摩擦焊接技術及其工程應用
2011-11-14 07:57:54陳忠海
電焊機 2011年8期
陳忠海
(溫州科技職業學院,浙江 溫州 325006)
焊接工藝
摩擦焊接技術及其工程應用
陳忠海
(溫州科技職業學院,浙江 溫州 325006)
摩擦焊接是一種高效、節能、環保的固相焊接技術,當前摩擦焊接已經廣泛用于制造業。按照各種摩擦焊接技術出現的先后順序,介紹了各種摩擦焊接技術的原理和特點以及在工業上的應用,以期促進圍繞該技術的應用基礎研究和工程實用化進程。
摩擦焊接;固相焊接;制造業
1 摩擦焊接技術
摩擦焊接是利用焊接接觸端面相對旋轉運動中相互摩擦所產生的熱量,使端部達到熱塑性狀態,然后迅速頂鍛,使接頭界面在壓力下進行固態擴散及反應而實現連接的一種固相焊接技術。自19世紀晚期,Bevington申請第一個有關摩擦焊方面的專利以來,摩擦焊接技術經歷了一個漫長的發展過程,相關的摩擦焊接技術種類也到達數十種。當前,世界各主要工業國在摩擦焊接領域均取得了一定的成就,并有相關的焊接研究機構對該技術進行研究,如英國焊接研究所(TWI)、美國愛迪生焊接研究所(EWI)、法國焊接研究所(FWI)等。TWI在摩擦堆焊、攪拌摩擦焊、摩擦疊焊等方面取得了顯著的成就,尤其是攪拌摩擦焊技術,被認為是20世紀鋁合金焊接技術的重大突破。我國對摩擦焊接的研究始于1957年,目前對攪拌摩擦焊接、摩擦疊焊等新技術有了較大的投入也取得了一定的成績。
隨著國家大力提倡環境保護、減少資源消耗、提高能源利用率、減輕對環境的污染成為各工業部門在產品研發時要特別注意的一個問題。在焊接領域,摩擦焊以其低耗能、無污染、高效率、加工質量好等優點而深受制造業青睞。
1.1 摩擦焊接中的可焊接組合
(1)同種金屬材料組合,包括常規可焊金屬以及常規焊接情況下不可焊金屬,如鋁合金在常規焊接模式下是較難焊接的,但摩擦焊接技術可將之焊接。這種組合金屬的特性相同,具有較好的可焊性。
(2)金屬材料與非金屬材料的焊接,如鈦基金屬陶瓷與金屬的焊接,鈦基金屬陶瓷由于其脆性高,熔點、線性膨脹系數比金屬高,使之在常規焊接下較難連接,采用摩擦焊接可完成連接。
(3)異種金屬的焊接,由于摩擦焊接往往能把不同種類的金屬材料焊接在一起,因而可以大大地降低生產成本。如將價格昂貴的金屬材料焊接到必要的地方,而其他地方用造價較低的材料,可節約成本。但是對于某些摩擦焊接技術而言,熔點以及硬度相差較大的異種金屬材料之間不具備良好的可焊性,比如采用摩擦疊焊技術對Q235鋼與2024鋁合金的焊接。
1.2 摩擦焊接設備
隨著摩擦焊技術的廣泛應用,摩擦焊設備也得到了迅速的發展,目前我國將近1 000臺摩擦焊機,但絕大部分是連續驅動摩擦焊機。摩擦焊機有通用、專用兩類,專用焊機的自動化程度和生產效率高,且質量容易保證。我國早期的摩擦焊機主要從國外進口,隨著實際生產的需要,國內對于其他型式的摩擦焊機也進行了研制,如長春焊接設備廠研制了小噸位的慣性焊機;哈爾濱焊接研究所研制了具有形變熱處理功能帶機上淬火裝置及自動去飛邊裝置的混合式摩擦焊機;哈爾濱量具刃具廠研制了20 t雙頭摩擦焊機;中國兵器工業研究所研制了小噸位徑向摩擦焊機;北京賽福斯特技術有限公司研制了系列攪拌摩擦焊機;北京石油化工學院自行設計并委托中國攪拌摩擦焊中心加工完成的國內首臺摩擦疊焊實驗設備(型號UFSW-2005),于2006年9月完成并投入使用。這些焊機有的技術指標和制造水平已達到或接近國外同類焊機的水平。
2 摩擦焊類型和運用
2.1 旋轉摩擦焊
旋轉摩擦焊是迄今為止最常見的一種摩擦焊,在機器工業中占有很大的比例,可以焊接直徑從1~200 mm的固體圓柱棒。旋轉摩擦焊有三種類型:連續驅動焊、慣性摩擦焊以及兩種方式的組合。
