通用串行總線(USB)使用的USB 3.0電纜的研發
2011-11-21 00:45:08朱國祥
電線電纜 2011年2期
肖 飚, 朱國祥
(1.成都普天電纜股份有限公司極細電子線制造廠,四川 成都 611731;2.佛山市南海訊聯信息有限公司,廣東 佛山 528226)
通用串行總線(USB)使用的USB 3.0電纜的研發
肖 飚1, 朱國祥2
(1.成都普天電纜股份有限公司極細電子線制造廠,四川 成都 611731;2.佛山市南海訊聯信息有限公司,廣東 佛山 528226)
回顧了通用串行總線(USB)發展的歷程,論述了隨著電腦科技和數碼技術的發展,原USB 2.0標準規定的480 Mb傳輸速率已不能滿足使用要求,于是2008年底推出了最高傳輸速率為5 Gb的USB 3.0標準,因此,有必要對適應于該標準的USB 3.0電纜進行研究。提出了USB 3.0電纜的技術要求,論述了產品結構設計、材料選用及制造技術。
USB 3.0電纜;通用串行總線(USB);技術要求;設計;制造
0 引 言
USB的全稱是通用串行總線(Universal Serial Bus)。由于USB支持熱插拔和即插即用的優點,所以USB接口已經成為計算機的標準接口。目前絕大多數電子消費產品,如數碼相機、MP3播放器、掌上游戲機等也幾乎都采用USB接口與計算機進行數據交換。
1994年Intel、Compaq、Digital、IBM、Microsoft、NEC和Northern Telecom等世界著名的7家計算機公司和通訊公司成立了USB論壇,大概花了2年的時間才形成統一意見,并于1995年11月正式制定了USB 0.9規范。1996年,USB 1.0標準正式頒布。直到1998年,Windows 98發布,宣布正式對USB接口提供支持,USB才真正發展起來。業界制定了USB 1.1標準,使USB技術更加成熟可靠,其最高數據傳輸率為12 Mb(即1.5 MB/s)。2000年4月, USB 2.0標準正式頒布,此版的最高傳輸速率為480 Mb(即60 MB/s)。