亞麻/丙綸熱塑性復(fù)合材料浸潤性能的實(shí)驗(yàn)研究
2011-12-27 08:16:34嚴(yán)濤海
中原工學(xué)院學(xué)報(bào) 2011年5期
關(guān)鍵詞:復(fù)合材料
嚴(yán)濤海,胡 星
(閩江學(xué)院,福州350108)
亞麻/丙綸熱塑性復(fù)合材料浸潤性能的實(shí)驗(yàn)研究
嚴(yán)濤海,胡 星
(閩江學(xué)院,福州350108)
將增強(qiáng)體亞麻紗線和基體丙綸復(fù)絲制成亞麻/丙綸包覆紗后進(jìn)行織造,所得的織物預(yù)型件用層合熱壓法制成復(fù)合材料.基于對(duì)復(fù)合材料厚度和復(fù)合材料剝離性能的研究,通過正交實(shí)驗(yàn)的方法分析了復(fù)合材料熱壓工藝的影響因素.結(jié)果表明,復(fù)合材料厚度和熱壓工藝對(duì)產(chǎn)品浸潤性能的影響較大.
預(yù)型件;熱塑性樹脂;復(fù)合材料;剝離性能;浸潤性能
麻纖維具有良好的力學(xué)性能,且密度低,可生物降解,已被許多人應(yīng)用于復(fù)合材料中[1].麻纖維復(fù)合材料主要應(yīng)用于汽車、建筑、土木工程、交通運(yùn)輸?shù)确矫妫?0世紀(jì)70年代中期,印度原子能研究機(jī)構(gòu)研制的麻纖維復(fù)合材料用于建造房屋、谷倉、椅子、簡易儲(chǔ)物架、托盤、管件和游船等產(chǎn)品[2].國內(nèi)外一些公司對(duì)麻纖維復(fù)合材料在汽車內(nèi)裝飾和其他部件上的應(yīng)用研究已經(jīng)取得了較大進(jìn)展[3].目前,麻纖維增強(qiáng)熱塑性復(fù)合材料的制備方法最為成熟的是短纖維和樹脂熔融共混方法[4]、麻纖維非織造布和樹脂薄膜層疊方法等[5].但由于熱塑性樹脂分子量較大,在熔融狀態(tài)下具有高粘度,導(dǎo)致這些制作方法各有不足.為了克服熱塑性樹脂流動(dòng)性差及對(duì)增強(qiáng)纖維有不良浸漬的問題,預(yù)型件技術(shù)的應(yīng)用十分有效[6].因此,基于對(duì)麻纖維復(fù)合材料厚度及其剝離性能的研究,通過數(shù)學(xué)分析的方法對(duì)麻纖維復(fù)合材料的熱壓工藝影響因素進(jìn)行分析就顯得較為重要.
1 實(shí) 驗(yàn)
1.1 包覆紗制作
采用蘭博電器有限公司LBF12-4A型數(shù)控花式捻線機(jī),將丙綸長絲以一定捻度纏繞在亞麻芯紗的表面,形成亞麻/丙綸包覆紗,纖維素的聚合度和結(jié)晶度是決定植物纖維力學(xué)性能的重要因素[7],麻纖維體積分?jǐn)?shù)為60%.基本參數(shù)配置如表1所示.