連續驅動摩擦焊其基本過程如圖1所示。一端高速旋轉,同時在兩端施加軸向力,摩擦加熱到預定溫度后,停止馬達運轉并施加一個更大的軸向力進行頂鍛。在慣性摩擦焊中(見圖2),將其中的一個工件連接到飛輪上,當達到適當的速度后,停止飛輪的運轉,同時另一工件施加軸向力進行頂鍛。工件接觸點的摩擦,既是熱源,又是制動方式[1]。兩種旋轉摩擦焊最本質的區別是:連續驅動摩擦焊是由一個連續的軸向速度(這個速度在不同的焊接周期可能隨時改變)驅動,而慣性摩擦焊預先估計所需的能量,讓飛輪達到一個較高的速度,將能量保存在飛輪上,然后逐漸減小到零,將這些能量在接觸面上轉化為熱量。
旋轉摩擦焊適用于各種異型金屬組合的焊接。不同結構以及具有不同熱和力學性質的異種金屬也可以焊接。鑒于焊接周期短,容易獲得實時監測參數等優點,汽車工業對此特別青睞,并已安裝了大批旋轉摩擦焊接機用于生產至少有一個部件具有對稱性的零件,比如傳動鏈條部分中的傳動軸、齒輪、發動機排氣閥門、變速箱等同軸性有較高要求的部件,鋁合金輪輞也通過這種焊接方式批量生產[2]。
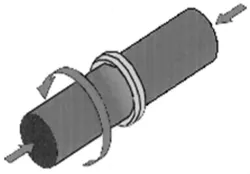
圖1 旋轉摩擦焊接

圖2 慣性摩擦焊
2.2 徑向摩擦焊
旋轉摩擦焊有一個內在的缺陷,即焊接對象是小部件,但若是兩根長管進行焊接,用旋轉摩擦焊就比較困難,徑向摩擦焊可以很好地解決這個問題。徑向摩擦焊接是TWI于20世紀70年代發明的以管道連接為初始目的的一種固相焊接技術。如圖3所示,兩端管段靜止,用一個可消耗性的V型環夾緊緊夾住兩管,由一個連續的驅動機構驅動V型環,同時在徑向施加一個力。為了防止管道在外力作用下變形,管段內部放置支持芯軸。界面產生的摩擦熱把接頭區域加熱到焊接溫度,圓周表面產生塑性變形,在頂鍛壓力作用下,經過擴散和再結晶形成焊接接頭。
在石油和天然氣管道連接方面,徑向摩擦焊具有廣闊的應用前景。20世紀80年代,一家挪威公司與TWI合作開發了用于海底管道鋪設的徑向摩擦焊接樣機,可焊管道直徑100 mm、厚度12.7 mm。目前,國外正在試驗能夠焊接150~300 mm鈦合金立管的徑向摩擦焊接樣機。在兵器行業中能實現薄壁純銅和鋼彈體的連接,可促進軍工產品升級換代。我國對于徑向摩擦焊接也開展了一些研究,但用于石油天然氣管道連接的樣機研制還未見報道。
徑向摩擦焊接效率很高,管道連接時間通常少于1 min,但是一直未能很好地工業化,主要原因是設備投入過大,根據估算,焊接700 mm管道所需要的徑向力約為1 000 t。
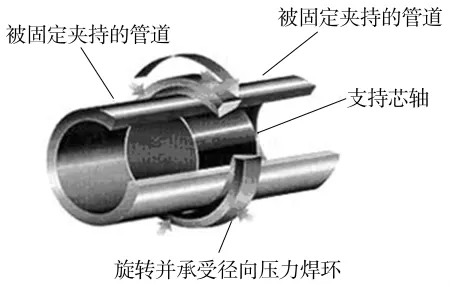
圖3 徑向摩擦焊示意
2.3 摩擦堆焊
摩擦堆焊可在材料表面獲得無稀釋、結合完整的焊敷層,是一項高效、優質、低成本的摩擦焊技術,該技術對于解決無法采用旋轉摩擦焊的大型或異型構件以及難焊材料的焊接都具有應用價值。如圖4所示,給旋轉的棒材施加一個向下的軸向力,當棒材與待焊母材的界面處產生熱塑性層時,移動母材,直至基體母材上形成連續的堆焊層[3]。堆焊過程主要經過四個階段,即初始摩擦階段、不穩定摩擦階段、穩定摩擦階段、熱塑性層的形成階段。各階段的時長主要取決于施加在棒材上的壓力,同時受棒材直徑、轉速、耗材母板的物理性質的影響。塑性層形成后,摩擦面由棒材和母材間的摩擦轉到棒材和塑性層之間的摩擦,之后進入穩定摩擦階段。摩擦堆焊的熱量由棒材在母材上高速旋轉及棒材與母材相對運動所產生,其中前者是主要熱源。
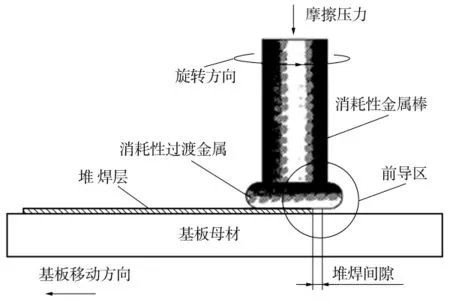
圖4 摩擦堆焊示意
