積分,若在圖4中光電編碼器的碼盤有K2個(gè)齒,則光電耦合器產(chǎn)生信號(hào)的相位為Ω的K2倍,即

由上式可得

由式(15)可知,電機(jī)和編碼器是一個(gè)二階系統(tǒng),通過(guò)仿真分析可知,只要選擇合適的參數(shù)就能確保該系統(tǒng)穩(wěn)定運(yùn)行[1]。
3 直流電機(jī)的轉(zhuǎn)速鎖相控制
通過(guò)編碼器測(cè)出直流電機(jī)的角速度并與設(shè)定角速度比較得到其相位差,然后在DSP芯片內(nèi)部用軟件來(lái)實(shí)現(xiàn)鎖相技術(shù),這種閉環(huán)控制能實(shí)時(shí)調(diào)節(jié)電機(jī)可逆調(diào)速電路的占空比,從而使電機(jī)的實(shí)際轉(zhuǎn)速跟蹤設(shè)定轉(zhuǎn)速。確保焊接系統(tǒng)中行走電機(jī)和送絲電機(jī)的恒速運(yùn)行。用DSP來(lái)實(shí)現(xiàn)數(shù)字軟件鎖相環(huán)的直流電機(jī)控制系統(tǒng)如圖5所示。
其組成系統(tǒng)為直流電機(jī)和光電編碼器組成的數(shù)字壓控振蕩器(DCO)、雙極性PWM直流可逆驅(qū)動(dòng)電路、DSP處理器(DSP實(shí)現(xiàn)鎖相環(huán)的數(shù)字鑒相、濾波、PI控制等)。
4 試驗(yàn)和數(shù)據(jù)
直流電機(jī)的轉(zhuǎn)速控制實(shí)際上是控制電機(jī)變換器開(kāi)關(guān)管的占空比,直流電機(jī)變換器電路很多,采用圖6所示的全橋可逆調(diào)速電路,實(shí)時(shí)控制電機(jī)的正反轉(zhuǎn)。變換器的開(kāi)關(guān)管可用MOSFEIT或IGBT開(kāi)關(guān)管,其控制原理是:當(dāng)電機(jī)正轉(zhuǎn)時(shí),VF1和VF3導(dǎo)通;電機(jī)極反轉(zhuǎn)時(shí),VF2和VF4導(dǎo)通,其電流方向如圖中虛線所示。由于電機(jī)是感性負(fù)載,因此,當(dāng)開(kāi)關(guān)管關(guān)斷時(shí),電機(jī)電流將繼續(xù)沿原來(lái)的方向流過(guò),此時(shí)電流流向?yàn)閂D3→MOTOR→VD2或VD4→MOTOR→VD1。
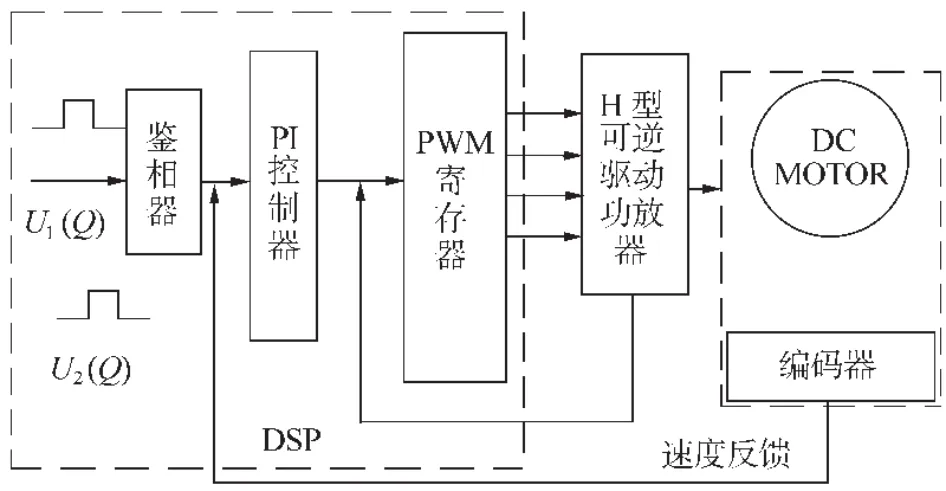
圖5 DSP軟件鎖相環(huán)直流電機(jī)控制系統(tǒng)

圖6 H型直流電機(jī)可逆調(diào)速電路
假設(shè)使用MOSFET組成電機(jī)變換器主電路,為了防止開(kāi)關(guān)管誤導(dǎo)通,選上下橋臂的開(kāi)關(guān)管為極性相反的工作開(kāi)關(guān)管,如選VF1為P-MOSFET,當(dāng)柵極電壓為負(fù)脈沖時(shí),VF1導(dǎo)通;VF3為N-MOSFET,當(dāng)柵極電壓為正脈沖時(shí),VF3導(dǎo)通,此時(shí)電機(jī)正向運(yùn)轉(zhuǎn),同時(shí)VF2和VF4鎖定為關(guān)斷狀態(tài)。同理可得電機(jī)反轉(zhuǎn)時(shí)VT1、VT3和VT2、VT4的工作原理。直流電機(jī)正反轉(zhuǎn)開(kāi)關(guān)管導(dǎo)通波形如圖7所示,這樣保證了電機(jī)正反轉(zhuǎn)的可靠性[5-6]。
