控制磨削加工中的自激振動的有效途徑
2011-12-28 05:21:06趙玉霞
滁州職業技術學院學報 2011年2期
趙玉霞
(滁州技師學院 ,安徽 滁州 239000)
控制磨削加工中的自激振動的有效途徑
趙玉霞
(滁州技師學院 ,安徽 滁州 239000)
切削加工中,工藝系統經常會產生振動,使工藝系統的各種成形運動受到干擾和破壞,它不僅嚴重地惡化加工表面質量,縮短刀具和機床的工作壽命,降低生產效率。提高工藝系統的抗振性和探討消除振動的措施等研究日益受到重視。
自激振動;磨削切削加工;有效途徑
切削加工中,工藝系統經常會產生振動,使工藝系統的各種成形運動受到干擾和破壞,它不僅嚴重地惡化加工表面質量,縮短刀具和機床的工作壽命,降低生產效率,而且還發出刺耳的噪音,影響工人的健康。隨著科學技術和生產的不斷發展,對加工零件的表面質量要求越來越高。因此,對加工中的機理、提高工藝系統的抗振性和探討消除振動的措施等研究日益受到重視。金屬切削加工中的振動主要有兩種類型:強迫振動和自激振動,下面主要討論自激振動產生的原因和控制自激振動的措施。
一、機械加工中的自激振動
自激振動是工藝系統沒有外力作用而由自激力自激產生的振動。切削加工中經常出現的強烈振動,這種振動是振動過程本身引起切削力的周期性變化,這個周期變化的切削力反過來又加強和維持振動,使振動系統補充了有阻尼作用消耗的能量,這種類型的振動稱自激振動。切削過程中產生的自激振動是頻率較高的強烈振動,是影響加工表面質量及生產效率的主要原因。自激振動的形成是由于加工過程本身產生的激振和反饋作用,所以若停止切削過程,即使機床繼續空運轉,自激振動也隨即消失。可以通過改變切削過程有影響的工藝參數來控制切削過程,從而限制自激振動的產生。
二、產生自激振動的學說
(一)負阻尼(負摩擦)激振原理
當切削韌性鋼材時,徑向切削分力FY開始隨著切削速度的增加而增加,但當達到某一速度極限后,則又隨著切削速度的增加而減少,實驗證明,在切削分力—切削速度曲線下降區極易引起切削自振。由切削理論可知,徑向切削分力FY的大小主要決定于切屑沿刀具前面相對滑動所產生的摩擦力。因此,切削分力的改變就意味著摩擦力的變化。摩擦力隨摩擦速度的增加而下降的特性稱為負阻尼特性。
(二)再生自激振動原理
