冷連軋電氣控制系統的研發
2012-01-04 14:08:50趙云濤王勝勇盧家斌葉剛橋中冶南方武漢自動化有限公司武漢43020
天津冶金 2012年2期
趙云濤,王勝勇,盧家斌,葉剛橋,蔣 瑛(中冶南方武漢自動化有限公司,武漢 43020)
冷連軋電氣控制系統的研發
趙云濤,王勝勇,盧家斌,葉剛橋,蔣 瑛(中冶南方武漢自動化有限公司,武漢 43020)
在深入分析多套冷連軋系統優缺點的基礎上,研究開發了一套用于五機架六輥冷連軋的電氣解決方案。闡述了控制系統的整體架構,介紹了厚度控制、液壓壓下控制、速度控制、張力控制及板形控制等工藝控制功能及主要特點。測試表明該系統具有較高的可靠性,控制精度達到國內先進水平。
冷連軋機 電氣控制系統 工藝控制
1 引言
與單機架相比,連軋機具有生產率高、產品質量容易控制和容易實現機械化與自動化等優點,得到愈來愈廣泛的應用。在連軋過程中,整個機組的機械、電氣設備特性參數和工藝參數之間存在著相互聯系、影響和制約的關系,從而使其特性非常復雜。
自2003年以來,我國新建了不少冷軋板帶生產線,到2011年底,國內的連軋機組已達到數十套,但五機架連軋機控制系統基本上被國外大型電氣公司所壟斷。為此,通過分析大型國有企業引進的多套全連續五機架連軋機組的優缺點[1-3],并總結多年冷連軋機電控裝置的研發、設計、生產經驗,結合國內機械制造水平,以新的軋制工藝為指導,研究開發了一整套可用于大壓下率、全連續、高產量、低成本、低投入的五機架六輥冷連軋機組電氣控制系統。該系統的成功研制為鋼鐵企業在國內冷軋帶鋼市場競爭中取得優勢提供了保證。
2 機組情況
2.1 系統性能參數
最大軋制壓力:16 500 kN;軋機出口軋制速度:最大1 250 m/min;帶鋼分切速度:最大250 m/min;卷取張力:最大72 000 N;軋制力矩:最大238 kN·m;帶鋼成品厚度:0.2~2.5 mm;帶鋼成品寬度:700~1 300 mm。
2.2 機組布置
五機架冷連軋機組由開卷機、張力輥、活套、1#~5#六輥冷軋機、飛剪和輪盤卷取機等主要機械設備組成。機組在 1#機架入口、1#~2#、2#~3#、3#~4#、4#~5#機架間及5#機架出口設有張力計,1#機架入出口和5#機架出口各有一臺測厚儀,以測量來料厚度和成品厚度,1#機架出口和5#機架入出口各有一臺測速儀,檢測帶鋼速度,參與秒流量控制,5#機架出口配置板形測量裝置;每個機架均為交流傳動系統,為工作輥傳動;輥縫按工藝自動設定,壓下系統采用全液壓壓下裝置。
3 電氣控制系統
五機架冷連軋電氣控制系統主要由供配電、傳動、基礎自動化和儀表以及過程自動化系統構成。
供配電系統充分考慮連軋機組負荷分配和可靠性,具有先進的綜合自動化保護系統,根據實際需要決定是否配置補償和濾波裝置。
傳動全部采用交流電機,調速裝置采用數字式交流變頻器。輔傳動系統主要對一些小功率的異步電機進行控制,例如對開卷機、張力輥以及一些小傳動輥的控制。采用“PWM型交直交變頻+鼠籠異步電機”調速系統,變頻裝置選用SIEMENS公司最新推出的Sinamics S120系列矢量變頻調速裝置,具有控制精度高、運行可靠,采用模塊化結構,易于維護等優點。根據生產線的特點,采用公共直流母線的多電機接線方案。軋機主傳動采用中壓調速系統,使用三電平矢量控制技術以實現速度控制、電壓控制、電流控制、轉矩控制、慣性補償、緊急停車控制、故障診斷和報警顯示、電機保護及與上級自動化系統的通訊等功能。
在選用基礎自動化系統的電控裝備時,更多地考慮裝備的先進性、可靠性、可擴展性和將來操作維護的方便性。系統選用西門子最先進的64位控制器TDC為軋機工藝控制器,其他控制器均為西門子高性能的PLC S7-400,在考慮安全性時選用了SIEMENS公司的PLC S7-300F故障安全系統,提高了整個機組的安全級別。基礎自動化系統設置了6個TDC機架,1個PLC機架,1個S7-300F機架及多套ET200M站。基礎自動化系統控制軟件實現先進秒流量控制、高精度板形控制以及實時的診斷功能,具有控制精度高、系統響應快、配置靈活等特點。
