樹脂砂型涂料在線過濾裝置的開發
2012-01-06 05:16:10楊和霖庹文海
中國鑄造裝備與技術 2012年1期
楊和霖,蔡 運,何 偉,庹文海
(株洲九方鑄造有限責任公司,湖南株洲市 412001)
樹脂砂型涂料在線過濾裝置的開發
楊和霖,蔡 運,何 偉,庹文海
(株洲九方鑄造有限責任公司,湖南株洲市 412001)
該裝置使涂料實現封閉循環,涂料在加入攪拌桶后,通過管道流進靜置桶,進入隔膜泵到淋涂槽,再到過濾網回到靜置桶,從而實現了涂料在線過濾的要求。
樹脂砂;涂料;過濾裝置;設計
1 前言
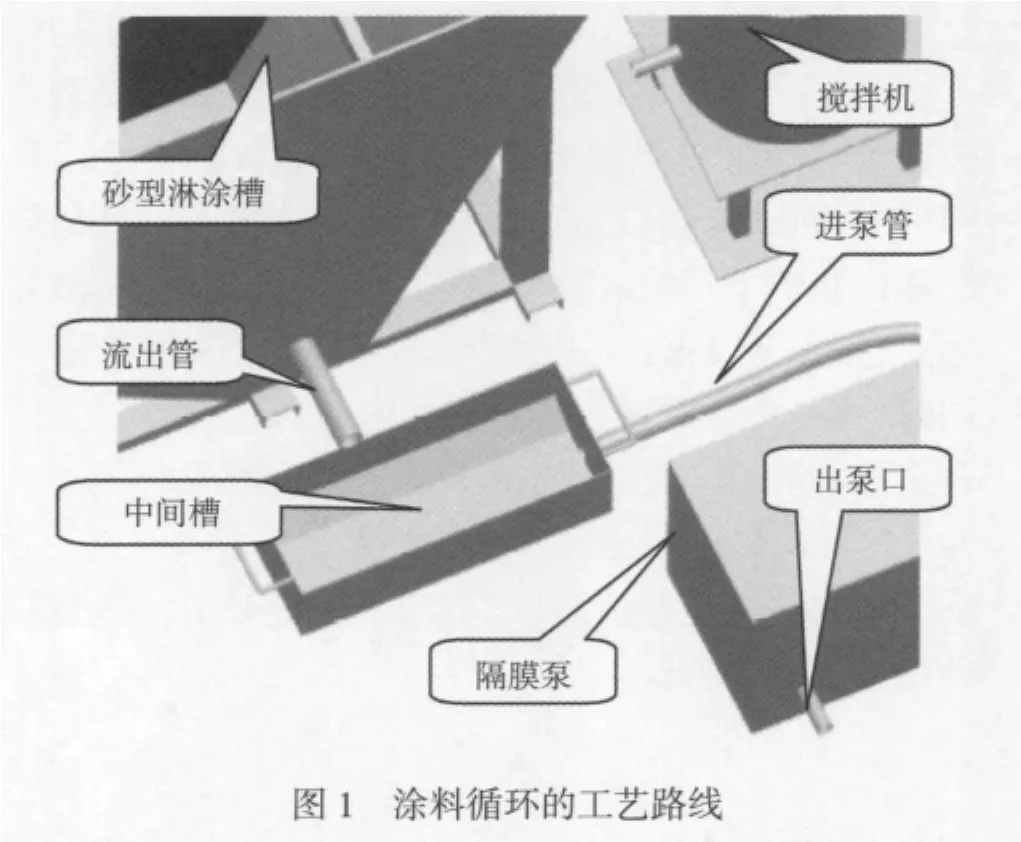
我公司對呋喃樹脂砂砂型采用淋涂工藝進行涂料涂覆,涂料在攪拌機中配置好后,手工加入中間槽,涂料經過進泵管、隔膜泵、出泵口在淋涂槽上淋涂到砂型上,從砂型上流下的涂料經過流出管回到中間槽,涂料循環的工藝路線見圖1。由于樹脂砂砂型表面的浮砂(主要是背砂層面)在砂型翻轉的過程中,跌落到淋涂槽中,混入涂料中,隨著涂料的循環使用最后粘附在涂層表面,造成涂層表面的不完整,從而影響到鑄件的表面質量及內在質量,因此必須對涂料中夾雜的砂粒進行過濾。