隨著電腦科技和數碼技術的發展,如寬帶網絡的不斷升級,移動存儲器的飛快擴容,高清視頻、DX10的逐漸普及等等,480 Mb的傳輸速度對于現在的應用環境來說已經不能滿足使用要求,于是Intel公司和業界領先的公司一起于2008年底推出了最高傳輸速率為5 Gb(即625 MB/s)的USB 3.0標準,同時在使用A型的接口時向下兼容。到目前為止,一些電腦制造商已經推出帶USB 3.0的產品了。市場研究分析公司In-Stat預測,到2012年,計算機USB 3.0的普及率將達到75%,消費類電子產品USB 3.0的普及率將達到20%。
綜上所述,一方面,USB的傳輸速率從480 Mb提高到5 Gb,必將對傳輸電纜提出更高的要求,另一方面,隨著USB 3.0的普及,將會帶來巨大的商機,因此,有必要對通用串行總線(USB)使用的USB 3.0電纜進行研究。
1 USB 3.0電纜技術要求
1.1電纜結構
根據文獻[1]規定,USB 3.0電纜由兩對屏蔽線對、一對非屏蔽線對和兩根電源線組成(見圖1),其中兩對屏蔽線對用于數據傳輸,一對非屏蔽線對用于與USB 2.0兼容。與高速USB 2.0電纜[2](見圖2)相比,多了兩對用于數據收、發的屏蔽線對。文獻[1]還規定USB 3.0電纜的導體應為絞合導體,推薦導體尺寸如表1所示,電纜的直徑應控制在3~6 mm。
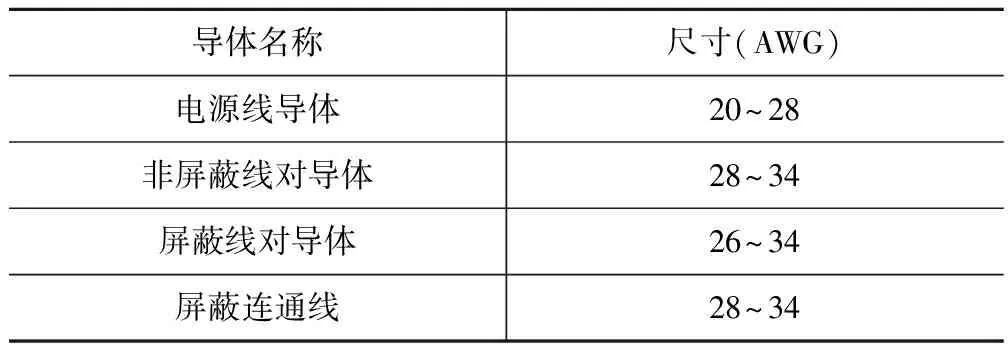
表1 推薦的導體尺寸
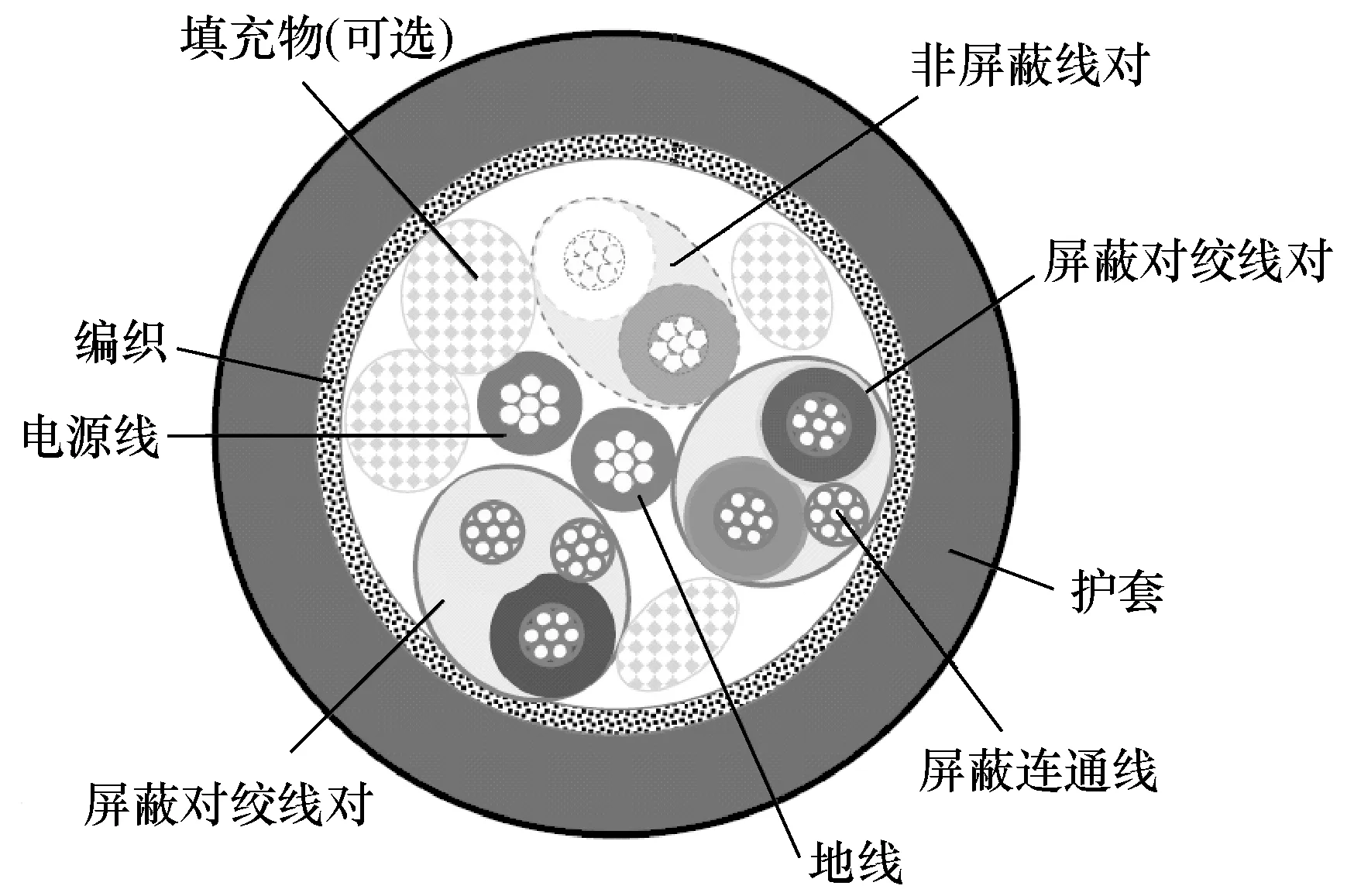
圖1 USB 3.0電纜結構示意圖
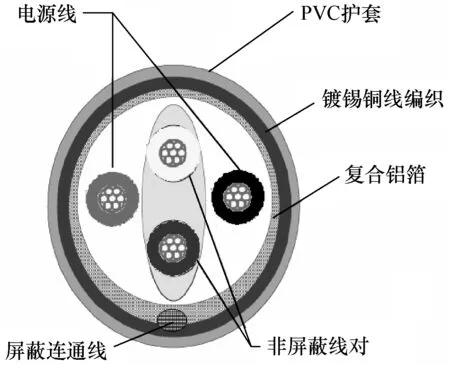
圖2 USB 2.0電纜結構示意圖
1.2電氣性能
(1) 屏蔽線對主要電氣性能。屏蔽線對的電氣性能指標見表2。
(2) 非屏蔽線對技術要求。標準中沒有對非屏蔽線對傳輸指標做明確規定,但要求其組件滿足USB 2.0的傳輸要求。根據以往經驗,其組件指標見表3。
