紙張表面結構對噴墨打印圖像清晰度的影響
2011-11-21 06:17:44邰晶磊陳廣學陳奇峰唐寶玲
中國造紙 2011年11期
邰晶磊 陳廣學 陳奇峰 唐寶玲
(華南理工大學制漿造紙工程國家重點實驗室,廣東廣州,510641)
紙張表面結構對噴墨打印圖像清晰度的影響
邰晶磊 陳廣學 陳奇峰 唐寶玲
(華南理工大學制漿造紙工程國家重點實驗室,廣東廣州,510641)
研究了幾種涂布噴墨打印紙的性能,利用掃描電鏡SEM分析涂層的孔隙結構,包括孔徑、孔徑分布、顏料顆粒的大小和形狀,及其他表面特性。在此基礎上,打印由線條和圓點組成的圖像,通過圖像分析儀分析了打印墨點和線條的質量,結果表明,表面涂層的質量對圖像清晰度影響很大,尤其是孔的形狀及孔徑分布影響更大。
圖像清晰度;涂層結構;噴墨打印;圖像分析儀
為了得到高品質的噴墨打印圖像,往往需要高質量的噴墨打印紙。目前的噴墨打印紙基本上都是高級涂布紙,其涂層細膩平滑,具有特殊微孔結構,具有適當而快速的吸墨性和高密度、寬色域等特點。為了保證打印圖像質量,除了要保證圖像具有良好的色彩還原性以外,還要有高清晰度。因此,研究噴墨打印墨水在涂層表面的鋪展和在涂層中的滲透對圖像清晰度的影響非常重要。本實驗基于圖像分析法[1],對紙張表面特性與噴墨打印圖像的清晰度之間的關系進行了初步探討。
1 實驗
1.1 材料與儀器
材料 選擇了4種市售彩色噴墨打印紙,分別是:德瀛FT190(1#)、歐標RC180(2#)、EP313半光澤度紙 (3#)和德瀛高光RC190(4#);Epson Ultrachrome K3 VM墨水。
儀器 Epson Stylus Pro 7880C噴墨打印機,PNBST平滑度儀,IRIC950白度儀,可勃吸收性測定儀,接觸角測量儀,S-3700N掃描電鏡 (日本日立公司),Vector 33紅外光譜儀 (德國 Bruker公司),PIAS-ⅡQEA圖像分析儀 (Quality engineering Associates.Inc.US)。
1.2 實驗方法
對墨點和線條質量的測量評價是衡量印刷清晰度的重要指標。實驗選取GATF標準圖像中的一些測控條作為測試圖像 (如圖1),包含墨點和橫線條 (HLine)、豎線條 (V-Line)及 45°斜線條 (45°DLine),線條有陰陽之分。在4種紙樣上分別以720×
