鋁合金化學鍍Ni-P合金工藝研究
2011-12-08 01:40:40李新躍曾憲光鄭興文
電鍍與精飾 2011年8期
關鍵詞:工藝
李新躍,曾憲光,鄭興文,梁 偉
(四川理工學院材料與化學工程學院,四川自貢 643000)
鋁合金化學鍍Ni-P合金工藝研究
李新躍,曾憲光,鄭興文,梁 偉
(四川理工學院材料與化學工程學院,四川自貢 643000)
采用單因素試驗和正交試驗研究了溫度、pH、檸檬酸鈉和次磷酸鈉質量濃度等工藝條件對化學鍍Ni-P合金鍍層耐蝕性的影響,得到了一種沉積速率較快,耐蝕性能好的化學鍍Ni-P合金工藝。結果表明,最佳工藝條件為:25g/L硫酸鎳,24 g/L次磷酸鈉,45 g/L檸檬酸鈉,2mg/L硫脲,0.1 g/L 乙酸鈉,0.5mL/L OP-10,pH 為 8,t為50min,θ為70℃。在該工藝條件下,鍍層沉積速率為20 g/(m2·h),鍍層厚度可達19 μm,鍍層硬度為528.25HV,鍍層表面十分均勻,鍍層具有較好的耐蝕性和結合力。
鋁合金;化學鍍Ni-P合金;工藝條件;耐蝕性
引 言
鋁合金在工業生產中應用廣泛,它具有質輕、比強度高、塑性好、易加工等特點,但是,由于其存在耐蝕性差、硬底低、不耐磨等不足,應用受到了部分限制,故常常需要采用表面處理技術改進其表面性能。國內外對鋁合金化學鍍鎳進行了許多研究,可歸納為兩種技術途徑:1)浸鋅-預鍍層法;2)直接化學鍍鎳。化學鍍鎳技術具有鎳鍍液高度穩定鍍層厚度均勻、工藝設備簡單、操作方便、孔隙率低和環保等特點[1-4]。在鋁合金進行化學鍍鎳,它能制造具有良好的耐腐蝕性、耐磨性以及較好的結合力的復合材料。本實驗采用直接鍍方法,采用正交試驗,優化工藝條件,獲得了較同類鋁合金化學鍍鎳鍍層更好的耐蝕性和較高的硬度,成功地解決了在鋁合金化學鍍鎳技術中存在鍍層結合力差、耐蝕效果較差的問題,具有較好的應用價值。
1 實驗部分
1.1 材料及試劑
實驗所用材料為鋁合金,主要成分見表1,試樣規格:30 mm×50 mm×1mm。
實驗所用藥品均為分析純。

表1 實驗材料的化學成分
1.2 儀 器
S4Explorer X-射線熒光譜儀,德國布魯克公司;LK2005電化學工作站,天津蘭力科化學電子公司;HV-5維氏硬度計,萊州華銀實驗儀器有限公司;Epiphoto2000倒置式金相顯微鏡,日本尼康股份有限公司。
1.3 施鍍工藝
鋁合金化學鍍Ni-P合金主要工藝步驟:
機械打磨→水洗→丙酮洗→水洗→堿洗→水洗→酸洗→水洗→浸亮→水洗→施鍍→水洗→吹干→稱量→性能檢測。
1.4 鍍層性能檢測方法
沉積速率按照GB/T 13913-1992,利用稱量法計算鍍層沉積速率,計算公式為:

式中:v為鍍層沉積速率,20 g/(m2·h);m1為試樣鍍后質量,g;m0為試樣鍍前質量,g;S為試樣表面積,m2;t為時間,h。
用濃硝酸點滴試驗確定鍍層耐蝕性能[5],該方法尤其在部分小企業中常用,具體方法為:在干凈的鍍層表面滴上一滴濃硝酸并開始計時,當滴硝酸部位變色時停止計時,該時間即可衡量鍍層耐蝕性。
鍍層厚度用金相顯微鏡測量。測量方法為[6]:在試片側邊用細砂紙打磨出大約30°的斜面,然后倒置在金相顯微鏡上,通過目鏡觀察對焦,在基體與鍍層間可看到明顯的分界面,焦面高度差即為鍍層厚度。