(3) 電源線的電氣性能。電源線的導體直流電阻見表4。
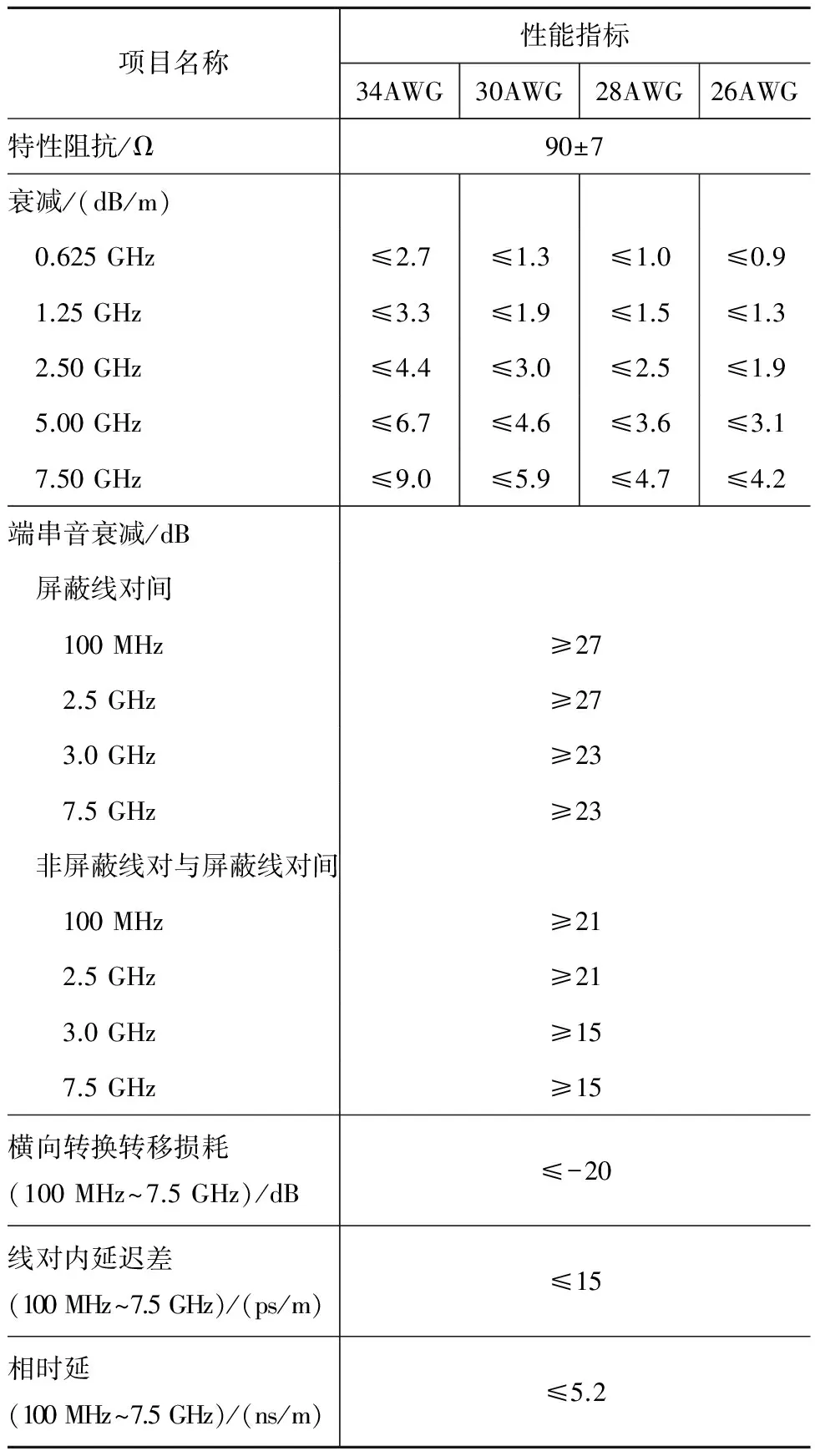
表2 屏蔽線對的電氣性能指標
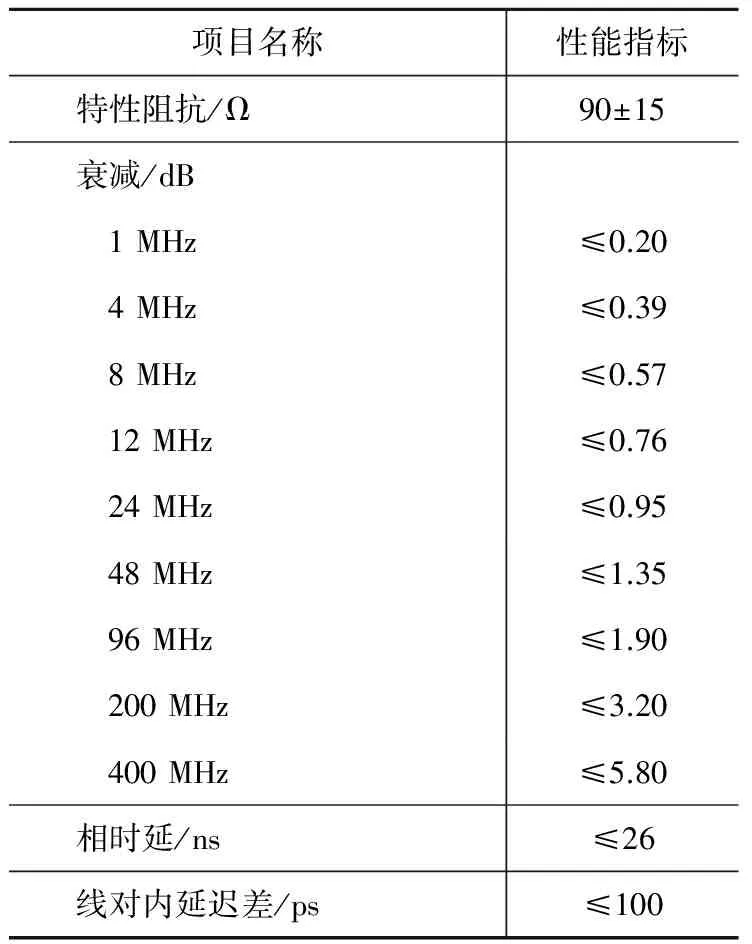
表3 非屏蔽線對組件指標
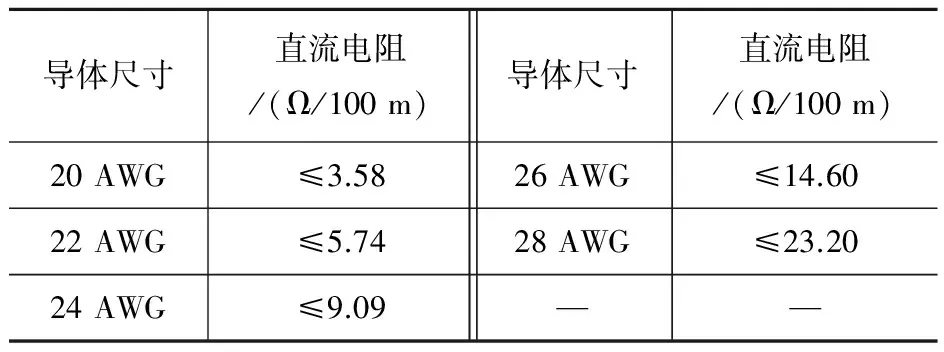
表4 電源線的導體直流電阻
1.3其他要求
標準中還對電纜的其他性能,如環保性能和電纜壽命等作出了明確規定,本文簡略。
2 電纜的設計
2.1導體尺寸組合
表1中雖然給出了導體的推薦尺寸,但并沒有給出信號線對與電源線導體尺寸的組合。USB 3.0電纜的傳輸距離取決于衰減、相時延和電源線的電壓降。為了最大限度地減少電纜尺寸和降低電纜制造成本,設計時可根據電纜的實際使用長度來確定導體尺寸的組合。通常情況下,各種規格導體最大傳輸距離如表5所示。
表5各種尺寸導體最大傳輸距離

(單位:m)
導體尺寸組合原則是電纜長度應小于屏蔽線對、非屏蔽線對和電源線等三者中最大傳輸距離的最小者。表6為目前常用的兩種USB 3.0電纜導體組合實例。
表6中,理論方案與現階段實用方案存在著一定的差距。在2 m長電纜現階段實用方案中,選用28 AWG導體更容易滿足衰減指標的要求,同時電纜外徑(5.5 mm)也滿足不大于6 mm的要求,降低了電纜制造難度。在3 m長電纜現階段實用方案中,由于目前USB 3.0設備的驅動電流絕大多數小于900 mA,電源線導體即使采用24AWG也能滿足實際使用。隨著USB 3.0的普及和推廣,人們對電纜外徑、柔軟性和設備驅動電流的不斷提高,導體組合方案必將采用理論方案。
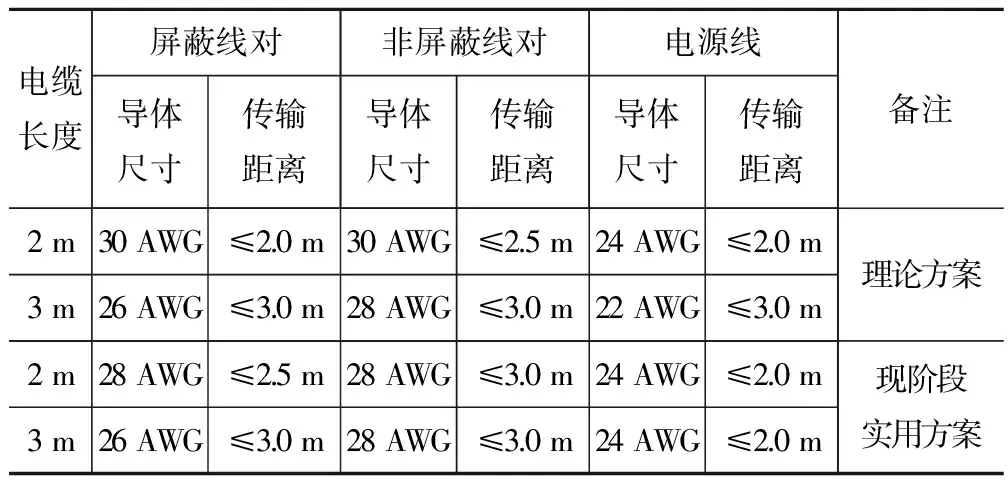
表6 USB 3.0電纜導體尺寸組合實例
2.2導體結構
