大圓坯連鑄機(jī)開澆漏鋼的工藝改進(jìn)
2012-01-04 14:09:00鄧志勇
天津冶金 2012年2期
關(guān)鍵詞:工藝
李 虎,李 龍,鄧志勇
(天津鋼鐵集團(tuán)有限公司煉鋼廠,天津 300301)
大圓坯連鑄機(jī)開澆漏鋼的工藝改進(jìn)
李 虎,李 龍,鄧志勇
(天津鋼鐵集團(tuán)有限公司煉鋼廠,天津 300301)
天鋼大圓坯連鑄機(jī)在首次熱試時采用原設(shè)計的引錠頭連接件和工藝參數(shù)后發(fā)生開澆漏鋼。為了防止開澆漏鋼的發(fā)生影響生產(chǎn),天鋼煉鋼廠經(jīng)過對引錠頭連接件、冷料結(jié)構(gòu)和工藝參數(shù)的改進(jìn)后,有效地解決了開澆漏鋼的問題,未再發(fā)生開澆漏鋼事故。
連鑄機(jī) 開澆 漏鋼 連接件 冷卻彈簧 改進(jìn)
1 引言
連鑄機(jī)開澆漏鋼危害較大,發(fā)生開澆漏鋼后除造成鋼水回爐、生產(chǎn)中斷外,還需要更換引錠頭,嚴(yán)重時還要更換引錠頭過渡節(jié),重新準(zhǔn)備中間包,至少耽誤6~8 h生產(chǎn)時間,嚴(yán)重影響生產(chǎn)節(jié)奏。
天津鋼鐵集團(tuán)大圓坯連鑄機(jī)為CONCAST設(shè)計制造,2009-12-15在外方工藝人員要求和指導(dǎo)下進(jìn)行了第一次熱負(fù)荷試車,但是中間包開澆后前3個流發(fā)生漏鋼,造成試車中止。經(jīng)過近24 h處理后,具備了再次試車的條件。
天鋼大圓坯連鑄機(jī)性能與部分參數(shù)見表1。
2 開澆漏鋼原因分析
2.1 第一次熱試時主要工藝參數(shù)(外方提供)
第一次熱試時主要工藝參數(shù)見表2。

表1 天鋼大圓坯連鑄機(jī)性能與部分參數(shù)表

表2 第一次熱試時主要工藝參數(shù)
2.2 開澆操作
開澆操作按步驟可分為:上引錠桿出結(jié)晶器上口→安裝引錠頭連接件→下拉引錠到位→塞引錠→鋪撒冷料→出苗操作→升速操作。
2.2.1 裝連接件和塞引錠操作
根據(jù)設(shè)計,鋼水到站前將鏈?zhǔn)揭V桿開出結(jié)晶器上口100 mm,安裝連接件;在下拉引錠桿到引錠頭距結(jié)晶器上口700 mm處開始用石棉繩補充塞緊引錠頭與結(jié)晶器銅管之間的縫隙,保證縫隙塞緊、填平;然后在連接件底板上按20~30 mm均勻鋪撒鐵釘屑;最后在結(jié)晶器銅管壁上涂抹菜籽油。