但說起班長,同學們沒有不“聞風喪膽”的。我們首先想到的不是她柔弱的一面,而是她站在講臺上手握黑板擦,叉著腰“兇神惡煞”的樣子。難道你以為她發了瘋?不對不對,那是她在管班級紀律呢。
鍍層硬度用HV-5型小負荷維氏硬度計測定;鍍層的外觀及表面形貌用目視檢查,表面外觀主要分為光亮、半光亮或無光亮;利用LK 2005型電化學綜合測試系統在室溫下測試極化曲線,電解液為3.5%NaCl溶液,極化范圍為-1~0 V,掃描速度為10 mV/s;依照GB/T 5935選用濾紙粘貼法,確定孔隙率;采用劃痕實驗法確定結合力。
2 實驗結果與討論
2.1 基礎鍍液及工藝條件的確定
Ni-P化學鍍的鍍液成分研究基本相同,查閱文獻并結合大量預實驗[7-10],初步確定鍍液配方及工藝參數為:25 g/L硫酸鎳,35~50g/L檸檬酸鈉,16~28g/L次磷酸鈉,0.1 g/L 乙酸鈉,2 mg/L 硫脲,0.5 mL/L OP-10,θ為70℃,pH=9 左右。選取了次磷酸鈉、檸檬酸鈉、鍍液的pH和溫度等四個因素進行單因素實驗,其實驗結果為正交試驗時設定水平提供依據。
2.1.1 檸檬酸鈉對鍍層耐蝕性的影響
在鋁合金化學鍍中用檸檬酸鈉做絡合劑得到的鍍層性能更好。鍍液配方及工藝條件為:25 g/L硫酸鎳,35~50g/L檸檬酸鈉,24g/L次磷酸鈉,0.1 g/L 乙酸鈉,2 mg/L 硫脲,0.5 mL/L OP-10,θ為70℃,pH 為9,t為50 min,實驗結果見圖1。

圖1 檸檬酸鈉對鍍層耐蝕性的影響
由圖1可知,檸檬酸鈉質量濃度升高,鍍層耐蝕性降低。考慮鍍層耐蝕性的情況,初步選定檸檬酸鈉質量濃度為35~45g/L。
2.1.2 次磷酸鈉對耐蝕性的影響
還原劑是化學鍍鎳的主要成分,它能提供還原鎳離子所需要的電子,用的最多的還原劑是次亞磷酸鈉,其原因是次亞磷酸鈉價格低,鍍液較容易控制,并且得到Ni-P合金鍍層性能優良。鍍液配方及工藝條件為:25 g/L硫酸鎳,40g/L檸檬酸鈉,16~28g/L 次磷酸鈉,0.1 g/L 乙酸鈉,2 mg/L 硫脲,0.5 mL/L OP-10,θ為70 ℃,pH 為9,t為50min,實驗結果見圖2。

圖2 次磷酸鈉對鍍層耐蝕性的影響
由圖2可知,次磷酸鈉質量濃度在20 g/L以上時,鍍層耐濃硝酸腐蝕性比較好,當高于28 g/L時,耐蝕性快速變好。考慮鍍層耐蝕性方面,初步選定次磷酸鈉質量濃度為20~28 g/L。
2.1.3 pH對鍍層耐蝕性的影響
pH對鍍液、工藝及鍍層的性質影響很大,它是工藝參數中必須嚴格控制的重要因素之一。鍍液配方及工藝條件為:25 g/L硫酸鎳,40g/L檸檬酸鈉,24 g/L 次磷酸鈉,0.1 g/L 乙酸鈉,2 mg/L 硫脲,0.5 mL/L OP-10,θ為 70℃,pH 為 7 ~10,t為 50 min,實驗結果見圖3。
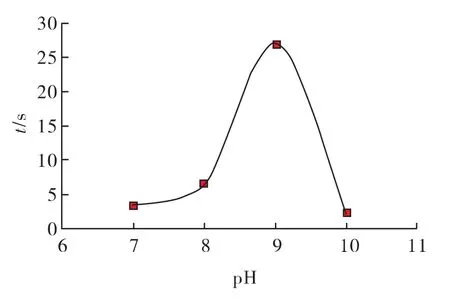
圖3 pH對鍍層耐蝕性的影響
由圖3可知,當pH在9左右時鍍層耐蝕性最好。考慮鍍層耐蝕性的要求,將pH選為8、9、10來進一步研究鍍液的最佳工藝條件。