由于USB 3.0電纜比USB 2.0電纜多了兩對線,為了使電纜仍然保持較高的柔軟性,電纜中的導體應采用絞合導體。與此同時,為了保證絞合導體的圓整性,以最大限度地降低信號線對的衰減和電源線的絕緣厚度,絞合導體應采用“1+6”結構。在柔軟性要求特別高的場合,宜優先采用“1+6+12”結構。
2.3導體材料
電源線導體材料可選用鍍錫銅線。信號線對的導體材料可選用鍍銀銅線或裸銅線。由于電流集膚效應的影響,鍍銀銅線的衰減最小,是最好的選擇。有時,為了保證電纜組件制作方便,允許選用鍍錫銅線,不過此時應選用線規號較小的導體以確保電纜衰減滿足傳輸要求。
2.4絕緣
USB 3.0傳輸協議中對屏蔽信號線對的傳輸時延和衰減要求比較嚴格,因此,屏蔽線對應選用等效相對介電常數和介質損耗角正切值較小的材料和結構。實踐證明,泡沫/實心皮聚乙烯是比較好的選擇。制作高檔電纜時,還可選用泡沫/實心皮聚全氟乙丙烯(FEP)結構。
非屏蔽線對主要用于與USB 2.0兼容,通常情況下可選用實心聚乙烯絕緣。當需要盡一步縮小電纜尺寸時,可以選用與屏蔽線對相同的絕緣結構。
信號線對(屏蔽線對和非屏蔽線對)的絕緣外徑可通過阻抗計算公式(1)和(2)進行估算。由于公式中沒有考慮屏蔽連通線和線對屏蔽層不圓整對屏蔽線對的影響,以及總屏蔽及屏蔽線對對非屏蔽線對的影響,故按這兩個公式計算存在一定的誤差,需要在試制過程中進行調整。
(1)
(2)
式中,Z屏蔽為屏蔽線對阻抗;Z非屏蔽為非屏蔽線對的阻抗;εr為絕緣等效相對介電常數;a為線對導體中心距,此處為絕緣外徑;d為絞合導體直徑;k為絞合導體有效直徑系數,7根絞合導體取為0.939,19根絞合導體取為0.970;Ds為線對屏蔽內徑。
從實踐經驗看,若采用數值計算,可一次性計算出準確的絕緣外徑,此算法的缺點是計算量較大。
電源線的實際工作電壓為5 V,對絕緣的耐壓要求低,為了保證電線的柔軟性,通常選用半硬質聚氯乙烯(SR-PVC)。當導體尺寸較大時,為了保證電纜的直徑,應采用薄壁絕緣,此時宜采用優質的絕緣材料,如FEP等。
電源線的絕緣外徑的確定可以參照文獻[3]的規定。
2.5線對