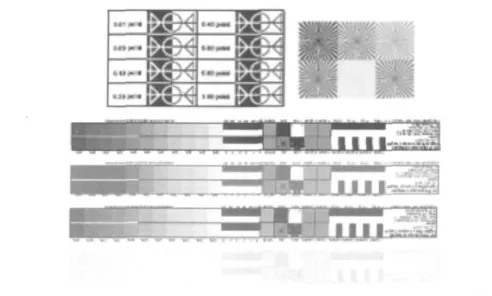
圖1 打印圖樣
1.3 墨點質量
通過QEA圖像采集和分析軟件,可以獲得墨點的直徑D和圓度C值,以此來反映打印的墨點質量。Epson Stylus Pro 7880C是壓電噴墨打印機,墨滴最小3.5 pl,而Epson Ultrachrome K3 VM墨水是顏料性墨水,顏料粒徑小于0.5 μm,通過估算 (3.5 pl=0.5×10-6πr2)可知打印墨點直徑的理論值是 26 μm。因此,打印墨點直徑越接近26 μm,質量越好。而墨點的圓度C值越接近于1,質量越好,說明紙張幾乎沒有毛細管現象、羽化現象、滲透現象;C值小于1時,墨點不完整;C值大于1時,墨點擴散[2]。墨點圓度的QEA圖像采集和分析軟件定義公式如下:

式中,P為墨點周長;A為墨點面積。
1.4 線條質量
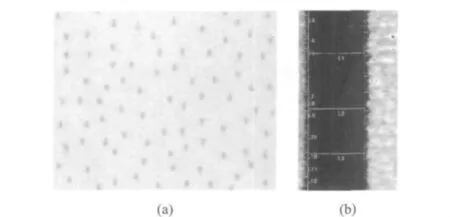
圖2 打印線條測試圖
通過測量線條的平均寬度以及兩邊的邊緣粗糙度來評價線條邊緣清晰度的丟失和圖像的“出血”情況[3],邊緣粗糙度指的是所有邊緣點與最優線邊緣點的平均偏差,如圖2所示。通過QEA圖像采集和分析軟件,可獲得橫/豎/45°線條的平均線寬、上/左邊緣粗糙度及下/右邊緣粗糙度。本實驗中線條寬度的理論值為1 point,即0.35 mm,打印線條的平均線寬越接近于0.35 mm,則線條質量越好。
2 結果與討論
2.1 紙張的物理性能
紙張的基本物理性能指標如表1所示。由于本實驗用的噴墨油墨的流動性及與紙張的浸潤性接近于水,因此這里用紙張的Cobb值來代替打印紙的吸墨性,對于噴墨印刷而言,吸墨性并不是越大越好,最佳的Cobb值在20~60 g/m2范圍內[4]。用水在紙面的接觸角評價打印紙 (實際上是涂層)的吸墨速度,接觸角越小,油墨與紙張的潤濕性能越好,紙張越容易吸墨。而表面粗糙度可以在一定程度上反映紙張涂層顏料的粒徑和孔隙大小,粗糙度越小,說明顏料粒徑越小、聚集越少、分布越均勻。由表1可知,紙樣綜合性能的排序為3#>2#>1#>4#。
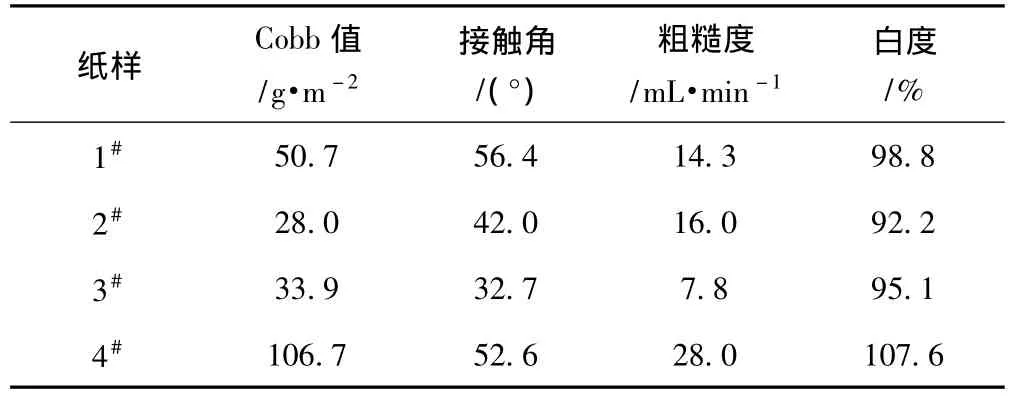