2.1.4 溫度對鍍層耐蝕性的影響
鍍液溫度是影響化學反應動力學的重要參數,它是影響鍍層耐蝕性的主要因素之一。鍍液配方及工藝條件為:25 g/L硫酸鎳,40g/L檸檬酸鈉,24 g/L次磷酸鈉,0.1 g/L 乙酸鈉,2 mg/L 硫脲,0.5 mL/L OP-10,θ為65 ~80℃,pH 為 9,t為 50 min,實驗結果見圖4。
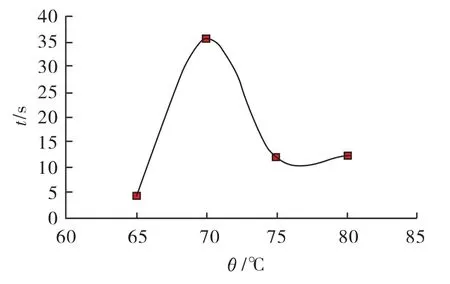
圖4 溫度對鍍層耐蝕性的影響
由圖4可知,θ在70℃時鍍層有較好的耐蝕性,與65℃和75℃相比,鍍層出現腐蝕的時間相差幾倍,這是因為溫度是這些影響鍍層因素中最為重要的因素,溫度稍微變化,對鍍層影響大。當θ高于80℃時,鍍層效果很差,出現很嚴重的漏鍍現象且鍍層疏松多孔;θ低于65℃時,鍍層效果差。參考相關文獻并綜合考慮,選擇θ為60、65和70℃來進一步研究鍍液的最佳工藝條件。
2.2 正交試驗法優化化學鍍Ni-P合金的工藝參數
本實驗通過正交試驗確定其最佳配方,選取了四個主要的影響鎳-磷合金鍍層性能的因素分別為:次磷酸鈉、檸檬酸鈉、鍍液的pH和溫度。其它固定因素為:25 g/L硫酸鎳,2mg/L硫脲,0.1 g/L乙酸鈉,0.5mL/L OP-10,t為 50min。正交試驗因素水平見表2。

表2 正交試驗因素水平
用點滴試驗顯色時間作為主要指標,按照L9(34)正交表進行實驗,實驗結果見表3。
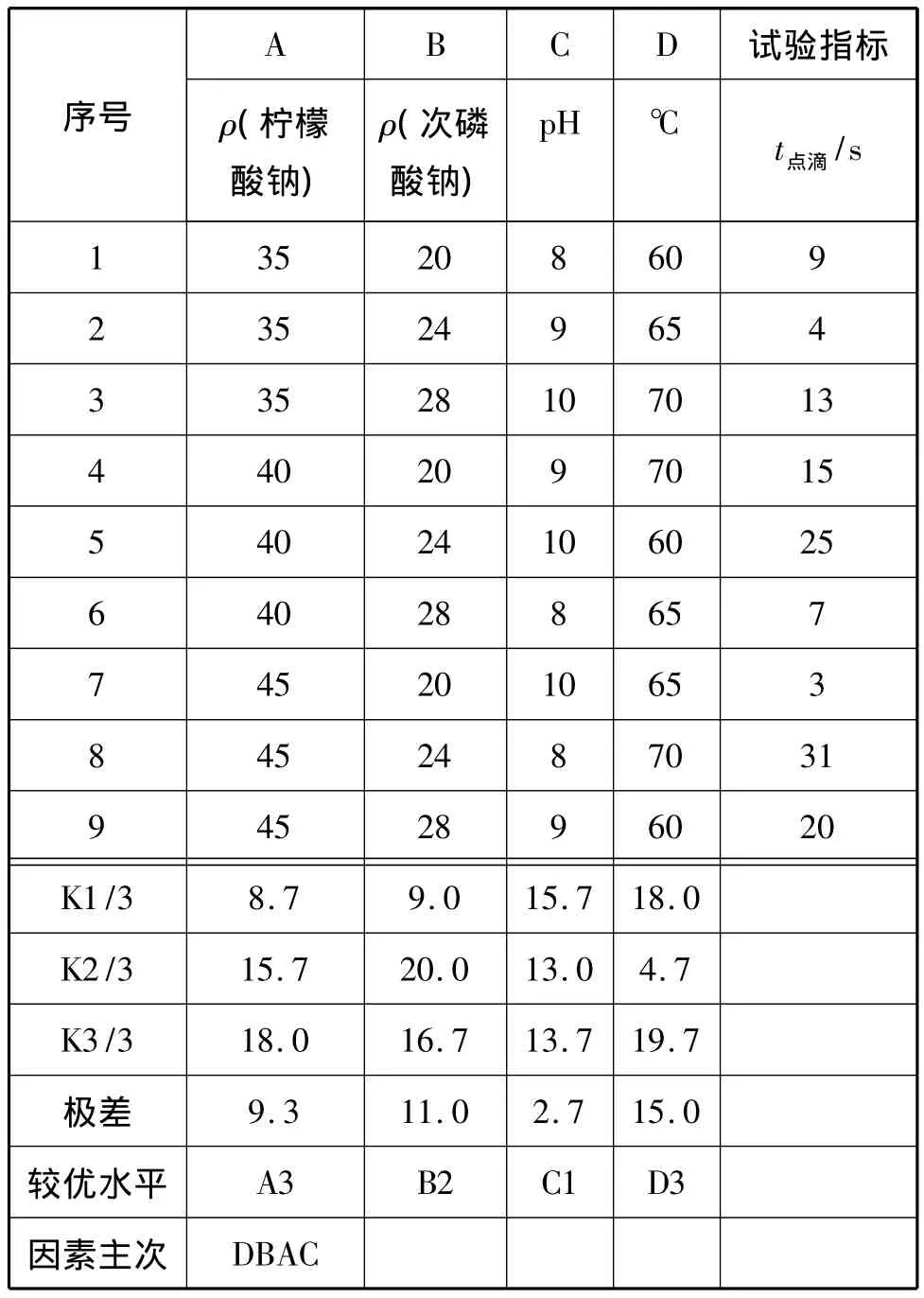
表3 正交試驗結果
由表3可知,在點滴試驗顯色時間方面,極差的大小為 RD>RB>RA>RC,因素最優水平為D3B2A3C1。最佳工藝條件如下:25g/L硫酸鎳,24 g/L次磷酸鈉,45 g/L檸檬酸鈉,2mg/L硫脲,0.1 g/L 乙酸鈉,0.5 mL/L OP-10,pH 為 8,t為 50min,θ為70℃。
2.3 最佳工藝條件下鍍層的性能
在最佳配方及工藝條件下制備Ni-P合金鍍層,并對其進行相關性能的測試。
2.3.1 鍍層的外觀
所得鍍層顏色為無光亮的暗灰色并略帶黃色,鍍層表面十分均勻,表面平整度極好,無明顯的邊緣效應,均鍍能力很好。
2.3.2 鍍層成分分析
不同Ni、P質量分數對鍍層性能有一定的影響。用S4 Explorer X-射線熒光光譜儀測定鍍層成分,測定結果表明化學鍍鎳層由 Ni和 P兩種元素組成,其中,Ni的質量分數為85.8%,P的質量分數為 14.2%。
2.3.3 鍍層沉積速率與鍍層厚度測定
鍍層沉積速率和鍍層厚度分別用增量法和金相顯微鏡測定,取4次平均值,測得鍍層沉積速率為20 g/(m2·h),鍍層厚度可達 19 μm。
2.3.4 鍍層其他性能
1)鍍層耐蝕性。所制鍍層硝酸點滴68s才變色,而國內同類鋁合金表面化學鍍Ni-P合金,是50s左右,說明此鍍層有良好的耐蝕性。
2)鍍層孔隙率。采用貼濾紙法測定鍍層孔隙率,在最佳工藝條件下制得的鍍層平均孔隙率0.12個/cm2。
3)鍍層硬度。用HV-5維氏硬度計測量基材及鍍層硬度。測量參數:加載力F=9.8N,保載時間10 s。