在本樣機(jī)試驗(yàn)系統(tǒng)中,用DSP作為中央處理器,從圖4中可以看出,電流閉環(huán)控制是為了防止電流過(guò)大,起保護(hù)作用,其目的是為了精確控制電機(jī)的轉(zhuǎn)速。當(dāng)編碼器測(cè)得電機(jī)的脈沖信號(hào)后與給定電機(jī)轉(zhuǎn)速的脈沖信號(hào)比較,所得誤差經(jīng)過(guò)PI運(yùn)算并經(jīng)過(guò)驅(qū)動(dòng)放大去驅(qū)動(dòng)開(kāi)關(guān)管的導(dǎo)通,即產(chǎn)生PWM脈沖信號(hào)。在DSP芯片中通過(guò)ADCIN00引腳輸入信號(hào),PWM的占空比除了決定電機(jī)的轉(zhuǎn)速外,還決定電機(jī)的轉(zhuǎn)向,因此,必須根據(jù)轉(zhuǎn)向標(biāo)志DIRECTION來(lái)決定輸出極限:正轉(zhuǎn)時(shí)輸出的范圍是0~250;反轉(zhuǎn)時(shí),輸出的范圍是250~500,否則電機(jī)不能后退到原點(diǎn)[4]。
在可逆調(diào)速驅(qū)動(dòng)電路中,PWM是通過(guò)DSP的PWM輸出引腳PWM1~PWM4輸出控制信號(hào)進(jìn)行控制,從圖6中可知,PWM1和PWM3的控制順序相同,PWM2和PWM4的控制順序相同[4]。
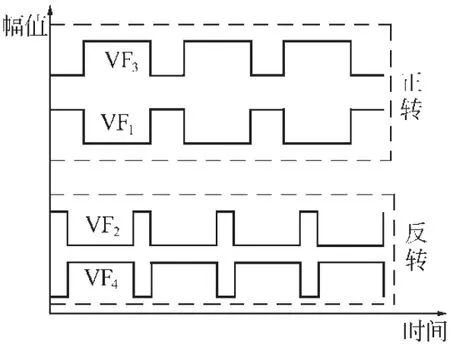
圖7 直流電機(jī)正反轉(zhuǎn)開(kāi)關(guān)管導(dǎo)通脈沖波形
圖8為直流電機(jī)測(cè)試的電壓和電流波形。從圖中可以看出,其占空比相同,說(shuō)明電機(jī)的轉(zhuǎn)速恒定。因此,該方法能實(shí)時(shí)可靠的控制電機(jī)的轉(zhuǎn)速。
5 結(jié)論
詳細(xì)介紹了焊接系統(tǒng)中行走電機(jī)和送絲電機(jī)的精確控制系統(tǒng)。由于傳統(tǒng)直流電機(jī)轉(zhuǎn)速控制精度差,該研究采用鎖相技術(shù)控制電機(jī)的轉(zhuǎn)速。首先用編碼器測(cè)得電機(jī)的旋轉(zhuǎn)一周的脈沖信號(hào),通過(guò)該脈沖信號(hào)與給定信號(hào)比較后鎖定其相位差,再經(jīng)過(guò)PI控制能精確的鎖定其相位,從而精確的控制電機(jī)的轉(zhuǎn)速。通過(guò)實(shí)驗(yàn)樣機(jī)測(cè)試可知,該方法控制簡(jiǎn)單、成本低、穩(wěn)定性和可靠性高,為提高焊接質(zhì)量提供一定的參考。
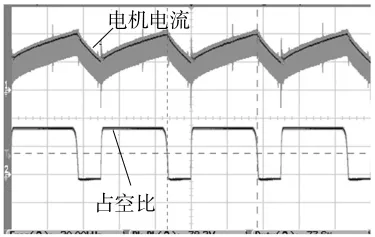
圖8 電機(jī)電壓和電流測(cè)試波形
[1]王福昌,魯昆生.鎖相技術(shù)[M].武漢:華中科技大學(xué)出版社,1996.
[2]潘年明,吳文秀.高壓管匯自動(dòng)焊接系統(tǒng)—送絲機(jī)構(gòu)設(shè)計(jì)(一)[J].電焊機(jī),2009,39(2):90-96.
[3]李亞斌,彭詠龍,李和明.自采樣比例積分控制全數(shù)字鎖相環(huán)的性能分析和實(shí)現(xiàn)[J].中國(guó)電機(jī)工程學(xué)報(bào),2005,25 (18):64-69.
[4]曹太強(qiáng),許建平,徐順剛.光伏發(fā)電在電動(dòng)閥門中的應(yīng)用[J].電子科大學(xué)報(bào),2009,38(1):92-96.