(1) 信號線對和電源線色譜。根據文獻[1]規定:兩對屏蔽線對的色譜應分別為黃/藍和紫/橙;非屏蔽線對的色譜應為白/綠;兩根電源線的顏色應分別為黑色和紅色。
(2) 線對節距。為保證線對阻抗的均勻性和穩定性,線對的絞合節距宜控制在線對直徑的12倍以內;另一方面,為了提高線對間的串音衰減,各線對的節距應不相同且需要精心設計。
(3) 線對屏蔽。為確保線對在高頻下具備良好的抗干擾能力,在線對外可繞包復合鋁箔。根據文獻[1]的要求,可以計算出,復合鋁箔的鋁層厚度最好大于9 μm,并在鋁箔下平置一根屏蔽連通線,以保證屏蔽層電氣上的連續性和降低屏蔽層的電阻。與此同時,為了保證復合鋁箔繞包層結構的穩定性和屏蔽線對間的絕緣效果,最好在復合鋁箔外安置一層自粘型聚酯薄膜,以形成良好的護層。
2.6纜芯
為保證纜芯結構的穩定性和電纜的圓整性,在纜芯的空隙中填充不吸濕的有機纖維。少數需要較大抗拉的特殊場合,可以用芳綸纖維來填充,以提高電纜的抗拉力。
2.7纜芯屏蔽
采用雙面復合鋁箔繞包,重疊率大于25%,然后再用直徑為0.08~0.10 mm左右的鍍錫銅線編織,編織密度大于85%。
2.8護套
通常情況下可用柔軟級聚氯乙烯。有必要時也可采用無鹵阻燃聚烯烴護套。需要說明的是,文獻[1]推薦的護套顏色為藍色。
3 制造
USB 3.0電纜制造的關鍵是保證電纜在宏觀和微觀上結構尺寸的精確和盡可能小的偏差,下面就制造過程中的幾個關鍵問題進行探討。
3.1信號線對導體的絞合
眾所周知,通信鏈路中特性阻抗的波動對高頻信號的傳輸影響很大,在電纜的制造過程中如何保證阻抗值及其波動符合工藝要求,就成為了一項至關重要的事情。通過對公式(1)和公式(2)分析可知,導體的波動比絕緣外徑的波動對阻抗影響更大。因此,應高度重視絞合導體的加工質量,努力做好以下幾方面:
(1) 構成絞合導體的單絲,其外徑及伸長率要均勻一致,表面光滑圓整;
(2) 絞合節徑比宜控制在20以內,絞合節徑比過大時,絞線的結構穩定性差;