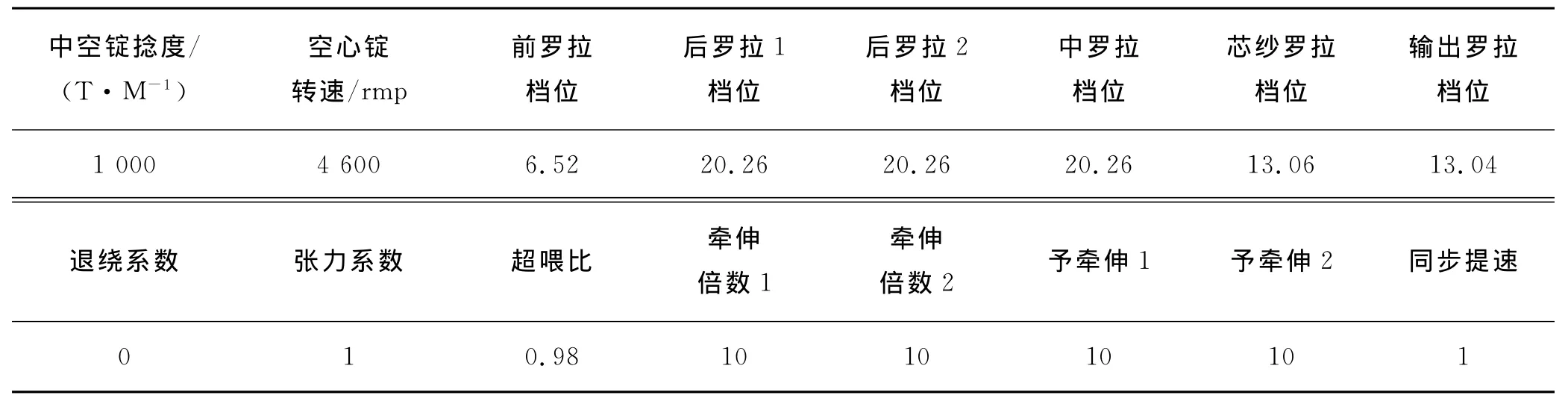
表1 花式捻線機(jī)基本參數(shù)設(shè)置
1.2 織 造
采用隆達(dá)機(jī)電公司B50-S8型自動(dòng)織樣機(jī),經(jīng)緯紗采用亞麻/丙綸包覆紗,織物組織為平紋,織物經(jīng)密為122根/10 cm,緯密為72根/10 cm.
1.3 復(fù)合材料板材制備
將織得的機(jī)織布裁成尺寸為30 cm×5 cm的樣片,鋪層數(shù)為2層,鋪層使各經(jīng)緯方向一致.熱壓成型儀器為QLB型平板硫化機(jī),冷壓儀器為XLB-350×350×2型平板硫化機(jī).模具自制,模腔尺寸為300 mm×300 mm×2 mm.聚四氟乙烯脫模紙厚度為0.1 mm.
1.4 復(fù)合材料剝離和拉伸性能測試
拉伸測試標(biāo)準(zhǔn)為GBT1447-2005,剝離測試標(biāo)準(zhǔn)為ISO5893,儀器為上海龍華測試儀器有限公司的WDW-20型微機(jī)控制電子萬能試驗(yàn)機(jī).
2 實(shí)驗(yàn)結(jié)果及分析
2.1 厚度對(duì)復(fù)合材料剝離性能的影響
模具設(shè)計(jì)厚度從0~2.0 mm等間隔取值,分別取0 mm、0.4 mm、0.8 mm、1.2 mm、1.6 mm、2 mm.熱壓工藝為:在180℃溫度下零壓力預(yù)熱1 min,保持溫度180℃,壓力7 MPa,熱壓6 min,然后在冷壓機(jī)上保持23℃,在7 MPa壓力下冷壓3 min.實(shí)驗(yàn)結(jié)果如表2所示.

表2 剝離及拉伸實(shí)驗(yàn)結(jié)果
當(dāng)模具厚度為2 mm和1.6 mm時(shí),經(jīng)查看,復(fù)合材料四周無樹脂溢出,表面手感較為生澀,有凹凸感,并且織物紗線之間空隙未被樹脂填滿.其原因?yàn)榭椢镩g隙體積大于熔化的丙綸基體的體積,基體并未完全浸潤亞麻織物.在這種情況下,復(fù)合材料浸潤性不好.當(dāng)模具厚度較小時(shí),經(jīng)高溫高壓成型工藝,織物被壓實(shí),丙綸基體被大量融化;當(dāng)織物間隙體積小于融化后的基體體積時(shí),基體就會(huì)溢出織物,同時(shí),織物被完全浸潤,浸潤性較好,復(fù)合材料板材就顯得薄而光滑.當(dāng)模具厚度為1.2 mm時(shí),板材四周有少許樹脂溢出,手感光滑,無凹凸感,織物完全被樹脂填滿.這種情況下,復(fù)合材料浸潤性較好.當(dāng)模具厚度為0.8 mm、0.4 m、0 mm時(shí),板材四周樹脂溢出較多,并且隨著模具厚度的減小,樹脂溢出的程度增大,甚至織物的一些邊紗也隨著樹脂的流動(dòng)而脫離增強(qiáng)織物組織.當(dāng)模具厚度為0.4 mm和0 mm時(shí),復(fù)合材料板材成型厚度不勻,增強(qiáng)織物形狀成為啞鈴型.