[5]黎振龍,潘厚宏.埋弧焊H橋送絲電路研究[J].電焊機(jī),2007,37(11):53-55.
[6]王振民,董 飛,薛家祥,等.GMAW焊送絲機(jī)PWM可逆調(diào)速系統(tǒng)[J].電焊機(jī),2007,37(2):34-36.
Study on rotating speed control of DC motor in welding system
LI Lin
(Electronic Information and Electric Engineering Department,Chengdu Textile College,Chengdu 611731,China)
In CO2welding and submerged arc welding system,precise control of the speed of the moving motor and wire feeding motor is an important guarantee to improve the welding quality of dc motor speed control,the traditional method is detecting motor speed with tachometer to feedback control system,this control method is poor,not easy to adjust the control accuracy.This article adopts the phase locked loop closed-loop to control dc motor speed,and its control method is:because of the moving motor and wire feeding motor speed is slower,therefore,not through the slow institutions encoder directly installed in dc motor shaft,which measured the speed of the motor,and setting speed make PI control to produce the PWM waveform to control H bipolar reversible driving circuit switch's runs.Thus accurately control dc motor speed,the experimental result indicates that the method can accurately control high,stable,real-time controlling motor speed.
DC motor;encoder;phase-lock technique;H type DC/DC converter
TG409
A
1001-2303(2011)08-0097-04
2011-01-13
李 林(1968—),男,四川宜賓人,碩士,主要從事電子與電機(jī)控制及電力系統(tǒng)自動(dòng)化的研究工作。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中國(guó)生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25