長運距、大運量帶式輸送機頭尾驅動控制技術淺析
2011-12-13 00:33:00孫福群
中國煤炭 2011年3期
孫福群
(神華集團有限責任公司,北京市東城區,100011)
長運距、大運量帶式輸送機頭尾驅動控制技術淺析
孫福群
(神華集團有限責任公司,北京市東城區,100011)
以神東公司萬利一礦西運輸大巷帶式輸送機為例,論述了帶式輸送機頭部和尾部控制方式,總結了長距離帶式輸送機控制技術要點及控制關鍵,對于在運行過程中出現的典型問題進行了分析。
長距離運輸 帶式輸送機 多點驅動 驅動控制 CST
神東公司萬利一礦為了簡化礦井主運輸系統,便于控制和使用維護,降低設備造價,西運輸大巷帶式輸送機設計為一條運輸距離6835 m的帶式輸送機,采用由美國道奇公司(Dodge)生產的可控啟動傳輸裝置(CST)頭、尾多點驅動方式。帶式輸送機安裝完成后,經過一段時間調試,運行正常,性能指標達到了設計要求,CST控制顯示出了很好的控制特性。
1 帶式輸送機概況
萬利一礦西運輸大巷帶式輸送機設計長度為6835 m,采用ST2500阻燃鋼絲繩芯帶,每小時設計輸送量為3500 t,帶速為4 m/s。采用頭部3臺750K型CST加尾部1臺750K型CST驅動控制方式,4臺電機功率均為710 kW,是目前亞洲最長的井下帶式輸送機。帶式輸送機驅動設備布置圖見圖1。
目前帶式輸送機運輸量3500 t/h;帶寬1600 mm;帶速4.5 m/s;水平長度6835 m;提升高度124 m;帶強2500 N/mm;驅動滾筒直徑1280 mm;裝機功率3×710+1×710 kW(轉速為1485 r/min);設備數量型號3×750 KS+1×750KS;速比21.9388;CST或滾筒轉速67.7 r/m in。
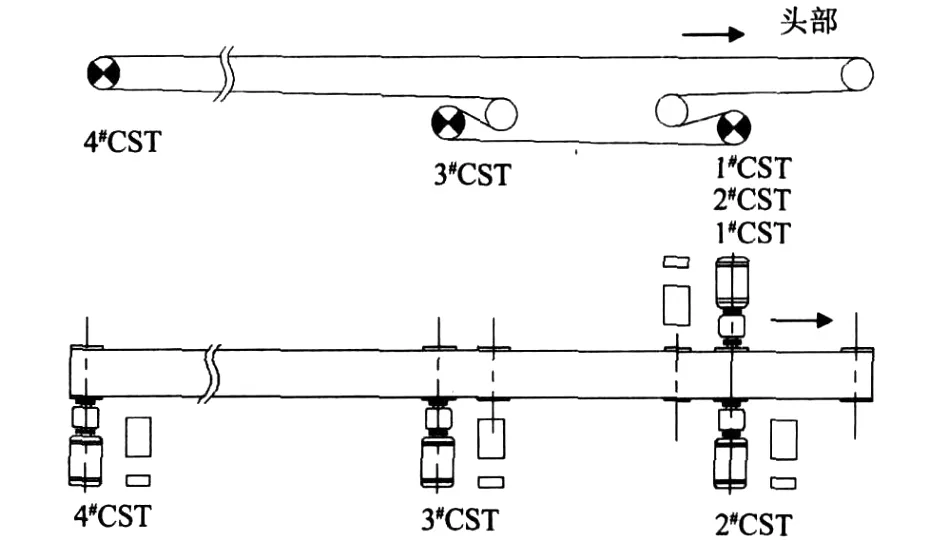
圖1 帶式輸送機驅動設備布置圖
2 帶式輸送機控制
2.1 頭部控制方式
頭部驅動方式為速度+功率平衡控制,即1#CST設為主驅,為速度閉環控制,CST的功率輸出隨速度的變化而變化:啟動時保證運行曲線,運行時保證額定速度;從驅2#CST和3#CST為功率平衡閉環控制,它們的輸出功率始終跟蹤主驅(1#CST)的功率值,并與其保持一致,實際也就是隨負載的變化而變化。頭部CST控制原理見圖2。
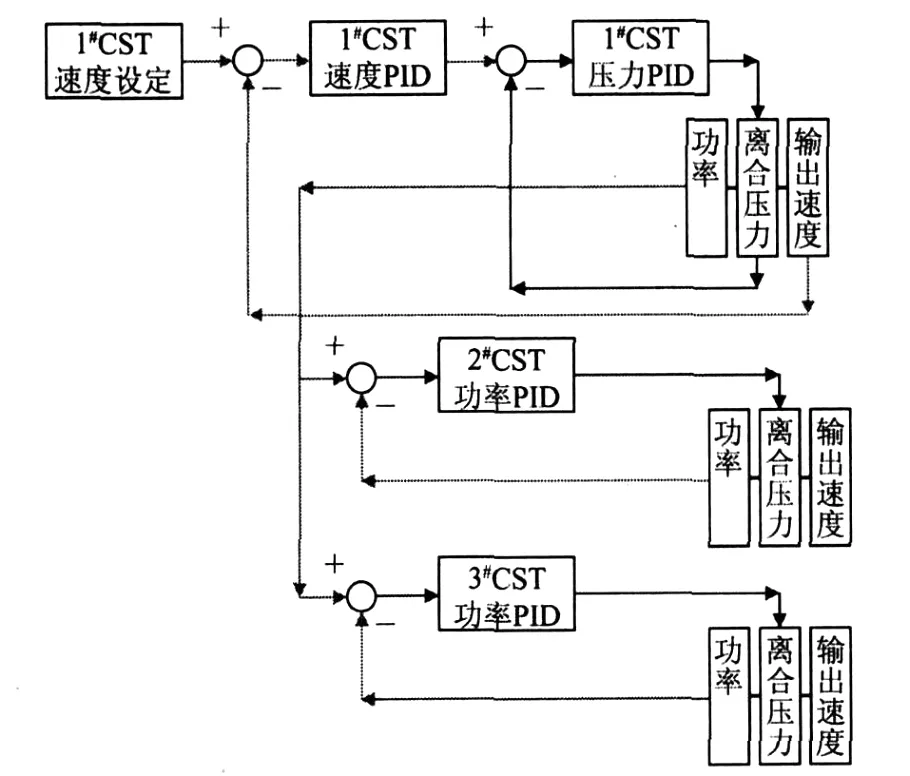
圖2 頭部CST控制原理圖
2.2 尾部控制方式
尾部驅動方式為張力控制,尾部驅動站實際可以理解為是一個助力站,在帶式輸送機啟動、頭部負荷、尾部張力較大時,則需要尾部驅動幫助推動。實際操作中需實時測量尾部驅動點的膠帶張力,時刻和帶式輸送機在這點的設定張力(通過動、靜態分析計算獲得)相比較,當實際張力大于設定張力時,說明頭部負荷較大,需要助動力;而當實際張力小于設定張力時,說明助力過大,應該減少助動力。因此,4#CST為張力閉環控制,保證帶式輸送機在助力點的正常張力。尾部CST控制原理見圖3。