摩擦堆焊技術于20世紀中葉誕生于前蘇聯,歐美許多國家,已對該技術進行了研究并應用到實際生產。目前這一焊接技術已被用于鋒利刀片的商業生產。在汽車工業中,可用摩擦堆焊來生產制動盤和耐磨層;TWI在ALCOA技術中心的資助下,應用摩擦堆焊技術焊接過厚度為8 mm的7075鋁合金板,并已完成大量異種材質的堆焊工作,如將316不銹鋼熔敷到低碳鋼表面,2011鋁合金熔敷到2014鋁合金表面等。
摩擦堆焊技術不只局限于焊接領域,還可廣泛拓寬應用范圍,在摩擦軋制、零件快速制造、復合材料制備、材料再利用加工等方面有巨大的開發潛力。英國、美國、日本和俄羅斯等國都相繼開展了摩擦堆焊技術的研究與開發工作,在實際應用方面取得較大進展。在發達國家,該項技術已廣泛應用于包括宇航、近海油田開發等許多工業領域中,為航天器、艦船及裝甲結構等裝備的制造和維修提供了可靠、有效的工藝手段。美國國防部已把摩擦堆焊技術列入關鍵制造技術計劃之中[4]。
摩擦堆焊對于設備的軸向壓力較高,從而導致設備費用較高。英國Black公司1991年獲得Frictec公司(摩擦堆焊技術專營公司)190萬英鎊的資助,制造了世界上第一臺摩擦堆焊設備。
2.4 線性摩擦焊
線性摩擦焊用于焊接截面為非圓柱形金屬體和大批焊接點比較復雜的零部件。如圖5所示,先固定其中的一個零件,然后將另一零件以極高的速度來回運動,產生一個很窄的摩擦加熱區。摩擦產生的熱量使兩者的接觸面塑性化,當加熱區的溫度達到所要求的溫度時,在一個較大頂鍛力的作用下兩者連接成整體,最后打磨掉多余的材料。

圖5 線性摩擦焊接技術示意
線性摩擦焊接技術是目前較先進的整體葉盤制造技術。早期,線性摩擦焊接技術用于焊接壓氣機葉片和輪盤,可將葉片與不同材料制造的輪盤焊接在一起,減重效果顯著并可節約大量貴金屬。線性摩擦焊接技術成功應用在歐洲戰斗機EJ-2000的3級低壓壓氣機整體葉盤制造中,標志著該技術的應用達到了很高的程度。歐洲戰斗機公司計劃為“臺風”戰斗機提供線性摩擦焊接的整體葉盤;21世紀初將生產3 000架JSF聯合攻擊戰斗機的發動機亦將采用線性摩擦焊接整體葉盤結構。惠普公司為F-22研制的F119發動機中,全部風扇以及高壓壓氣機轉子均采用了整體葉盤。
線性摩擦焊設備的造價昂貴,導致其應用范圍有限,研制開發低成本的線性摩擦焊機是推廣線性摩擦焊接技術的必經之路。1990年,首臺用于金屬焊接的線性摩擦焊機在英國誕生,目前,TWI公司已經在研制造價更低的線性摩擦焊機。
2.5 攪拌摩擦焊
1991年,英國焊接研究所發明了攪拌摩擦焊技術,該技術的發明大大簡化了高強度鋁合金的加工。攪拌摩擦焊過程實際上是一個非消耗性的熱剪切過程。如圖6所示,其主要部分包括:軸肩、攪拌針、焊接前沿、焊接后沿、攪拌頭后沿、攪拌頭前沿、焊縫等部分[5]。在垂直母材方向力的作用下,攪拌針在焊逢里面高速旋轉并產生大量的熱,在焊逢中產生一個塑性區域,攪拌頭前進,后面塑性部分冷卻后即可達到焊接效果。采用攪拌摩擦焊接技術焊接鋁合金,能夠避免因接頭金屬熔化造成的氣孔裂紋等冶金缺陷。而攪拌摩擦焊接過程中伴隨著強烈的摩擦、碾壓與破碎作用,對接頭表面氧化膜有一定的機械破碎作用,所以氧化膜將不再是鋁合金焊接的困難之一。相對于激光焊而言,攪拌摩擦焊既是一項固相焊接技術,又是一項高效焊接技術[6-8]。
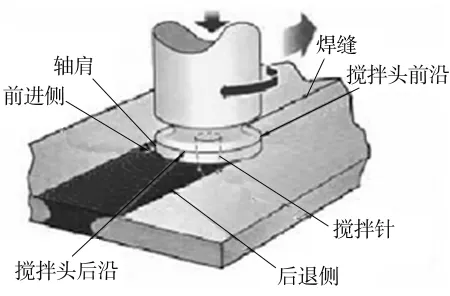
圖6 攪拌摩擦焊