2.2.2 出苗操作
大包到站開澆后,中間包內(nèi)鋼水達(dá)到15 t時,澆鋼工手動打開一流與六流塞棒,開始出苗操作,要求前期開啟度不能太大,以免沖散鐵屑;一、六流起步正常后再打開二、五流。鋼水在結(jié)晶器內(nèi)液位上升到設(shè)定位置(液位檢測到鋼水液位達(dá)到設(shè)定的20%)時,拉矯機(jī)自動啟動,從打開塞棒到拉矯機(jī)啟動之間的時間即稱為出苗時間,設(shè)計要求出苗時間控制在30~50 s內(nèi)。第一次熱試時,一、二、六流出苗時間分別為43 s、37 s、26 s。
2.2.3 起步升速操作
鋼水在結(jié)晶器內(nèi)達(dá)到設(shè)定液位時拉矯機(jī)啟動,設(shè)定拉速從0.3 m/min經(jīng)過24 s均勻升速后到0.6 m/min。第一、二、六流從起步后分別經(jīng)過60 s、26 s、76 s后發(fā)生漏鋼,熱試中止。
2.3 漏鋼原因分析
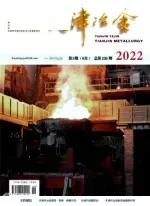
從圖1原設(shè)計中引錠頭連接件安裝圖中可知,連接件的作用主要是上掛鉤將初始鋼水注流分散并進(jìn)行強(qiáng)冷,盡快形成坯頭與引錠頭通過下掛鉤相連;鐵釘屑的作用在于使鋼水不直接與連接件底板和石棉繩相接觸,緩解鋼水對連接件底板的沖擊;石棉布的作用是托住鐵釘屑;對初始鋼水起冷卻作用的,除了鐵釘屑和結(jié)晶器銅管外,主要依靠連接件上掛鉤與鋼水凝固后,形成一體進(jìn)行拉坯。結(jié)合漏鋼發(fā)生的情景及坯頭照片來看,主要存在以下兩個問題。
2.3.1 連接件及冷料對鋼水冷卻強(qiáng)度不夠
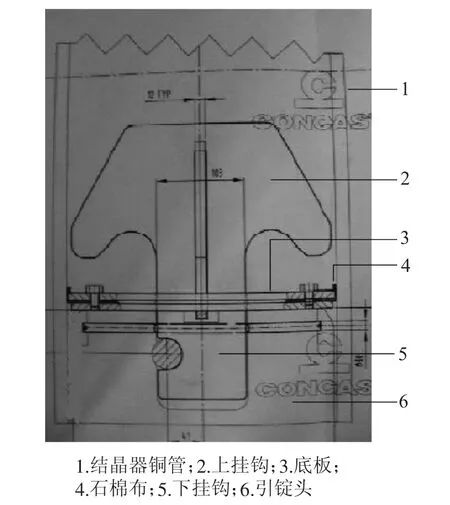
圖1 原設(shè)計中引錠頭連接件安裝圖
鋼水沖擊連接件上掛鉤后沒有得到足夠的冷卻,就會直接沖刷鐵釘屑,繼而對連接件底板帶來更大的沖擊,底板沖漏后發(fā)生漏鋼(如圖2中二流)。因此,連接件對進(jìn)入結(jié)晶器的初始鋼水的冷卻強(qiáng)度過小是一個薄弱環(huán)節(jié),是發(fā)生漏鋼的關(guān)鍵原因,而且在實際操作中,即使底板沒有被沖漏,上掛鉤底部經(jīng)高溫鋼水沖擊后強(qiáng)度降低,容易被拉斷,使時引錠桿與坯頭脫離。