圖3 尾部CST控制原理圖
尾部驅動站的目的是保證整條膠帶張力始終處于安全范圍內,因此在實際運行中有時會出現尾部電機空載現象,或是尾部電機功率高于頭部電機功率的情況,但只要膠帶張力正常,都屬于正常狀況。這種情況在本條帶式輸送機由于過程起伏較大的情況下是很容易發生的,是CST自動調節的結果。
2.3 網絡通訊
整條膠帶長度近7 km,頭部和尾部的控制系統通訊聯絡采用光纖主干網絡,各控制柜和控制設備之間采用DH+通訊網絡。帶式輸送機控制網絡結構圖見圖4。
同時該帶式輸送機運行參數和信號通過DH+通訊接入到煤礦綜合自動化監控系統,實現了調度室三遙,便于統一控制和監控。
3 長距離帶式輸送機控制技術要點
帶式輸送機安裝調試完成后,正常運行性能良好。但長距離帶式輸送機設計為多點驅動時對驅動器的要求很高:所有電機能夠空載啟動;負載變化(即速度和張力變化)時能夠及時響應;功率平衡控制精度高;各個驅動點的驅動力能夠協調配合。
CST驅動器除能滿足以上要求外,其獨特的離合器設計也能夠滿足助力站根據膠帶張力變化,方便地調節電機的功率;電機功率的變化又對膠帶張力進行調整,當膠帶尾部實際張力超出設定限制值時,可以輸出信號直接停止帶式輸送機運行。
作為長距離多點驅動帶式輸送機,整條帶式輸送機的張力控制是非常重要的,尾部的張力測量則是關鍵。膠帶張力測定與其他簡單的傳感器信號不同,是一個較為復雜的模擬量信號,需要專門根據帶式輸送機控制和帶式輸送機特性進行設計才能實現精確控制的目的。在設計時重點確定以下重要參數:提供動態分析結果,包括張力分布以及啟、停時間等;根據動態分析結果選定合適張力元件;設計測量裝置并計算出整定曲線表(即kg-m V-kN);提供張力元件的放大器并進行整定,最終送出4~20 mA信號給控制系統。
張力元件(Load Cell)輸出的張力信號是m V信號,它所反應的是安裝處的拉力或壓力的大小(0~1000 kg)。首先此信號需要根據測量裝置所設計的安裝形式換算成所對應的膠帶張力(比如4~15 m V對應于0~200 kN),然后毫伏電壓信號需要經過放大器整定將毫伏電壓信號轉換為4~20 mA的電流信號供控制系統PLC所用。
4 長運距、大運量帶式輸送機控制關鍵
4.1 前后響應的滯后性
4.1.1 機頭和機尾通訊滯后性考慮
西運巷帶式輸送機CST頭、尾通訊通過光纖實現。PLC的光電轉換和PLC的掃描周期一致,為無障礙接入。西運巷帶式輸送機CST控制器采用G.652單模光纖,這是目前傳輸網中敷設最為普遍的一種光纖。它工作時的數據傳輸速率可達2.5 Gbit/s,無中繼的傳輸距離可達100 km,所以西運巷帶式輸送機應用光纖通訊無需中繼和色散補償。由此可見,對CST頭尾通訊數據量不到10 kbit/s,長度不到7 km距離的西大巷帶式輸送機,CST頭、尾驅動的響應時限沒有任何影響。
4.1.2 關于帶面彈性傳遞對前后控制響應的影響