挪威最早用FSW焊接技術焊接6 mm×16 mm的6068-T6鋁合金船板和20 m長的鋁合金快艇,焊接總長度達1 000 m。TWI和EWI等研究所除了將該技術用于鋁合金外,還將該技術用于黑色金屬和其他金屬的焊接[9]。目前該技術已經廣泛應用于航空航天制造業。波音公司為了降低成本、節省經費將長期使用的GMAW焊接改為FSW焊接,1999年初,波音公司在加州的Huntington Beach工廠用FSW焊接生產了DeltaⅡ和Ⅲ運載火箭的貯箱,2001年用FSW焊接生產了DeltaⅣ運載火箭的貯箱。歐洲航空工業公司已開展了“飛機框架結構的攪拌摩擦焊”項目;造船工業中,澳大利亞的海洋觀光船上許多平直焊縫均采用便攜式攪拌摩擦焊機焊接。日本Sum itomo輕金屬公司采用攪拌摩擦焊生產鋁質蜂窩結構板件和耐海水的板材;機車工業中生產整流子和高速列車的中空型材也采用攪拌摩擦焊技術。
TWI對攪拌摩擦焊接技術提出了一系列新的改進,在一塊母材上同時使用兩個或多個攪拌摩擦焊焊頭進行了實驗。在母材焊縫兩側相對應的位置用一對攪拌頭沿焊縫進行焊接。相反方向同時進行焊接的好處是可以減少反作用力矩,得到更對稱的焊縫,兩個攪拌針無須接觸,但兩者間的距離必須很小,如圖7所示。這種方法可以提高焊接效率,同時可以減少力的不對稱性,及減少甚至能排除反作用力矩。此外,TWI最近又提出了在一側同時用兩個攪拌頭的想法,如圖8所示。前端攪拌頭用于預熱,后面的攪拌頭則用于焊接。圖9中一前一后兩個孔洞表明前端攪拌頭和后端攪拌頭得到焊接孔洞痕跡基本類似,金相學檢驗表明焊接得到的顆粒更細膩,和鋁合金常規旋轉摩擦焊所得到的顆粒極其相似。同時用兩個攪拌頭的開發研究還不多,主要的原因是比使用一個攪拌頭要復雜得多,但是這種方法極大地改善了焊逢的完整性和對稱性。上述兩種方法目前尚未用于商業生產。
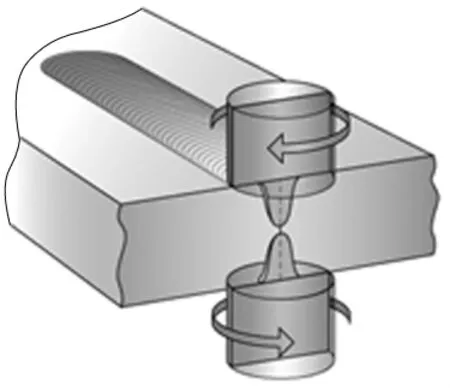
圖7 相反方向雙攪拌頭攪拌摩擦焊

圖8 單側雙攪拌頭攪拌摩擦焊

圖9 雙攪拌頭焊接實物
2.6 嵌入摩擦焊和第三體摩擦焊
嵌入摩擦焊易于對鋁合金及不同種材料進行加工,如圖10所示,在一個較軟的母材里面嵌入一個較硬的金屬棒,工件間的相對運動產生的摩擦熱使軟材料的表面產生局部塑性化,材料塑性化后流入不易變形磨損的硬凹槽(銜接作用)區域。流動停止后,塑性材料凝結形成機械互鎖結構,在結合處可能還會形成冶金結合。這種技術提供機械互鎖有助于減少災難性故障,利用嵌入摩擦焊接技術完成焊接實物如圖11所示。TWI所做的嵌入摩擦焊試驗證明被焊材料可以得到良好的機械性能。冶金檢查顯示,相對較硬的材料被較軟的材料所包圍且接口處和其他整個嵌入部分具有良好的機械性能。
硬度相同的情況下要達到機械互鎖的目的,可考慮使用熔點相對較低的“第三體”。如圖12所示,在兩個工件間加入較軟的“第三體”,較硬材料的相對運動,擠壓較軟材料,使之塑性化將較硬的材料焊接起來,在工件凹角處會產生良好的機械互鎖,這個過程不會出現冶金結合,這種方法被稱為第三體摩擦焊。實際上第三體摩擦焊是嵌入摩擦焊在特殊情況下的應用。
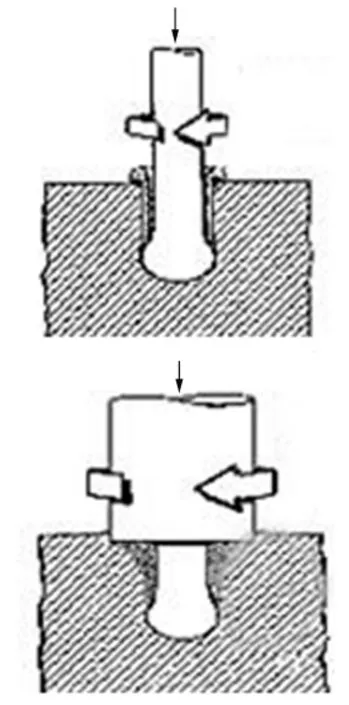
圖10 嵌入摩擦焊

圖11 宏觀截面

圖12 第三體摩擦焊
這兩種摩擦焊接方法主要適用于對材料機械安全性要求較高的場合。
2.7 摩擦疊焊
摩擦疊焊是英國焊接研究所繼1991年發明攪拌摩擦焊技術以來在固相焊接領域的又一重大貢獻[11]。FHPP(Friction Hydro Pillar Process)技術正在發展完善,英國、德國等西方國家研究比較早,投入也較多,技術相對來說比較成熟,而國內該方面技術處于起步階段,但對該項技術已經引起了足夠的重視。目前國家863計劃中就有這方面的相關課題,相信在我國廣大科研工作者的努力下,不久的將來必定能在該焊領域取得豐碩的成果。目前包括美國、巴西、日本、波蘭、南非等國都對該技術進行了研究。