圖1所示為復(fù)合材料設(shè)計(jì)厚度與實(shí)際厚度的線性擬合圖.由圖1可以看出,設(shè)計(jì)厚度與實(shí)際厚度之間基本呈線性關(guān)系,實(shí)際厚度小于設(shè)計(jì)厚度,這說明復(fù)合材料實(shí)際厚度與其他因素有重要關(guān)系.實(shí)驗(yàn)中熱壓工藝是與之有關(guān)的,因?yàn)閺?fù)合材料直接在壓力的作用下會(huì)壓縮變形,引起樹脂流失,材料的剝離性能會(huì)發(fā)生變化.
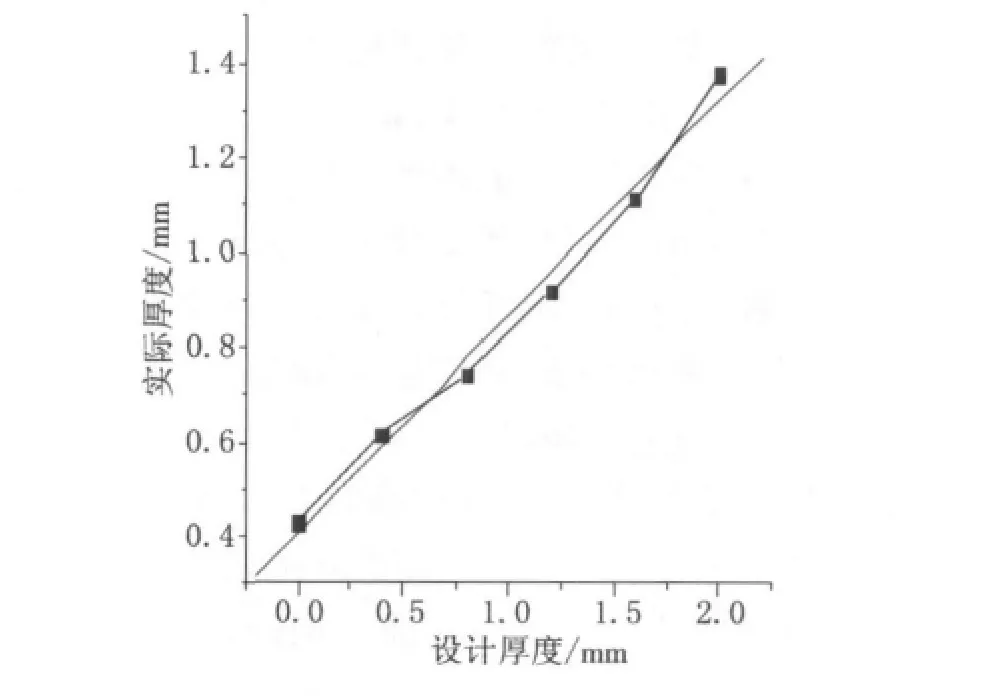
圖1 復(fù)合材料設(shè)計(jì)厚度與實(shí)際厚度的線性擬合圖
圖2所示為厚度與剝離強(qiáng)力的關(guān)系曲線圖.由圖2可以看出,隨著模具厚度從0 mm逐漸增加到1.2 mm,織物的剝離強(qiáng)力逐漸增大.在厚度從0 mm到0.4 mm間,剝離強(qiáng)力增大較為平緩;在厚度從0.4 mm到1.2 mm間,剝離強(qiáng)力增大很快;在厚度從1.2 mm到2.0 mm間,剝離強(qiáng)力先有個(gè)下降的過程,然后又重新上升,其中厚度為1.2 mm時(shí)的剝離強(qiáng)力最大,浸潤效果最好.