因帶式輸送機為柔性系統,具有明顯的動力學特征和動態響應過程,啟動及停車過程將產生帶式輸送機張力的變化,并沿著膠帶傳播,形成張力波。且帶式輸送機長度較大,負載較重,總體呈大慣性負載。因此,不可控的啟動和停車過程將產生很大的加速度及沖擊,直至造成機械設備損壞和帶式輸送機壽命降低。而本系統使用軟啟動裝置可提供可控的加速度過程,機頭和機尾電機幾乎同時啟動,機尾CST主要是拉緊下膠帶,保證在帶式輸送機啟動、運行和停車過程中不發生打滑現象。整個加速過程按程序中預置S形曲線完成啟動。帶式輸送機啟動過程實際上是一變加速過程,在帶式輸送機啟動時刻和完成時刻,帶式輸送機的加速度都為零。而在中間段,帶式輸送機以預先設置的加速度不斷加速。因此可有效地抑制整條膠帶張力波及其有害的傳遞。對于長達6835 m的帶式輸送機,由于張力波和前后彈性傳遞的異步性,是設計控制參數及編程設置時應特別注意的一個環節。
4.2 拉緊裝置的快速響應
拉緊裝置的作用是拉緊膠帶,使之具有保證正常運行、啟動和制動時的最小張力,避免膠帶打滑,防止膠帶在托輥組之間的垂度超過允許值。西運巷帶式輸送機采用固定式自動拉緊裝置,拉緊力較大。包括自動控制電動絞車和自動液壓拉緊裝置。可根據輸送機啟動、運行、制動運行工況的不同要求,自動調整膠帶拉緊力和響應拉緊滾筒的位置變化要求。拉緊裝置的拉緊過程,主要用于補償膠帶彈性伸長、永久伸長、托輥間屈撓率、更換滾筒時放松膠帶及儲備膠帶重新接頭時所需的附加行程。對于長距離輸送機采用軟啟動制動裝置時,特別需要進行動態設計時盡量減小拉緊過程。
4.3 長距離膠帶保護的穩定性控制
膠帶保護系統是帶式輸送機正常運行非常重要的一個環節。尤其對于長距離帶式輸送機顯得更為重要。閉鎖數量、位置設置以及各種保護和主機的響應速度都很關鍵。
西運巷帶式輸送機膠帶保護系統采用KTC101型膠帶保護系統,它采用127 V交流電壓電源供電,沿線閉鎖工作電壓為18 V直流電壓,通過實際應用發現,當距離超過3500 m時,由于電網電壓的波動,它的工作電壓有時會降至12 V直流電壓以下(接近工作電壓的最低限),有時就會出現主機掃描不到閉鎖站的情況,但此情形即刻恢復或復位,會引起停車,但主機不會報警。
5 帶式輸送機運行典型問題分析
5.1 帶式輸送機過載
西運巷帶式輸送機在剛開始運行時出現機頭3#CST在啟車過程中過載的現象,該現象表現為:當帶式輸送機啟車運行到滿速的75%左右時,CST輸出軸速度和電機功率發生突變,由于電機過載導致停車,同時3#CST伴有異常聲音。該問題曾經長時間出現,后經仔細分析查找,是拉緊裝置的原因造成CST控制響應不當,后對拉緊結構進行了改造后,過載問題得到了徹底解決。
5.2 膠帶自動停車、自動啟車
該帶式輸送機出現過自動停車和自動啟車現象。該現象首先沒有任何規律,具有隨機性,而且直觀上不能看出CST、膠帶保護以及DH+通訊網絡哪一個系統存在問題,也就是平常所說的軟故障。經過排查、監控后發現是由于膠帶保護給CST的啟車信號引起的。最后確定是由于帶式輸送機輸送距離較長,帶式輸送機保護裝置電壓降低造成的事故。后對膠帶保護系統進行了改造,增加了18 V直流電壓中繼電源, 調整了膠帶保護的掃描時間,故障得以排除。CST控制器和膠帶保護控制器信號關系見圖5。