表1 紙張的物理性能
2.2 噴墨打印紙涂層結構
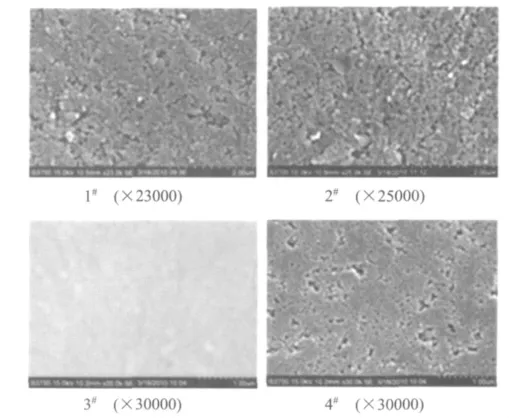
圖3 紙樣涂層表面SEM照片
通過掃描電鏡 (SEM)照片來比較打印紙的表面涂層結構 (見圖3)。理想的涂層結構是孔隙量大,尺寸小且范圍窄,孔隙分布均勻,即涂層質量要盡量均一、穩定。由圖3可見,在20000~30000的放大倍率下,打印紙涂層可觀察出不均勻的多孔結構。1#、2#和4#紙樣涂層都是以粒徑小于1 μm的二氧化硅作為主要顏料。其中1#紙樣的孔徑從小于1 μm到幾微米不等,整體分布較為均勻,上面有少量細小裂縫;2#紙樣的孔徑主要集中于1 μm以下,分布較勻,僅有少量孔徑在1~2 μm的孔和細小裂縫;4#紙樣的孔徑呈兩極分化,以小于1 μm的孔為主,分散較為均勻的幾微米的孔相對較多。這3種紙樣的涂層質量由好到差依次為2#、4#和1#。
此外,3#紙樣未得到清晰的表面結構圖。在顯微鏡下觀察,發現3#紙樣表面有一層高分子樹脂涂層,通過紅外光譜 (見圖4)分析,該高分子樹脂涂層是聚乙烯醇 (PVA)[5]。由此,可以判斷3#紙樣是膨潤型涂布打印紙,其吸墨原理不同于微孔型打印紙。膨潤型打印紙通過聚合物吸水膨脹來干燥,一般而言,色彩還原性好,但干燥較慢。
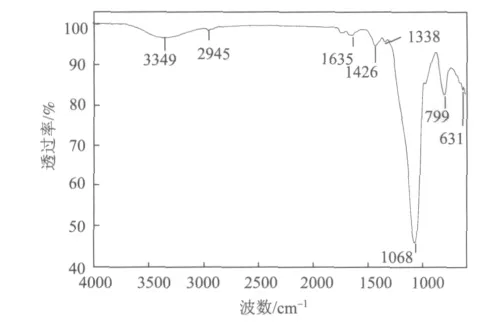
圖43 #紙樣涂層表面紅外光譜圖

2.3 打印質量分析
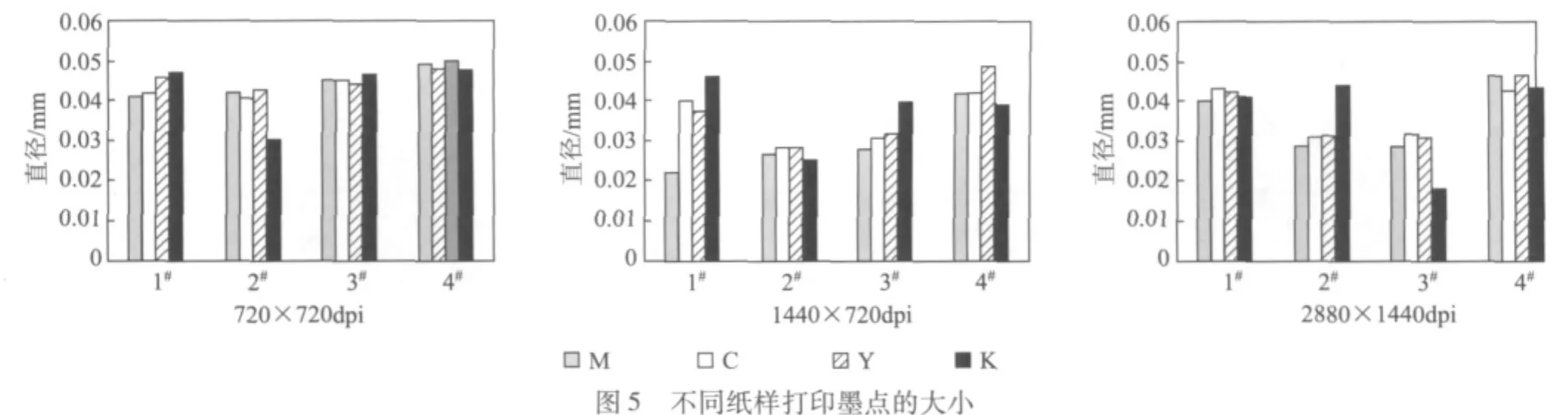
2.3.1 墨點質量
圖5是在不同分辨率下各紙樣上各色打印墨點的大小。圖6是不同分辨率下各紙樣上各色打印墨點的圓度。綜合圖5和圖6發現,720*720dpi分辨率下各紙樣上各色打印墨點的直徑和圓度基本一致,直徑均較理論值26 μm偏大很多,而圓度比較接近理論值,這可能是打印機在較低分辨率下加大墨滴大小的緣故。在1440×720dpi和2880×1440dpi下,2#、3#紙樣的墨點直徑趨于理論值,但圓度顯著下降;而1#、4#紙樣的墨點直徑有所減小,但依然比理論值偏大較多,但圓度依然接近理想值。這是由于2#、3#紙樣涂層結構均一性好,且具有恰當快速的吸墨性,而1#、4#紙樣涂層中均存在較大尺寸孔隙或裂紋,而且Cobb值和接觸角相對較大,導致打印墨點尺寸偏大,也因此墨點圓度相對較好。