整個機組基礎自動化和儀表系統的各控制元器件均集成在以TDC及S7-400系統為核心的自動化系統中,通過Ethernet及Profibus-DP網絡將各變頻調速裝置、遠程IO站及成套機械設備控制系統聯成一體,通過HMI及工程師站可以顯示及操作基礎自動化系統中的每一個設備,這種高集成使基礎自動化系統性價比更加優越。HMI由2臺HMI服務器(一用一備)和多臺HMI客戶機組成。采用標準化的軟件結構,從而保證了系統有更好的協調性、畫面顯示更標準、信息報警系統更完善及操作維護更方便(在高集成網絡系統基礎上)等特點。
過程自動化系統由2臺服務器和2臺工程師站組成,實現數據收集、模型計算、軋制規程和設定值計算功能。系統結合生產工藝構建模型,采用神經網絡等高級算法進行計算。
4 系統主要控制功能
4.1 自動厚度控制(AGC)
帶鋼質量最重要的指標之一是獲得厚度精度,帶鋼厚度偏差來自于兩個方面:一為冷軋前道工序來料的產品本身偏差,另一為冷軋自身產生的偏差。為達到厚度控制要求,冷連軋自動厚度控制功能由粗調AGC和精調AGC組成[4]。粗調AGC由前面機架實現,設置了第1機架的反饋AGC控制、前饋AGC控制,秒流量AGC控制、第2機架的前饋AGC控制。
流量AGC就是根據軋制帶鋼質量不變原理,測量并控制出口帶鋼厚度。根據帶鋼的入口厚度、入口速度和出口速度計算出口厚度偏差進行控制,由于速度信號和厚度信號的測量精度都能達到很高的要求,而且入口側厚度偏差可以精確測量,并且能準確得計算出達到機架輥縫咬合處的時間,所以流量AGC可以達到很高的控制精度。
流量AGC控制是根據秒流量體積恒定原理實現的,秒流量AGC控制原理見圖1。
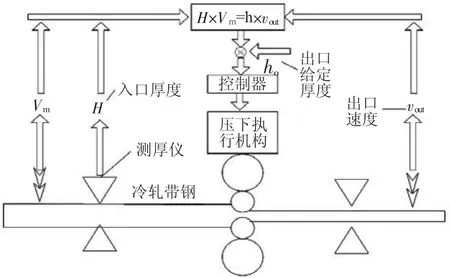
圖1 秒流量AGC控制原理圖
秒流量體積恒定原理是單位時間內機架入口流入的軋件體積和機架出口流出的軋件體積相等,即:

式中,Bin為機架入口軋件寬度;H為入口軋件厚度;Vin為入口軋件速度;Bout為軋件出口寬度;h為軋件出口厚度;vout為軋件出口速度。
在軋制過程中由于所軋帶鋼寬度方向變化很小,因此可認為 Bin=Bout,則有:

公式(2)為上述的秒流量體積恒定方程。
由公式(2)推導可得

在目前微米級AGC控制方式中,秒流量AGC控制由于控制精度高,適應范圍廣,得到了廣泛使用。秒流量AGC控制對機組測速系統精度要求很高,本系統中把秒流量原則擴展到冷連軋機的入口張力輥,作為軋制量為0的0機架。
精調AGC的控制環節主要由4、5機架反饋AGC,5機架前饋AGC,流量AGC等組成。
此外,在軋制過程中還設置了各種補償功能,使用的補償包括軋輥偏心補償、軋制效率補償、入口張力輥加速度補償和卷取機加速度補償等,用于最優化的控制性能。
4.2 液壓輥縫控制
輥縫控制主要設置輥縫位置控制、軋制力控制、傾斜控制、單側軋制力控制、隨動控制、單側位置控制等功能。輥縫控制的執行機構是牌坊上的主液壓缸,輥縫實際值檢測由液壓缸內的位移傳感器測量,而實際軋制力則通過裝在液壓缸內的壓力傳感器或者機架上的壓頭來測量。
輥縫位置控制使用傳動側和操作側液壓缸實際位置的平均值,與位置的參考值比較后進行控制。軋制力控制器使用兩側液壓缸實際軋制力的合力進行控制,軋制力控制器設計為比例調節器,以獲得需要的動態性能。其中軋制力控制與輥縫位置控制為互補方式,兩種方控制式不能同時存在。而傾斜控制則作為輥縫位置控制或軋制力控制的補充,與之同時運行。
此外,系統還設計有自動抬起和快速抬起輥縫功能,以及換輥后的有帶標定、無帶標定[5],伺服閥泄露補償,蝶形補償等功能。