如圖13a所示,摩擦疊焊的基本單元成形過程為摩擦液體填充過程焊FHPP,據預鉆焊孔、旋轉金屬棒軸截面幾何形狀的不同,FHPP又可分為圓柱形組合和圓錐形組合兩大類。在FHPP焊接過程中,通常是在基體母材上預鉆一盲孔,然后在孔中插入一個直徑略小且高速旋轉的金屬棒,同時在金屬棒上施加軸向力并保持一定的進給速度。旋轉金屬棒與孔洞底部接觸剪切所產生的摩擦熱使其在摩擦接觸剪切面上發生塑性流動,隨著塑性化金屬材料不斷填充孔洞以及雜質的不斷排出,剪切面迅速從孔洞底部上移,同時塑性化金屬材料與孔洞內表面之間達到密切結合(見圖13b、圖13c)。一系列相互重疊或搭接的FHPP焊便構成了摩擦疊焊,如圖13d~圖13g所示。根據焊縫的大小以及長短,可以把摩擦疊焊的焊縫分為平行焊和搭接焊。
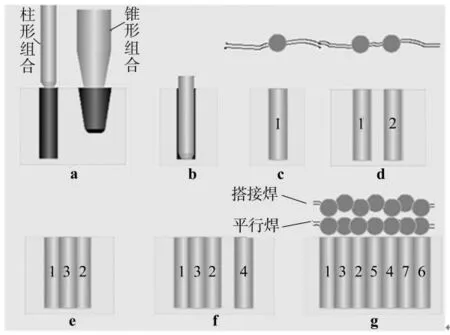
圖13 摩擦疊焊基本單元及成形過程示意
目前歐洲的一些海洋石油大國具備了應用摩擦焊接技術進行海洋石油鋼結構商業作業的能力,但在國內尚處于研發階段。浮式生產存儲卸貨裝置(FPSO)現在被廣泛的用于深海和淺海的油氣生產,如果FPSO的外殼遭到破壞,把它拖回到干船塢進行維修,其代價是非常大的。而使用FHPP可提供一種特殊的水下修復方法來解決此類問題。水下機器人可通過磁場固定到FPSO的外殼上。這為那些隨時都可能出現問題但是又不能按照船塢的工作時間表運到船塢維修的大體積物體提供了方便,比如航空母艦,巡洋艦等[10]。除了上述水下應用以外,摩擦疊焊也可以用于陸上大氣環境下的連接作業,甚至可以充當表面工程或材料加工領域的有效作業手段。例如:(1)摩擦鑄模技術(Friction moulding technique);(2)零件內外表面的摩擦涂覆技術(Friction cladding technique);(3)諸如渦輪增壓器葉片類零件的固定連接成形技術(Plug fixing attachment formation)。根據所應用場合具體情況的不同,旋轉金屬棒可以采用實心結構,也可以采用空心結構[11]。
3 結論
隨著社會的發展對焊接技術提出了更高的要求,加大對摩擦焊接技術的研究投入對我國航空制造、國防工業、海底油氣開采等領域的發展具有重要意義。同時需要加強與摩擦焊接相關技術的研發,如加強機器人研發,實現摩擦焊接自動化,從而使摩擦焊接技術的應用向海洋等更廣闊的領域發展。
[1]Nicholas E D.Friction processing technologies[R].Copyright by TWI,1999.
[2] Stephan Kallee,Dave Nicholas.Friction and forge welding processes for the automotiveindustry[A].Presented at International Body Engineering Conference[M],Detroit,USA,28-30,1999:99-IBECC-13.
[3]張彥華,韓 華,劉雪梅.摩擦堆焊技術及其應用[J].電焊機,2005,35(11):12-14.
[4]劉雪梅,張彥華,鄒增大.先進摩擦焊接技術的開發與應用[J].熱加工工藝,2006,7(35):49-52.
[5]灤國紅,關 橋.高效故相焊接新技術-攪拌摩擦焊[J].電焊機,2005,9(35):8-13.
[6]Thomas W M,Dolby R E.Friction Stir Welding Developments[A].Paper presented at 6th International Conference on Trends in Welding Research[M],15-19 April 2002,Callaway Gardens Resort,Pine Mountain,Georgia,USA.