2.3.2 線條質量
各陽線平均線寬情況見圖7。通過圖7可以看到,對于所有紙樣,各打印陽線條的平均線寬均大于理論值0.35 mm,尺寸偏差由小到大依次是橫線條(8.1% ~14.8%)、45°斜線 (14.4% ~17.2%)、豎線條 (23.5%~28.5%),這種情況是由于紙張的加工方式造成紙張在縱橫向上存在特性差異;對于同一紙樣,不同分辨率下各線條平均線寬隨著打印機分辨率的提高稍有增加,變化不大;幾種紙樣的情況差別也不大,2#、3#很接近,比1#、4#稍好,這與紙張性能和涂層質量情況是相一致的。但實驗發現,隨著打印分辨率的提高,打印線條的平均線寬對打印紙的性能及涂層結構的差別敏感性降低,如圖8所示。
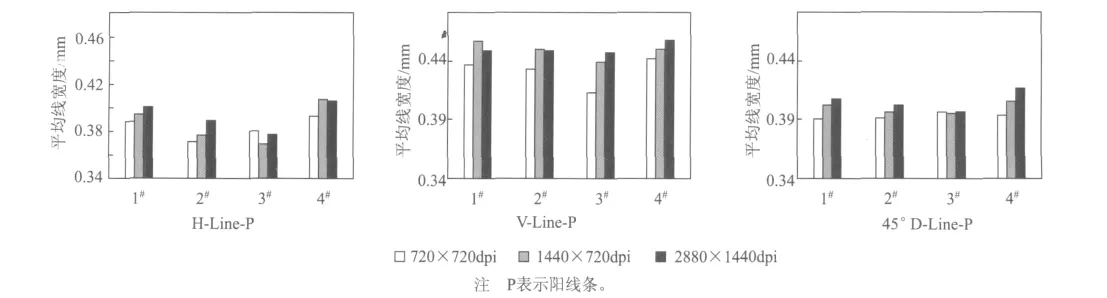
圖7 各陽線條平均線寬情況

圖9 各陰線條的平均線寬
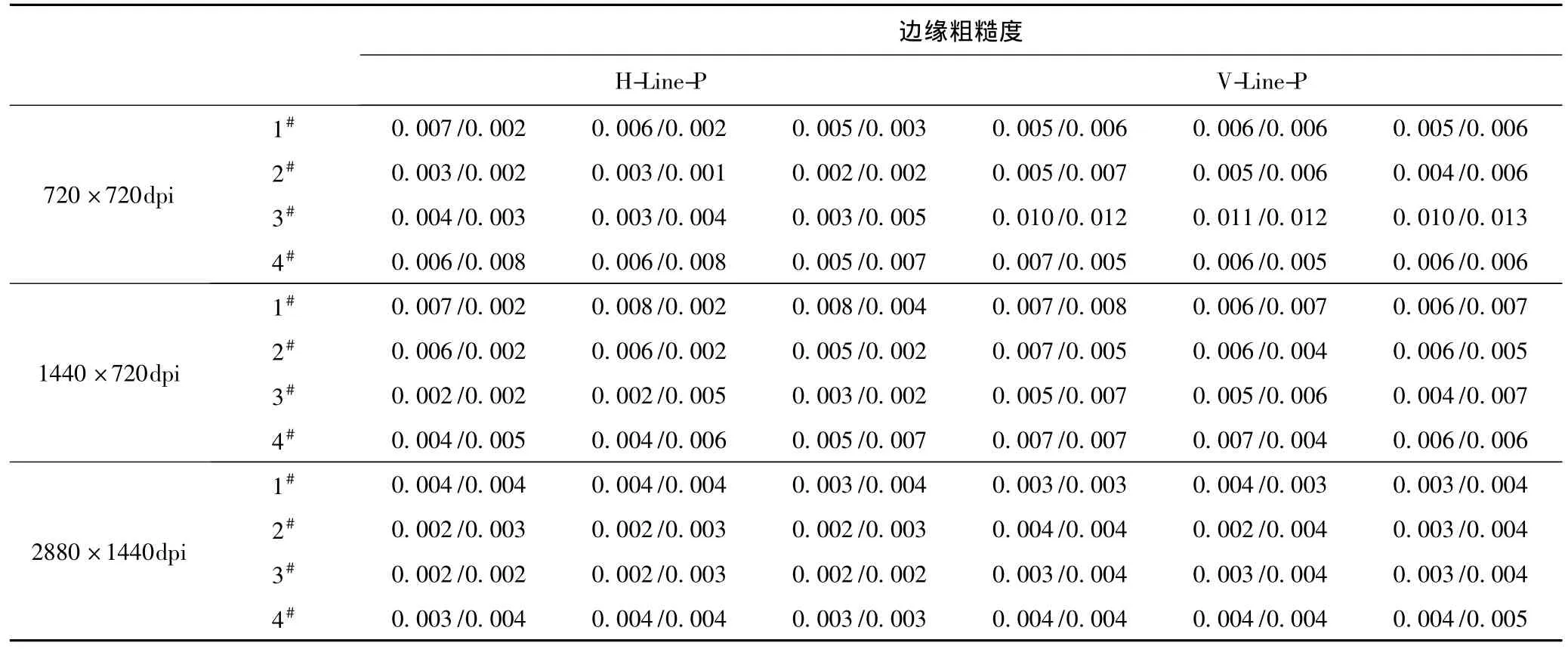
表2 橫、豎陽線條的邊緣粗糙度
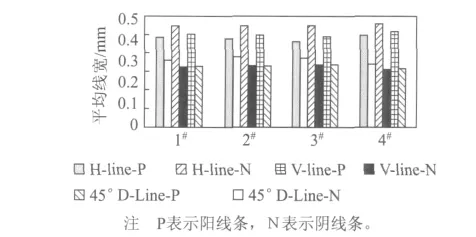
圖8 在2880×1440dpi分辨率下各紙樣的平均線寬
陰線條的平均線寬與陽線條具有相同的趨勢(見圖9),均大于理論值,只是豎線條 (尺寸偏差22.1% ~25.4%)與45°斜線條 (尺寸偏差20.3% ~23.9%)的情況比較接近,橫線條平均線寬的尺寸偏差為9.5%~19.5%。
不同分辨率下,橫陽線條和豎陽線條的邊緣粗糙度見表2。邊緣粗糙度都是成對出現的。由表2可以看出,在720×720dpi分辨率下,1#、4#紙樣橫線條與豎線條的邊緣粗糙度相差不多,而2#、3#紙樣豎線條的邊緣粗糙度明顯大于橫線條的邊緣粗糙度,尤其是3#紙樣。這可能是紙張涂布生產造成涂層存在縱橫向差異的緣故,即顏料顆粒的排列及長型孔縫可能在兩個方向上的取向分布有差異,但由于掃描區域太小,在圖3的電鏡圖中沒有明顯印證。此外,值得關注的是1#、2#紙樣在低分辨率時,橫線條上下兩側的邊緣粗糙度差異較大,這是由于噴墨打印時紙張的輸送移動導致墨滴落在紙面上時產生一定的取向 (見圖2(a)),再結合紙張表面涂層吸收性的不同而產生的結果。