圖2 二流漏鋼后結(jié)晶器內(nèi)照片
2.3.2 起步后拉速上升過快
起步時引錠桿運行的距離:

式中,v0——拉矯機(jī)啟動時初始速度,0.3 m/min;
vt——設(shè)定起步正常后拉速,0.6 m/min;
t0——起步時間,24 s;
t——拉矯機(jī)運行時間。
各流漏鋼時各流引錠運行長度分別為:


圖3 一流漏鋼后的坯頭
從圖3可以看出,一流出結(jié)晶器后連接件底部坯殼與邊部拉斷,鋼水漏出。說明連接件和鐵釘屑的冷卻強(qiáng)度較小,且初生鋼水在結(jié)晶器內(nèi)停留時間過短,初生坯殼薄,在升速時速度過大,初生坯殼受力過大造成拉斷。從圖2可以看出,二流連接件上掛鉤十字鉤頭已被沖化,無法起到冷卻和拉坯作用,鋼水直接將底板沖漏。說明該部位受鋼水直接沖擊,冷卻效果差,對底板沒有起到保護(hù)作用。
3 改進(jìn)引錠頭連接件及冷料
3.1 改進(jìn)引錠頭連接件
根據(jù)2.3.1節(jié)中的原因分析,連接件上半部分對初始鋼水的冷卻強(qiáng)度不夠,因此應(yīng)該改進(jìn)連接件的結(jié)構(gòu),增強(qiáng)連接件對初始鋼水的冷卻強(qiáng)度。
在連接件上掛鉤立板上打孔,每個孔中穿入4根“U”形鐵棍(如圖4所示),以此減少初始鋼水對連接件的直接沖擊,分散鋼水注流,增大冷卻強(qiáng)度。鐵棍的技術(shù)條件如下:材料:Φ10 mm鋼筋;總長度:500 mm;單重:0.3 kg;使用數(shù)量:16 根。
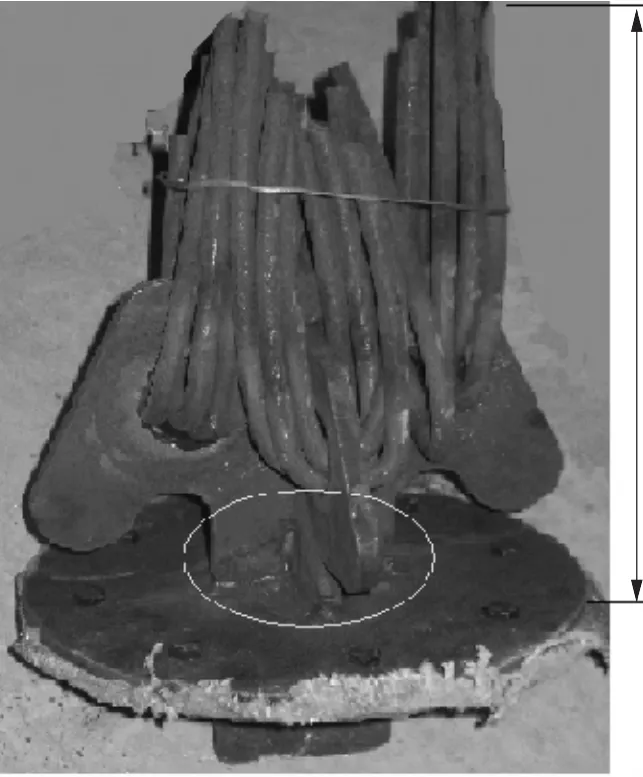
圖4 改進(jìn)后的引錠頭連接件
3.2 增加彈簧作冷料
為避免初始鋼水沖開鐵釘屑后對連接件上掛鉤底部以及底板造成直接沖擊,立板過熱,底部十字(如圖4所示位置)被拉伸,甚至拉斷,造成脫鉤,冷卻強(qiáng)度必須增大,采用彈簧(如圖5所示)。冷卻彈簧技術(shù)條件如下:材料:Φ5 mm線材;彈簧內(nèi)徑:Φ40 mm;螺紋間距:15 mm;彈簧長度:120 mm;單重:0.2 kg;使用數(shù)量:約20個。
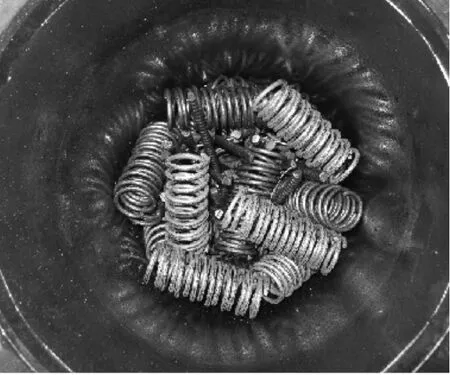
圖5 使用彈簧作冷料
由于彈簧之間有間隙,不會阻礙鋼水的流動,同時碼放均勻,既增大了冷卻強(qiáng)度,又能保證初生鋼水在坯頭部位的均勻填充,避免事故。
3.3 冷卻效果測算
3.3.1 鋼水凝固時放出的熱量
假設(shè)注入連接件周圍的初生鋼水出結(jié)晶器時完全凝固,放出的熱量為:
根據(jù)公式(2)、(3)計算,連接件周圍的初生鋼水(Φ310 mm,斷面l=350 mm)完全凝固時放出的熱量約為75 500 kJ。
3.3.2 冷料熔化吸收的熱量
在連接件上增加鐵棍和冷卻彈簧后吸收熱量為:

式中,Q吸1——增加的固體鋼吸收的熱量,kJ;
M——增加的鐵棍與彈簧的總重量,kg;
C——固體鋼的質(zhì)量熱熔,0.714 kJ/kg·K;
ΔT——固體鋼溫度增加值,按1 500 K計算;
L——鋼的熔化潛熱,366 kJ/kg。
假設(shè)增加的鐵棍和冷卻彈簧全部熔化,則吸收初始鋼水的熱量為:

3.3.3 結(jié)晶器一次冷卻水帶走的熱量
結(jié)晶器內(nèi)一次冷卻水升溫帶走的熱量為:

假設(shè)結(jié)晶器一次冷卻水溫度升高7 K,當(dāng)初生鋼水在結(jié)晶器內(nèi)停留時間為50 s時,根據(jù)式(5),結(jié)晶器一次冷卻水帶走的熱量約為63 000 kJ。

