風電齒輪齒面粗糙度降低的實例分析
2011-12-08 08:09:44李濱琳杭州前進齒輪箱集團股份有限公司
杭州科技 2011年1期
關鍵詞:設置
鄧 林 李濱琳 包 文 杭州前進齒輪箱集團股份有限公司
風電齒輪齒面粗糙度降低的實例分析
鄧 林 李濱琳 包 文 杭州前進齒輪箱集團股份有限公司

編者按:風力發電是近幾年最新崛起的綠色產業,是戰略性新興產業新能源的重要內容。風電增速齒輪箱作為風力發電系統的核心部件之一,使用在各大風場,而齒輪類零件又是風電增速箱傳動的關鍵零件,是風電領域自主研究的重要內容之一。
風電增速齒輪箱往往放在高山、荒野、海灘等位置,不便于維修,卻對使用年限要求長(一般為20年)。風電增速箱中齒輪類零件不但精度要求較高,而且通常要求具有較低的表面粗糙度值。如何在高精設備上保證齒輪零件齒面粗糙度,成為國內風機零件加工中的一大難點。
數控成型磨齒機已成為當今高精度齒輪精加工的主流設備,不但加工精度高,效率也是傳統展成磨齒機的數倍。齒面是在傳動中直接接觸的曲線面,而且在傳動中兩零件的齒面會產生滑移現象,如果齒面的粗糙度差,滑移現象必將導致零件精度受損,磨損、點蝕的速度加快,從而減少零件的使用壽命。成型磨齒機在磨齒時,通過金剛滾輪修整,使砂輪截形得到一條符合齒部參數要求的復雜的曲線。與平面磨削不同的是,平面磨削可以通過反復研磨來降低表面粗糙度,而齒面磨削時,砂輪與零件之間是線接觸,砂輪與齒面的最后一次接觸決定了齒面粗糙度。要解決齒面粗糙度問題,就要從加工的基本原理出發進行研究,以下是杭州前進齒輪箱集團股份有限公司在德國制造的NILES系列數控成形磨齒機上,通過反復對磨削參數調整,降低了齒面粗糙度的實例。
實驗中,采取了以下齒輪零件參數:齒數z=21,模數m=11,壓力角α=20°,螺旋角β=0°,變位系數X=+0.4,齒面硬度HRC58-62,齒面粗糙度要求RZ4,零件用于風機1.5兆瓦機型上。機床切削冷卻液選用15#機油添加殼牌添加劑,砂輪采用四砂股份有限公司制造的單金剛玉SA60JV45雙斜邊砂輪。
⒈修整參數的設置
由于成型磨齒法齒面精度與砂輪的修整有很大的關系,砂輪表面修整的精細程度會反映到齒面上,所以,砂輪如何進行修整至關重要。砂輪與金剛滾輪的相對速度是影響齒面粗糙度的重要因素,當金剛滾輪與砂輪速率為0.8且相對速度為反方向時為精修整(用-0.8表示);當金剛滾輪與砂輪速率為0.8且相對速度為同方向時為粗修整(用0.8表示),對此,采用表1中的修整參數:
其中工具 1、2、3、4與表 2中的工作等級 1、2、3、4加工參數一一對應。
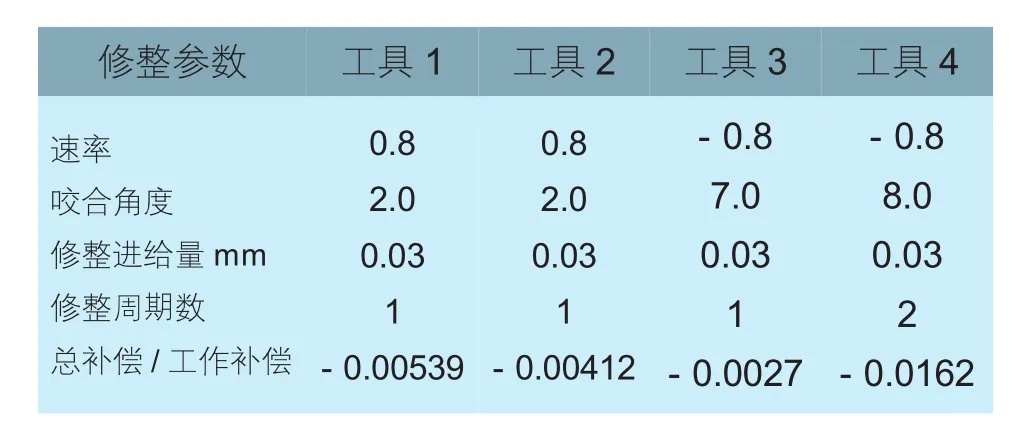
表1 砂輪修整參數
⒉零件磨削參數的設置
合理的設置零件加工參數,對齒面粗糙度有重要影響。經過反復試驗,得到了以下合理的切削參數:
表2中,工作等級1、2中參數的設置主要是為了磨去齒面大的余量,稱為粗磨工作等級。工作等級3設置的參數為工作等級4做好鋪墊,稱為半精磨工作等級。在四個工作等級的設置中,應注意以下幾點:
①工作等級1、2為粗磨等級,粗磨等級不影響零件最終精度。如果零件余量較少,工作等級1、2可以合并為一個工作等級。要保證零件最終精度,工作等級一般不得少于三個,即粗磨、半精磨、精磨。
②在精磨階段,砂輪在開始磨削前進行修整,而在磨削過程中盡可能不進行砂輪修整。在工作等級3、4中設置砂輪修整都是在21齒之后,與零件總齒數一致,避開了在加工過程中修整砂輪,以防止修整和補償誤差對齒部精度產生影響,從而確保零件齒面粗糙度。
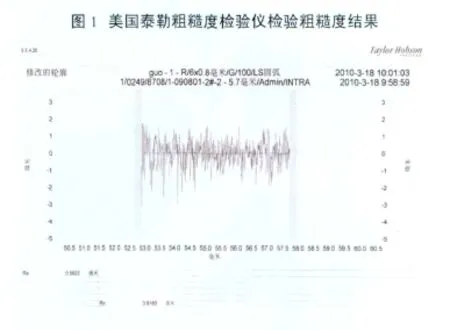
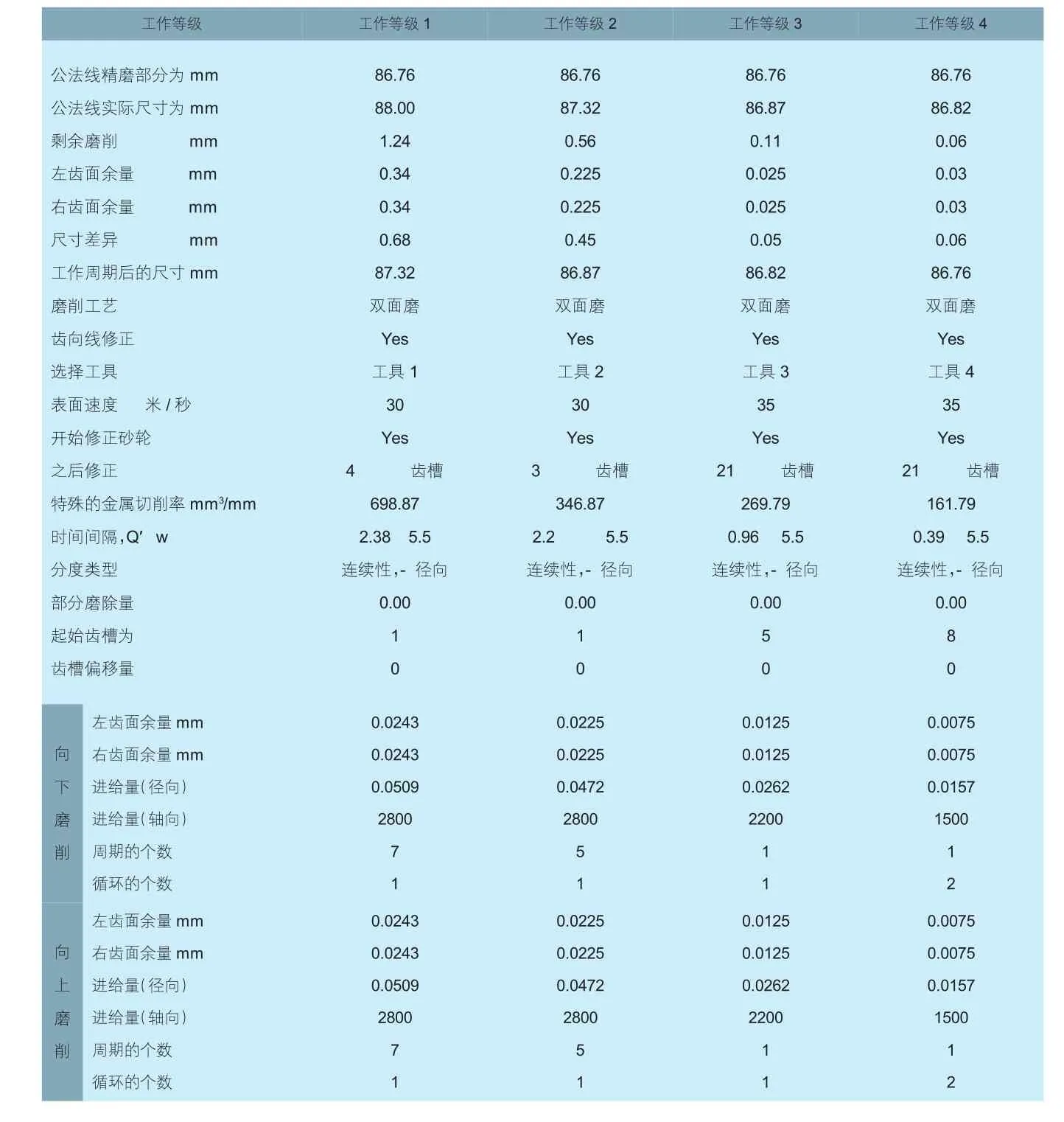
表2 零件加工參數
③在3、4兩個磨削等級中,一般認為,磨削余量越少越好,砂輪進給量(軸向進給速度)越小越好,但在加工中,要考慮磨削的基本用量,而砂輪進給量太慢會造成齒面出現停頓現象。經過多次試驗得出,半精磨單邊余量一般為0.01-0.015mm,砂輪進給量為2000-2500mm/分,精磨單邊余量一般為0.005-0.01mm,砂輪進給量為1500-2000mm/分。
④在精磨階段,一般要求將砂輪表面線速度設置得相對較高,以進一步降低齒面粗糙度。
在此參數下磨削后,我們利用美國泰勒粗糙度檢驗儀對齒面粗糙度進行檢驗后,得出報告——齒面粗糙度為Rz3.8183<Rz4,達到圖紙要求(見圖1)。
根據試驗結果的各項參數可以得知,在切削液、砂輪固定的情況下,通過改變各項磨削參數,完全可以達到風機零件要求的齒面粗糙度。同時,通過試驗還得出,參數的設置也要考慮零件模數大小、是否淬硬、零件剛性、砂輪平衡量等相關因素。目前,這一技術已經成功運用在風機零件批量生產時齒面粗糙度的控制上,為以后加工更低表面粗糙度的零件奠定了技術基礎。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16