(3) 最好采用管絞機來生產絞合導體,沒有管絞機時也可采用束線機來生產,但最好采用退扭式束線機;
(4) 嚴格控制導體絞合時每根單絲的張力。采用束線機生產19根絞合導體時,在單絲進絞弓前,應分別在“1+6”和“1+6+12”外分別加放束線模具,且每層單絲張力應有差異,但每層內的單絲間張力應一致,這樣生產出的絞合導體才圓整。
3.2信號線對的絕緣
絕緣是USB 3.0電纜制造的基礎,絕緣線芯的質量直接影響著能否生產出符合標準要求電纜。在實際生產中要注意以下方面的內容:
(1) 嚴格控制絕緣外徑的均勻性,通常情況下絕緣外徑的波動應控制在±0.01 mm以內。
(2) 由于物理發泡絕緣的泡孔比化學發泡的更均勻、致密,且高頻下的介質損耗角正切值更小些,因此生產屏蔽線對的絕緣時,最好采用物理發泡。
(3) 嚴格控制單線同軸電容的均勻性,通常情況下波動應控制在±1 pF/m以內。
(4) 嚴格控制絕緣的不圓度,通常情況下波動應控制在±0.01 mm內。影響絕緣不圓度的主要因素有:擠塑模套模孔不圓;擠塑溫度過高,在冷卻定型前塑料熔垂;絕緣芯線在過線輪上擠壓等造成的。
(5) 嚴格控制絕緣偏心,通常情況下同心度應控制在95%以上。影響絕緣偏心的主要因素有:擠塑模芯與模套間同心度不夠;擠塑溫度過高,在冷卻定型前塑料熔垂;模芯孔徑過大,導致模芯與導體間的間隙太大,使導體在模芯內晃動。最好采用垂直向下擠出,且使用能微調偏心的自定心機頭,這種機頭可消除熔垂現象對絕緣不圓度和偏心的影響。
(6) 嚴格控制絕緣附著力。導體與絕緣間的附著力過小,會造成后工序加工時導體與絕緣間的相對轉動,影響阻抗和波動性。影響附著力的主要因素有:導體在擠塑前的預熱溫度、導體的清潔程度、擠出后的冷卻速度;對于FEP絕緣而言主,因采用擠管式模具,除了上述影響附著力的因素之外,還與擠塑模具的平衡拉伸比有關。
(7) 為了減少顏色對電纜高頻傳輸性能的不良影響,屏蔽線對的絕緣芯線最好在皮層上著色,且顏色應盡可能淺些。
3.3絞對