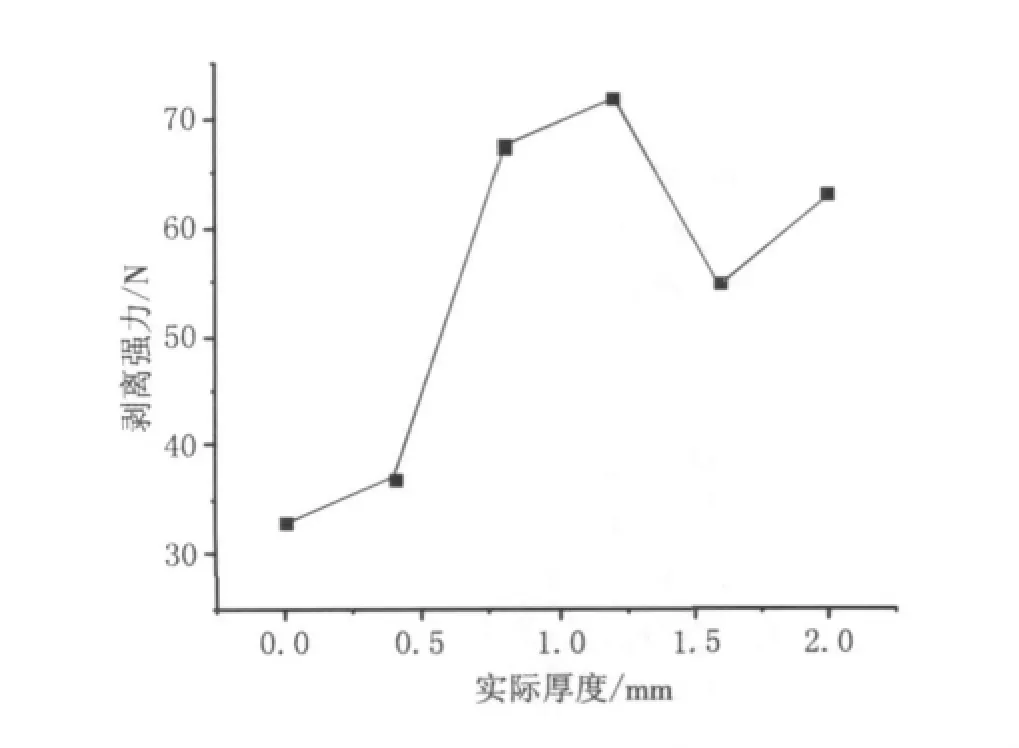
圖2 厚度與剝離強(qiáng)力的關(guān)系曲線圖
當(dāng)模具厚度較小時(shí),在高溫高壓下,熔化的樹脂被擠出織物間隙;擠出的樹脂越多,浪費(fèi)的樹脂就越多,而起增強(qiáng)作用的樹脂就越少,因此剝離強(qiáng)力較小;當(dāng)模具厚度較大時(shí),熔化的樹脂不能填滿增強(qiáng)織物的空隙,復(fù)合材料表面會(huì)有很多的孔洞,手感粗糙,浸潤效果不夠好,層間浸潤的樹脂也不夠多,因此剝離強(qiáng)力也不高;只有模具厚度居中的復(fù)合材料,樹脂剛好能充滿整個(gè)增強(qiáng)織物間的空隙,這樣條件下的亞麻/丙綸復(fù)合材料的浸潤效果最優(yōu),剝離強(qiáng)力也最大.
2.2 復(fù)合材料浸潤性能的影響因素
將織得的機(jī)織布裁成尺寸為30 cm×5 cm的樣片,鋪層數(shù)為2層.實(shí)驗(yàn)中,選取3個(gè)溫度:175℃、180℃、185℃,3個(gè)時(shí)間:5 min、6 min、7 min,3個(gè)壓力:5 MPa、6 MPa、7 MPa;選取的復(fù)合材料模具設(shè)計(jì)厚度為0.8 mm.不考慮因素之間的交互作用,對(duì)復(fù)合材料浸潤性能進(jìn)行正交實(shí)驗(yàn),實(shí)驗(yàn)方案與結(jié)果如表3所示.