因此,在以上條件下,鋼水完全凝固放出的熱量約等于冷料熔化吸收的熱量與結(jié)晶器一次冷卻水帶走的熱量之和,說明鋼水此時能夠完全凝固。而根據(jù)實際生產(chǎn)經(jīng)驗,連接件周圍的鋼水并未完全凝固,但可以形成足夠厚度與強(qiáng)度的坯殼,滿足拉坯要求,出結(jié)晶器后經(jīng)過二冷水的進(jìn)一步冷卻保證不會發(fā)生漏鋼。
4 改進(jìn)開澆工藝參數(shù)及操作
4.1 改進(jìn)開澆工藝參數(shù)
根據(jù)2.3.2節(jié)的原因分析,開澆后升速太快時初生坯殼受力過大,而此時初生坯殼較薄,強(qiáng)度不夠,易造成拉裂漏鋼。為滿足3.3.3節(jié)中初生鋼水在結(jié)晶器內(nèi)停留時間大于50 s的假設(shè)條件,對原設(shè)計中拉矯機(jī)啟動時初始速度、設(shè)定起步正常后拉速及起步時間進(jìn)行修改,結(jié)合(1)式計算原理,將 v0、v1、t0分別改為如表3所示的工藝參數(shù)。

表3 改進(jìn)后開澆工藝參數(shù)
4.2 對操作的影響
改進(jìn)連接件結(jié)構(gòu)、增加冷卻彈簧,通過加大對初始鋼水的冷卻強(qiáng)度,降低起步拉速、延長起步時間,坯頭在結(jié)晶器內(nèi)停留時間延長,一次冷卻帶走熱量增加。要求塞棒開澆時開啟度適當(dāng)增加,防止開澆時鋼水沖擊力太小、不能熔化冷料、不能盡快將引錠頭區(qū)域分布的冷料均勻熔化,造成事故。同時,引流時較大的塞棒開啟度可有效促進(jìn)鋼水在中間包內(nèi)的流動,加速鋼水溫度的均勻,降低開流時中間包底部低溫鋼水對開流絮死的影響。
5 效果
采用以上改進(jìn)制作,12月16日,我廠人員獨立操作進(jìn)行第二次熱試,開澆六個流均正常,脫引錠正常,達(dá)到預(yù)期效果(如圖6所示),熱試成功。
熱試完成轉(zhuǎn)入正式生產(chǎn)后對以上工藝改進(jìn)方案推廣應(yīng)用到兩臺連鑄機(jī),編寫操作說明書。為方便操作,對連接件進(jìn)一步優(yōu)化,將鐵棍和彈簧直接焊接在連接件上,成套安裝提高作業(yè)效率。截至2011年3月底,兩臺方圓坯連鑄機(jī)均未發(fā)生開澆漏鋼事故,開澆六流率達(dá)100%。我廠對外方原始設(shè)計中引錠頭連接件結(jié)構(gòu)、冷料和開澆工藝參數(shù)的改進(jìn)有效地解決了開澆漏鋼的問題。
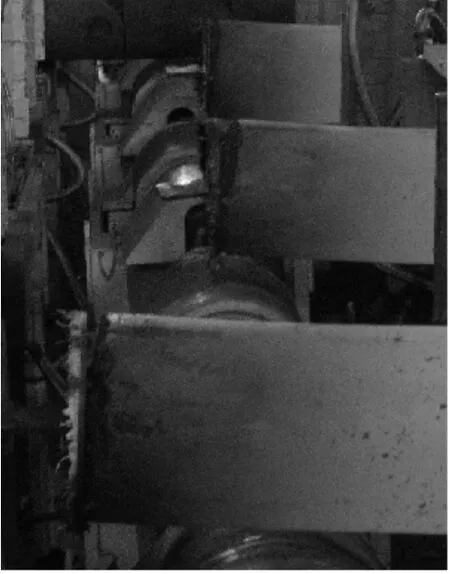
圖6 第二次熱試脫引錠后坯頭
[1]廖利輝,孫云虎.控制開澆引錠頭漏鋼的工藝改進(jìn)[J].鋼鐵研究,2003(5):17-20.
[2]孫鳳曉.板坯連鑄開澆漏鋼控制措施 [J].山東冶金,2004(4):10-11.
[3]孫福來,鄧志勇.天鋼大圓坯連鑄機(jī)熱坯壓力的調(diào)試[J].天津冶金,2011(4):19-21.
Process Improvement on Breakout at Cast Starting of Round Bloom Caster
Li Hu,Li Long,Deng Zhiyong
(TISG Steel-making Subsidiary,Tianjin 300301,China)
Breakout took place when the originally designed dummy bar head connection and process parameters were adopted at the first hot commissioning of TISG Round Bloom Caster.In order to prevent the breakout from affecting the production,Steel-making Subsidiary improved dummy bar head connection, cold material structure and process parameters.As a result,the breakout at casting start was effectively solved and eliminated thoroughly.
caster,casting start,breakout,connection,cooled spring,improvement
李虎(1986—),男,陜西長武人,主要從事連鑄工藝技術(shù)工作。
(收稿 2012-01-20 編輯 潘娜)
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52