4.3 速度控制
速度控制包括機組協調和速度斜坡發生器兩部分。機組協調在基礎自動化系統中執行較高級的控制任務,它包括各動作的協調、啟動以及根據設備各種操作模式(穿帶或甩尾,設備的啟動和加速等),為傳動和工藝控制的控制信號進行預調整。速度斜坡發生器負責連軋機傳動系統的控制,在生產線正常生產過程中,通常會有3個不同的運轉速度,傳動裝置根據帶鋼目前的生產狀態,可以選擇是否與其他段傳動裝置耦合或者是解耦,軋機區域速度曲線如圖2所示。
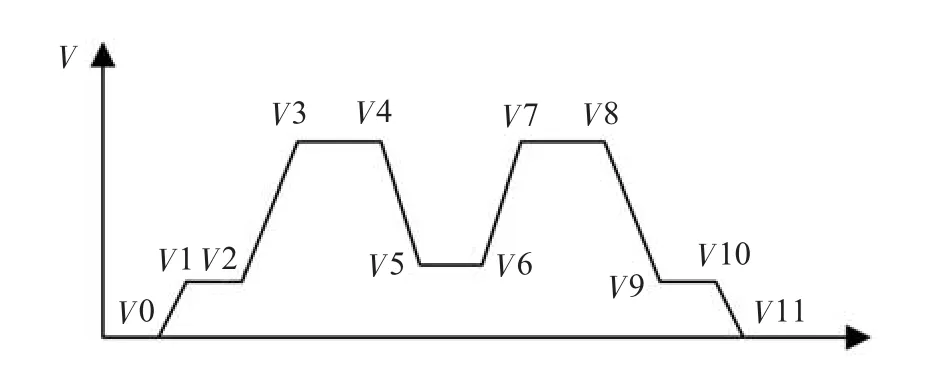
圖2 軋機區域速度曲線圖
在圖2中,V0~V1表示軋機區域在換輥完畢后的速度啟動階段;V1~V2為爬行速度階段;V2~V3表示升速軋制階段;V3~V4表示以最高速度運行階段;V4~V5表示焊縫將要進入軋機區域,啟動減速階段;V5~V6表示以過焊縫速度運行;V6~V7表示焊縫已通過軋機區域,啟動升速階段;V7~V8與V3~V4階段一致;V8~V9表示需進行換輥的降速過程;V9~V10表示以爬行速度運行階段;V10~V11表示啟動降速直至停車過程;換輥結束后,重復執行上述階段。
4.4 張力控制
張力是冷連軋軋制過程重要的狀態變量,可防止軋件跑偏、使帶鋼板形平直、降低金屬的變形擾動和變形功。實際張力是通過測量輥兩側安裝的張力計來檢測的,當帶鋼通過測量輥時將產生徑向力,然后利用平衡原理即可計算出具體數值。
機架間的張力控制可通過調節后一機架的液壓壓下位置(或軋制力)來完成,也可通過調節后一機架的主電機速度來調節。在控制系統中張力控制器采用傳統的PI控制器,圖3為機架間張力控制實現策略。
開(卷)取機的張力控制由轉矩控制方式來實現,使開(卷)取機以恒張力的開(卷)取特性工作,并具有卷徑計算、磁通補償、慣性補償、摩擦損耗補償、斷帶保護等功能[6]。
4.5 板形控制
板形的實時測量是由5#機架后的板形輥來檢測的。板形輥由實心鋼軸組成,沿寬度方向分成多個測量區,每個測量區內沿軸向在測量輥的四周均勻分布著四個溝槽以放置磁彈性傳感器。在帶鋼縱向張力作用下,當帶鋼被測量輥偏轉時,將給測量輥施加徑向力。通過測量輥測出的各測量區內的局部徑向應力可以計算出各測量區內帶鋼的張應力,進而計算出各測量區內帶鋼的平直度。控制系統通過比較板形儀實測的各個測量段的平直度值與目標平直度所規定的各測量段的目標值,根據板形偏差計算出調節量,然后通過軋輥傾斜控制、工作輥正負彎控制、中間輥正彎控制、中間輥竄動控制和分段冷卻等手段來調整帶鋼板形。
5 機組控制系統特點
主操作臺設有人機界面,用以機組狀態顯示、故障診斷和報警等;
基礎自動化和過程自動化系統完備,采用現場總線及快速以太網構成全機組網絡系統。采用西門子TDC控制器,保證控制系統響應的快速性和穩定性。
五機架全液壓(AGC)自動厚度控制,包括前饋AGC、監控AGC和秒流量AGC,滿足產品厚度精度要求。
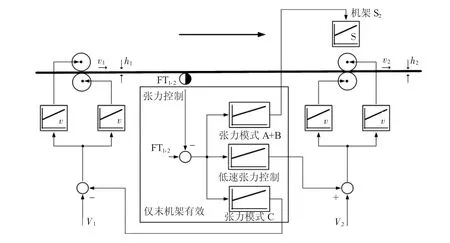
圖3 機架間張力控制策略圖
板形控制具有預設定、前饋控制、閉環控制,并設置工作輥正負彎輥,中間輥正彎輥及橫移控制,軋輥分段冷卻控制。
軋制工藝參數自動設定,打印報表功能,系統數據采集、顯示、存儲等。
斜楔自動調整,工作輥、中間輥快速換輥。
從開卷到卷取實現全連續生產,機組配置有自動焊機、入口活套、出口飛剪和輪盤卷取機,設置自動上卷,具有高度和寬度對中功能。
整個軋制過程中實現了張力自動閉環控制,保證了產品的質量和成品率,并有斷帶保護、事故報警功能。
設置動態變規格功能,通過精確跟蹤楔形段起始點和結束點來依次改變壓下位置、機架間張力和軋制速度,從而使新的軋制規程在不停車情況下完成自動設定,進而提高了產品質量和產量。
主傳動采用先進的交直交變頻方案。
6 系統實施效果