比較這4種紙樣的表面特性和結構,發現涂層吸收性過大或過小,均會導致墨點的明顯取向。另外,輸紙的速度與分辨率有關,分辨率越大,輸紙速度越小,由表2的橫線條邊緣粗糙度的情況得到了印證。關于紙張與噴墨頭之間相對運動對墨點和線條清晰度的影響還需要進一步做針對性實驗才能得到可靠結論。
總體而言,隨著分辨率的提高,所有紙樣的橫、豎線條的邊緣粗糙度都逐漸變小,且趨于相等。可以說,高分辨率利于獲得高質量的線條。比較不同紙樣的線條邊緣粗糙度,可見2#、3#紙樣的橫線條邊緣粗糙度明顯優于1#、4#紙樣。而在低分辨率下,1#、4#紙樣的豎線條邊緣粗糙度明顯優于2#、3#紙樣;在高分辨率下,4種紙樣的豎線條邊緣粗糙度基本相同。綜合而言,2#、3#紙樣的線條質量、打印清晰度相對較好。
3 結語
打印紙涂層結構的均一性對打印墨點和線條質量影響最大。因此,涂層孔徑小、分布均勻的2#紙樣和膨潤型樹脂涂層的3#紙樣在打印墨點的尺寸、打印線條的平均線寬和邊緣粗糙度方面表現較好。打印分辨率的提高有利于獲得高質量的線條。在很高的打印分辨率下,一定范圍內打印紙的質量差別對打印清晰度的影響較小。
[1]陳 港,陶勁松.紙張噴墨打印質量分析技術及其進展[J].中國造紙,2002,21(6):50.
[2]司占軍.基于圖像分析法對噴墨打印機墨點保真度的研究[J].天津科技大學學報,2007,22(3):80.
[3]司占軍,宋慧慧.基于圖像分析法對噴墨打印紙圖像清晰度的研究[J].包裝工程,2008,29(9):41.
[4]李名良.高光澤彩色噴墨打印紙的研究[D].南京:南京林業大學,2005.
[5]龔建勛,劉正義,邱萬奇,等.真空蒸鍍聚乙烯醇薄膜[J].真空科學與技術學報,2004,24(5):359.
Influence of Coated Paper Properties on Sharpness of Ink-jet Printing Image
TAI Jing-lei*CHEN Guang-xue CHEN Qi-feng TANG Bao-ling
(State Key Lab of Pulp and Paper Engineering,South China University of Technology,Guangzhou,Guangdong Province,510641)
(*E-mail:jltai@scut.edu.cn)
Surface properties of several ink-jet papers were measured,and coating layer structure(including pore size,pore size distribution,pigment particle size and shape,etc.)was analyzed by using Scanning Electron Microscope(SEM).A testing image composed of a series of lines and dots was printed on four ink-jet papers by Epson printer.The printing dots and lines quality,which could reflect the sharpness of image was measured by Image Analyzer.Dot quality(diameter and circularity)is influenced by paper coating structure,ink absorption and contact angle.With increasing the printing resolution,the line quality(width and edge roughness)is less influenced by paper properties.
sharpness of image;coating structure;ink-jet print;Image Analyzer

TS761.1
A
0254-508X(2011)11-0017-05
邰晶磊女士,講師,在讀博士研究生;主要研究方向:印刷包裝材料等。
2011-06-08(修改稿)
國家自然科學基金 (No.60972134)項目。720dpi、1440×720dpi和 2880×1440dpi的分辨率打印。
(責任編輯:郭彩云)