在切削(或磨削)加工中,由于刀具(砂輪)的進給量一般不大,而刀具的負偏角又較小,當工件轉過一周又開始切削下周時,刀刃必然有切過的上一圈表面接觸,即產生重疊切削。如圖為磨削加工示意圖
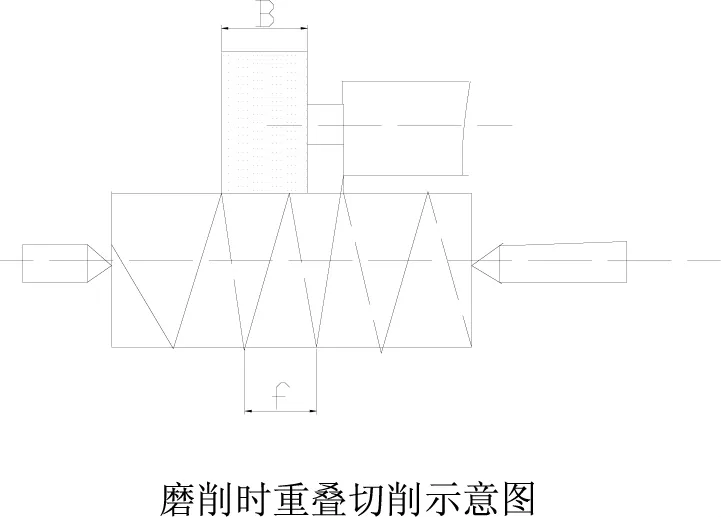
在穩定的切削過程中,由于偶然的擾動(材料的硬疵點、加工余量不均勻或其他原因的沖擊),工藝系統會產生自由振動,并在被加工表面上留下相應的振紋。當工件轉至下一轉時由于切削刀重疊部分的振紋使切削厚度發生變化,從而引起切削力的周期改變,產生再生自激振動。尤其是砂輪寬度大于工件的每轉進給量時,產生的自激現象更為嚴重。由切削過程情況分析可知,切削中再生自激振動產生的必要條件是后一轉切削的表面Y0滯后于前一轉的切削表面Y。為了減少再生自激振動,可以改變加工中某項工藝參數,使Y與Y0同相或超前一個相位角。
(三)振型藕合自激振動原理
當刃磨(銑刀,鉸刀)外圓表面時,砂輪并不發生重疊切削。從理論上講排除了再生自激振動的可能。但實際加工中,當磨削深度達到一定時,仍然會產生自激振動,這種原因是由于振型耦合產生的。為了排除再生自振的影響,必須在特定的加工條件下,使刀具總是切削到“新鮮”的金屬。如果系統在切削中一旦產生了角頻率為ω的振動,則工件同時在兩個方向以不同的振幅和相位進行振動,其合成運動為一橢圓。假定刀具假定刀具按一定的方向切削,在前半周,切削力的方向與運動方向相反,在后半周切削力方向與運動方向相同。因此,在前半周期中系統消耗能量,在后半周期中將能量輸入系統。由于在后半周期切削深度較大,故后半周期切削力大于前半周期,在一個振動周期內,輸入系統的能量大于系統消耗的能量,多余的能量足以抵償阻尼損耗,振動將得以維持。
三、控制自激振動的途徑
從以上分析可知,切削過程產生自激振動于切削過程本身有關,又與工藝系統的結構性能有關,所以消除振動的措施也是多方面。但是最主要的問題是減少內激振動。
(一)合理的選擇切削用量
1、切削速度的選擇 一般當速度在30-70m/min范圍內容易產生振動相應的振幅值較大。當切削速度低于或高于這個范圍,振動處于減弱狀態,在許多情況下采用高速切削是合理的,它既可避免自激振動,又可保證生產效率和較小的表面粗糙度。
2、增大進給量可使振幅減少 在加工表面粗糙度允許的情況下可選取較大的進給量以避免自激振動。
3、根據切削深度αP與切削寬度b的關系,當αP增大,切削寬度也增加。振動也加強。故切削寬度對振動影響很大,選擇切削深度αP時一定要考慮切削寬度b對振動的影響。