測得的基材硬度為42.05HV,鍍層硬度為528.25HV,而國內同類鋁合金化學鍍鎳鍍層的硬度一般為500HV左右,顯然材料硬度得到了很好的改善。
4)鍍層結合力。結合強度是衡量鍍層性能的重要指標之一,提高鍍層與基體之間的結合力對其工程應用具有重要的意義,本實驗采用劃痕實驗測試結合力。結果為:鍍層劃痕交錯處均無脫皮和剝落,說明此鍍層有較強的結合力。
2.3.5 電化學方法研究鍍層耐蝕性
用LK98C電化學工作站測定基材和鍍層的開路電位-時間曲線和極化曲線,數據經計算機采集后利用軟件擬合,獲得相應的腐蝕電位、腐蝕電流等電化學參數。在3.5%NaCl溶液中,電化學測量采用三電極系統,參比電極和輔助電極分別為飽和甘汞電極和鉑電極,合金為工作電極,控制工作表面為1cm2,掃描速度為10mV/s,電位掃描范圍為-1.0~0V。
1)開路電位。實驗測定:鋁合金的開路電位約為-750mV,Ni-P鍍層的開路電位約為-680mV,這表明鍍層具有提高鋁合金基體耐蝕性的趨勢和可能性。
2)極化曲線測試。實驗測定的鋁基材及鍍層極化曲線如圖5所示,由于鋁基材本身并不耐腐蝕,從極化曲線來看,同種條件下,腐蝕電位越負的金屬,越容易被腐蝕,鋁合金的腐蝕電位很負,其腐蝕特別明顯,在同一腐蝕電位下,化學鍍鎳層的腐蝕電流密度降低,同時腐蝕電位向正方向移動了100mV,腐蝕電流密度下降了很多。這是由于腐蝕后期鋁合金在NaCl溶液中發生了鈍化現象,從而使腐蝕電位提高,維持了一段時間,但過了鈍化區后,電流密度又開始增大,鈍化膜發生破壞,鋁合金又開始腐蝕。說明:鋁合金經過化學鍍鎳處理后,在3.5%NaCl溶液,其耐蝕性得到了很大的提高。

圖5 試樣在3.5%NaC1溶液中的極化曲線
3 結論
1)通過正交試驗得出化學鍍Ni-P合金的最佳配方及工藝條件為:25g/L硫酸鎳,24 g/L次磷酸鈉,45 g/L檸檬酸鈉,2 mg/L 硫脲,0.1 g/L 乙酸鈉,0.5mL/L OP-10,pH 為 8,t為50min,θ為70℃。
2)最佳工藝條件下,鍍層沉積速率為20 g/(m2·h),鍍層厚度可達19 μm,鍍層硬度為 528.25 HV,鍍層平均孔隙率0.12個/cm2,鍍層表面十分均勻,表面平整度極好,鍍層具有較好的耐蝕性和結合力。
[1]姜曉霞,沈偉.化學鍍理論及實踐[M].北京:國防工業出版社,2000:35-39.
[2]王霞,彭健鋒,張志東,等.化學鍍Ni-P鍍層的應用現狀[J].西部探礦工程(增刊),2006:135-137.
[3]范建鳳,馬曉玲.鋁基化學鍍鎳前處理工藝在我國的研究進展[J].表面技術,2007,36(2):47-49.
[4]賀曉凌,張江彩,郝振海.鋁合金表面處理研究進展[J].河北化工,2001,(2):20-23.
[5]王向榮,田彥文.鋁合金化學鍍鎳工藝對鍍層沉積速度的影響[J].輕合金加工技術,2006,34(3):28-31.
[6]唐杰,金永中,孫亞麗,等.利用金相顯微鏡焦平面測量微米級膜層厚度[J].四川理工學院學報(自然科學版),2006,19(2):101-108.
[7]蒲艷麗,杜敏,高榮杰,等.化學鍍Ni-P合金工藝的優化[J].電鍍與精飾,2004,26(3):25-29.