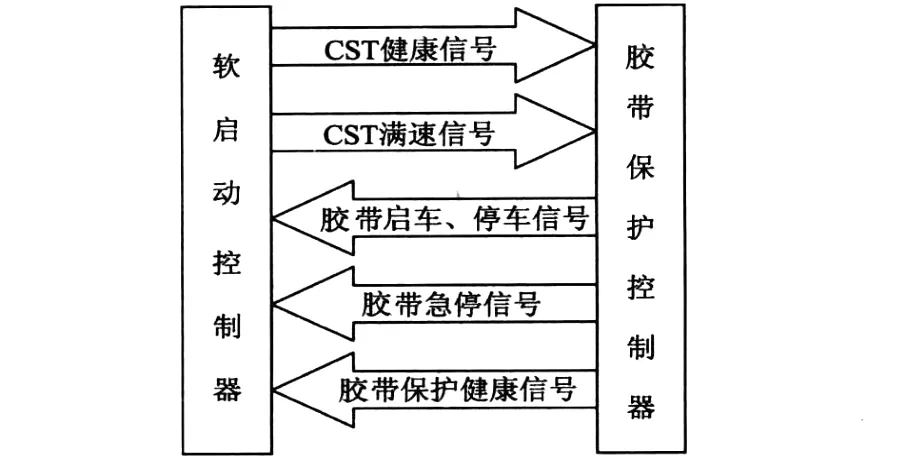
圖5 CST控制器和膠帶保護控制器信號關系
6 結束語
該帶式輸送機自投入運行已經3年多,各項參數基本平穩,運行正常,完全滿足礦井生產需要,創造了良好的經濟效益。
該多點驅動長距離帶式輸送機的實踐成功,提升了我國帶式輸送機驅動和控制技術水平,進一步推動了我國膠帶輸送核心技術的國產化。
[1] 郭建軍,郭建廷.帶式輸送機多機拖動功率平衡問題的探討[J].煤炭科學技術,2006(4)
On the head and tail drive control technology for long distanceand large capacity belt conveyor
Sun Fuqun
(Shenhua Group Corpo ration Limited,Dongcheng,Beijing 100011,China)
Taking the belt conveyor in the main haulage roadway of Wanli No.1 Coal Mine of Shendong Company as example,the paper introduces the control method of head and tail of belt conveyor,summarizes the technical highlights of controlling long distance belt conveyor as well as the key points of controlling in resent years,and analyzes the typical problems during the operation.
long distance conveying,belt conveyor,multi-points driving,drive control,CST
TD528.1
B
孫福群(1965-),男,安徽蕭縣人,教授級高級工程師,碩士研究生,長期從事煤礦設備技術及管理工作,現任神華集團公司總工程師辦公室經理。
(責任編輯 張艷華)
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
水利規劃與設計(2017年8期)2017-12-20 08:24:07
水利規劃與設計(2017年8期)2017-12-20 08:24:02
水利規劃與設計(2017年6期)2017-07-18 10:56:26
家庭影院技術(2017年12期)2017-02-06 02:32:16
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
水利建設與管理(2015年10期)2015-05-09 08:29:47