與常規的數據電纜相比,USB 3.0電纜增加了橫向轉換轉移損耗和線對內延遲差的要求。這就要求在絞對時更要高度重視線對中兩單線的對稱性。一方面,在絞對時應盡可能選取導體電阻、絕緣外徑相同的兩根絕緣線芯來絞合,另一方面,要嚴格控制絞對時兩根單線放線張力的對稱性和均勻性,且最好選擇退扭式絞對機來生產。
3.4線對屏蔽
線對屏蔽時宜采用比普通復合鋁箔具備更好絕緣和密閉效果的單面展翅鋁箔繞包、重疊率大于25%、鋁面向內,在線對與鋁箔間平置一根絞合型屏蔽連通線。
3.5成纜
為盡可能保證電纜結構的對稱性和均勻性,應注意以下幾點:
(1) 嚴格控制成纜時各線對和電源線的放線張力;
(2) 采用合適的填充材料對纜芯的間隙進行填充;
(3) 選擇合適的成纜節距,成纜時的絞合節徑比通常應控制在20~25;
(4) 最好選用退扭式成纜機成纜。
4 結束語
為了適應新一代USB技術發展的需要,首先應對電纜結構進行精心設計,然后嚴格控制生產工藝方能制造出高質量的USB 3.0電纜。
[1] Universal Serial Bus 3.0 Specification, Revision 1.0[S].
[2] Universal Serial Bus Specification, Revision 2.0[S].
[3] UL 758-2009, Appliance Wiring Material[S].
[4] 通信設備用3 GHz及以下頻段對稱電纜技術條件[S].
[5] 肖 飚.高頻對稱電纜設計與制造技術之一——設計[J].電線電纜,2006(1):12-16.
[6] 肖 飚.高頻對稱電纜設計與制造技術之二——制造[J].電線電纜,2006(2):17-22.
StudyoftheCableUsedinUniversalSerialBus(USB)
XIAO Biao, et al
(Chengdu-Putian Cables Co., Ltd, Super-Fine Electronic Wire Factory, Chengdu 611731, China)
The history of development of universal serial bus (USB) was reviewed. It was demonstrated that the traditional 480 Mbps transmission rate specified by the USB 2.0 standard was no longer be able to meet the requirement of the application with the development of computer and digital technologies. Therefore, the USB 3.0 standard which specified a maximum transmission rate of 5 Gbps was published at end 2008. For this reason, it is necessary to study the USB 3.0 cable that suits the USB 3.0 standard. In this paper, the technical requirements for the USB 3.0 cable are presented and the constructional design, selection of material and manufacturing process are discussed.
USB 3.0 cable; universal serial bus (USB); technical requirement; design; manufacture
TM248.2
A
1672-6901(2011)02-0025-05
2010-07-13
肖 飚(1971-),男,高級工程師.
作者地址:四川成都市高新西區新航路18號[611731].