目前,控制系統測試已經完成,該系統采用性價比極高的電氣配置,既適應了生產工藝要求,又降低了設備的成本,同時設備的可靠性、無故障率得到很大提高,投資只有進口同類生產線的1/3。通過測試,機組可穩定運行在1 200 m/min以上。機組能夠生產板形良好的產品,精度達到±8I以內,厚度精度可達到±1%以內,產品質量可達國內同類機組先進水平。
7 結束語
冷軋板帶廣泛用于汽車、家電、建材、包裝等行業,其產量和質量水平反映了一個國家鋼鐵工業技術水平的強弱。但目前五機架連軋機控制系統基本上被國外大型電氣公司所壟斷,為此,中冶南方投入了大量優秀人力、物力用于本套冷連軋電氣控制系統研發。本文詳細介紹了系統的硬件配置、系統結構、軟件功能和技術特點。該系統的成功對我國冷連軋機組電氣控制系統降低建設投資費用,推動技術升級,提高冷軋領域的自主創新程度具有重要的現實意義。
[1]王文江.邯鋼1780酸洗-冷連軋機組技術裝備及工藝[J].河北冶金,2003(6):3-6.
[2]李光輝.漣鋼冷連軋機板形控制技術的分析與優化[J].上海金屬,2008,30(2):32-36.
[3]楊清毅,崔桂梅.包鋼酸洗冷連軋機組自動化控制系統簡介[J].包鋼科技,2009,35(2):42-44.
[4]胡洪林,薛錄雨.八鋼1422冷連軋機AGC控制策略簡析[J].新疆鋼鐵,2005(1):9-11.
[5]丁建培,劉冰.天鐵1 750 mm熱軋線粗軋機輥縫標定計算[J].天津冶金,2011(3):35-37.
[6]季寶偉,呂金,周先杰,等.卡羅賽爾卷取機在冷軋生產線中的控制及應用[J].電氣傳動,2011,41(10):41-43.
Research and Development of Electric Control System of Continuous Cold Rolling
Zhao Yuntao,Wang Shengyong,Lu Jiabin,Ye Gangqiao,Jiang Ying
(WISDRI (Wuhan)Automation Co.,Ltd.,Wuhan 43020,China)
On the basis of the in-depth analysis of advantages and disadvantages of several cold rolling systems,the authors developed an electric system solution for five-stand six-roll continuous rolling mill.This paper expounds the integral architecture of the control system and introduces the control functions and main features of thickness control,hydraulic screw-down control,speed control,tension control and plate profile control.Tests showed that the system was reliable and its control precision reached advanced level domestically.
continuous cold rolling,electric control system,process control
趙云濤(1982—),男,內蒙赤峰人,博士,工程師,主要從事軋機和平整機組電氣控制系統的研發及設計工作,E-mail:zyt1013@126.com。
(收稿 2012-03-01 編輯 潘娜)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45