[8]蔡曉蘭,黃鑫,劉志堅.化學鍍鎳溶液中絡合劑對鍍速影響的研究[J].吉林化工學院學報,2000,17(4):21-23.
[9]楊玉國,孫冬柏,楊德鈞,等.化學鍍Ni-Cr-P合金鍍層在NaCI溶液中的耐蝕性[J].腐蝕科學與防護技術,2000,12(3):138-140.
[10]王森林,孫永國,鄭一雄.工藝條件對化學鍍Ni-Co-P合金的影響[J],材料保護,2002,35(10):18-19.
Technology of Electroless Ni-P Alloy Plating on Aluminum Alloy
LI Xin-yue,ZENG Xian-guang,ZHENG Xing-wen,LIANG Wei
(Sichuan University of Sicience and Engineering,Zigong 643000,China)
The effect of temperature,pH value,content of sodium citrate and sodium hypophosphite on the corrosion resistance of Ni-P electroless coating on aluminum alloy was investigated by using single factor and orthogonal methods.A suitable electroless Ni-P alloy plating condition with higher deposition rate and corrosion resistance was obtained.The results show that the optimal processing parameters are NiSO4·6H2O 25g/L,NaH2PO2·H2O 24g/L,C6H5Na3O7·2H2O 45g/L,CH4N2S 2mg/L,CH3COONa·3H2O 0.1 g/L,OP-10 0.5mL/L,pH value of 8.0,processing time of 50 min,temperature of 70℃.Under this condition,the plating rate of Ni-P coating reaches to 20 g/(m2·h),and the coating has a uniform surface,higher corrosion resistance and better adhesion with the thickness of 19μm and hardness of 528.25 HV.
aluminum alloy;electroless plating Ni-P alloy;processing condition;corrosion resistance
TQ174.4
A
1001-3849(2011)08-0038-05
2011-02-01
2011-05-23
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52