表3 實(shí)驗(yàn)方案與結(jié)果
將正交實(shí)驗(yàn)所得的剝離強(qiáng)力進(jìn)行正交數(shù)學(xué)計(jì)算,得到各極差數(shù)值,進(jìn)而確定影響因素主次,如表4所示.

表4 實(shí)驗(yàn)結(jié)果處理
由表4可知,各因素對(duì)亞麻/丙綸熱塑性復(fù)合材料浸潤性能的影響由大到小依次為溫度、壓力、時(shí)間,并且其最佳浸潤效果的熱壓工藝為溫度175℃、時(shí)間5 min、壓力7 MP.
將各因素進(jìn)行顯著性判斷,得出各因素對(duì)實(shí)驗(yàn)結(jié)果的影響,如表5所示.

表5 復(fù)合材料剝離強(qiáng)力顯著性判斷
由對(duì)剝離強(qiáng)力的顯著性判斷可以判斷出,熱壓工藝的3個(gè)工藝參數(shù)即溫度、時(shí)間和壓力對(duì)復(fù)合材料浸潤性能的影響都是顯著的.
3 結(jié) 語
(1)相同熱壓工藝下,復(fù)合材料設(shè)計(jì)厚度與實(shí)際厚度并不完全一致,部分偏差由實(shí)驗(yàn)誤差所導(dǎo)致,兩者之間的關(guān)系近似線性關(guān)系.
(2)亞麻/丙綸熱塑性復(fù)合材料浸潤性的影響因素包括設(shè)計(jì)厚度以及熱壓工藝,復(fù)合材料浸潤性最好的設(shè)計(jì)厚度為1.2 mm,最優(yōu)的熱壓工藝為溫度175℃、時(shí)間5 min、壓力7 MP.
[1]Baley Christophe,Phillipe Edouard,Breard Joёl.Analysis:Tensile Behavior of Unidirectional Flax/Epoxy Plies[J].JEC Composites,2006,25:40-43.
[2]Bledzki A K,Gassan J.Composites Reinforced with Cellulose Based Fibres[M].Progress in Polymer Science,1999,24(2):221-274.
[3]劉麗妍,王瑞.麻纖維復(fù)合材料及其應(yīng)用[J].產(chǎn)業(yè)用紡織品,2004,22(2):37-40.
[4]張長安,張一甫,曾競成.苧麻落麻纖維增強(qiáng)聚丙烯復(fù)合材料研究[J].玻璃鋼/復(fù)合材料,2001,12(5):16-17.
[5]梁小波,楊桂成,曾漢民.劍麻纖維增強(qiáng)聚丙烯復(fù)合材料的沖擊特性研究[J].塑料工業(yè),2003,31(7):18-20.
[6]張安定,馬勝,丁辛,等.黃麻纖維增強(qiáng)聚丙烯的力學(xué)性能[J].玻璃鋼/復(fù)合材料,2004(2):3-5.
[7]盧珣,章明秋,容敏智,等.劍麻纖維增強(qiáng)聚合物基復(fù)合材料[J].復(fù)合材料學(xué)報(bào),2002,19(5):2-6.
Analysis of the Flax/PP Thermoplastic Composite Wettability
YAN Tao-h(huán)ai,HU Xing
(Minjiang University,F(xiàn)ujian 350108,China)
Flax yarn and PP can be made into pp/flax covered yarn,which is woven and made into PP/flax composites by hot pressing.Based on the thickness of composite materials and the peeling properties of the composite,composite hot technology factors through orthogonal experimental method is analyzed,and the factors of the composite wettability is studied.The results show that the composite thickness and the hot technology are the main factors of the product wettability,and forecast composite molding process to get the best composite wettability.
performs;thermoplastic resin;composite;peeling properties;wettability
TQ34
A
10.3969/j.issn.1671-6906.2011.05.013
1671-6906(2011)05-0049-04
2011-04-04
福建省教育廳科技項(xiàng)目(JB11126)
嚴(yán)濤海(1983-),男,湖北仙桃人,碩士.
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