[7]Howse D,Lucas W,Thomas W.Novel joining techniques for repair in the power generation industry[A].Paper presented at EPRI Welding and Repair Technology for Power Plants Conference,Point Clear,Alabama,USA,26-28 June 2002.
[8] Sayee Raghunathan.Novel technologies for repair and refurbishment[J].Paper presented at National Welding Seminar (NWS 2006)24-26 November 2006,Chennai,India.
[9]王國慶,夏德順.攪拌摩擦焊接在運載火箭上的應用[J].導彈與航天運載技術,2002(4):27-32.
[10]陳家慶,焦向東,邱宗義.摩擦疊焊——一種新型的固相連接技術[J].焊接技術,2007(1):1-8.
[11]陳忠海,陳家慶,焦向東.摩擦疊焊的基礎研究及工程應用淺析[J].電焊機,2009,39(4):109-116.
Analysis of friction processing technology and its engineering applications
CHEN Zhong-hai
(Wenzhou Vocational College of Science and Technology,Wenzhou 325006,China)
Friction welding is a highly efficient,energy-saving and with environmental protection solid-phase welding technology.Currently,friction welding has been widely used in manufacturing industry.This paper described friction welding in chronological order of its appearance,also introduced the principles and characteristics as well as Industrial applications of friction welding.In order to motivate the research of the engineering application of this process in our countries.
friction process;solid-phase welding technology;manufacturing industry
TG453+.9
C
1001-2303(2011)08-0101-06
2010-10-23;
2011-07-26
國家自然科學基金資助項目(50675022);國家“863”高技術研究發展計劃資助項目(2006AA09Z329);北京市自然科學基金資助項目(3073017)
陳忠海(1980—),男,浙江記嘉人,碩士,主要從事摩擦疊焊以及電機、電子方面的教學研究工作。