(二)增大工藝系統的剛度和阻尼 注意加強前后頂尖的剛度,做好頂尖與工件頂尖孔及頂尖與套筒,套筒與尾架的配合。工件剛度不足時采用中心架。在保證砂輪架軸承溫度升高限度內盡量減少軸承間隙,以提高軸承的油膜剛度。
(三)減小工件速度,增大砂輪速度 也就是提高砂輪與工件的速比,有利于減少自激振動當要注意砂輪速度的提高會引起強迫振動。
(四)砂輪太硬或太軟都不利于消振,要選擇適當的砂輪硬度 同時砂輪修整得銳利些可以減少自激振動。
(五)采用減振裝置
當使用上述各種措施仍然不能達到消振因此的目的時,可考慮使用液壓阻尼器進行減振。就是在原有的工藝系統上附加上一個子系統,其中包含有質量、彈簧和阻尼,并合理選擇這些參數,就可以改變原工藝系統的動態特性,使之對于激振力的響應大為降低起到減振和消振的效果。如圖所示
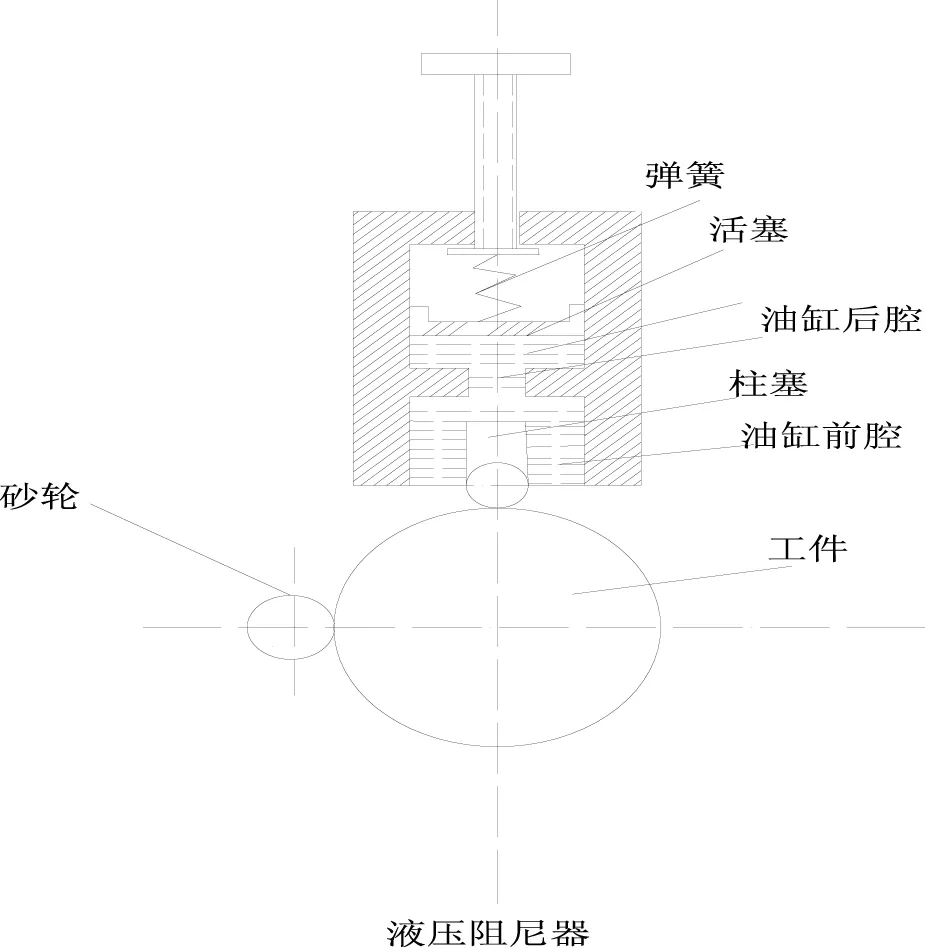
它是利用液體流動阻力作用消除振動。阻尼越大,減振的效果越好。這種減振裝置具有結構輕巧、效果顯著等優點。對于消除強迫振動和自激振動都有很好的效果,已受到廣泛的重視和應用。
[1]吳岳昆主編.金屬切削原理與刀具[M].北京:機械工業出版社,1978.
[2]趙志修主編.機械制造工藝學[M].北京:機械工業出版社,1984.
[3]顧維邦主編.金屬切削機床[M].北京:機械工業出版社,1984.
[4]陳海魁主編.機械基礎[M].北京:中國勞動社會保障出版社,2001.
TH161+.1 < class="emphasis_bold">文獻標識碼:A
A
1671-5993(2011)02-0060-02
2011-04-30
趙玉霞(1965-),女,安徽淮北人,滁州技師學院副教授。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
天天愛科學(2020年6期)2020-09-10 07:22:44
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
數學物理學報(2017年6期)2018-01-22 02:26:40
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