為進行涂料過濾,開始選擇的過濾方案是在流出管和中間槽之間設置靜態過濾網。原砂的粒度為40—100目,首先選擇的濾網為60目,涂料不能通過濾網,再次選擇40目的濾網出現同樣的情況,清洗干凈的濾網在前10s還可通過涂料,3分鐘后就淤積堆滿在濾網上。
2 涂料過濾原理分析
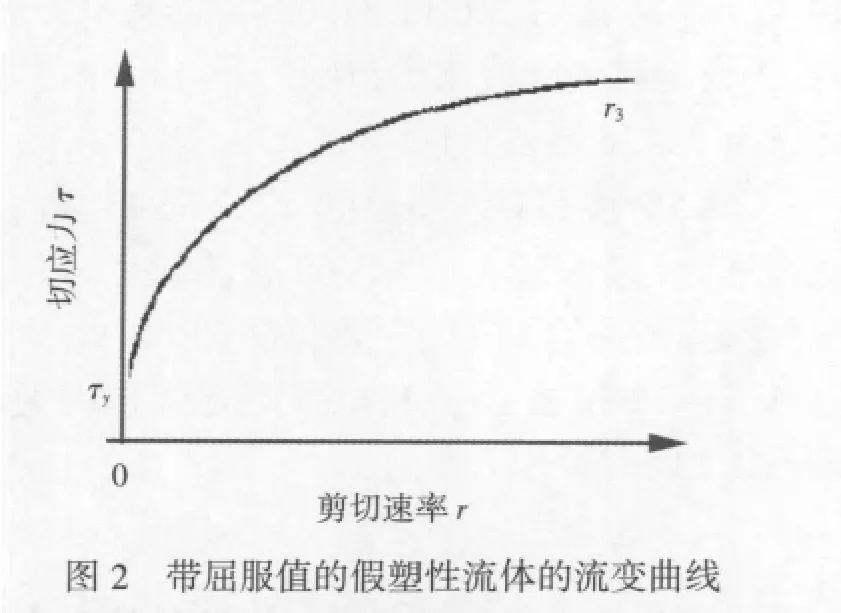
鑄造涂料為非牛頓流體[1],一般是帶有屈服值和觸變性的假塑性流體,其流變特性見圖2。如果涂料所受到的切應力小于其屈服值τy,則涂料不會產生流動。涂料從流出口接觸到篩網后,受到阻礙,其受到的剪切速率減小,導致在篩網面上的涂料切應力減小,流動性減弱,淤積一部分,后續的涂料淤積在上,導致篩網面上的涂料剪切力降低至零,最終無任何流動性,涂料就再也無法流過濾網,完全淤積在濾網上。
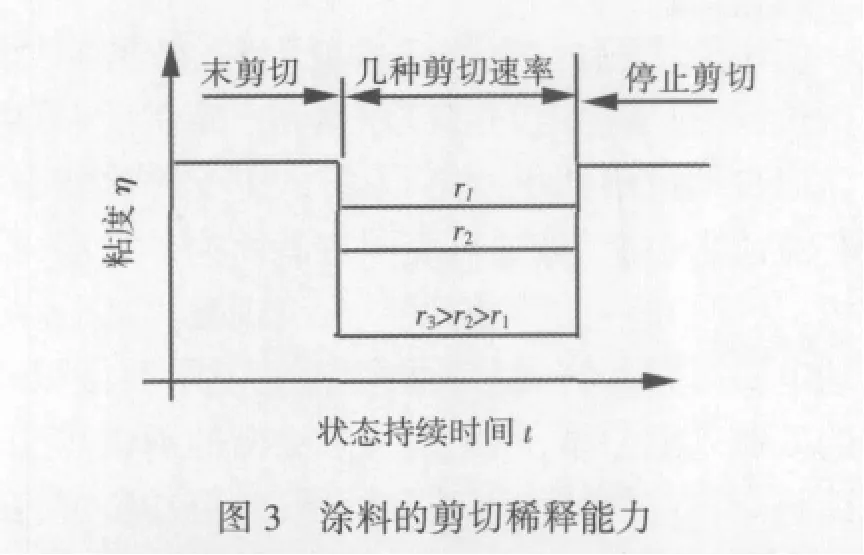
鑄造的涂料具有剪切稀釋的能力,其粘度隨著剪切率的增大而下降,見圖3。若使篩網進行運動,為篩網和涂料的接觸面提供切向力,從而在涂料內產生切應力。當該切應力超過涂料的屈服應力時,涂料就可流動而穿過篩網。由于涂料骨料一般為320目,只要選擇篩網的網眼尺寸比砂粒小,就可保證把砂粒過濾出來。
3 涂料過濾裝置設計
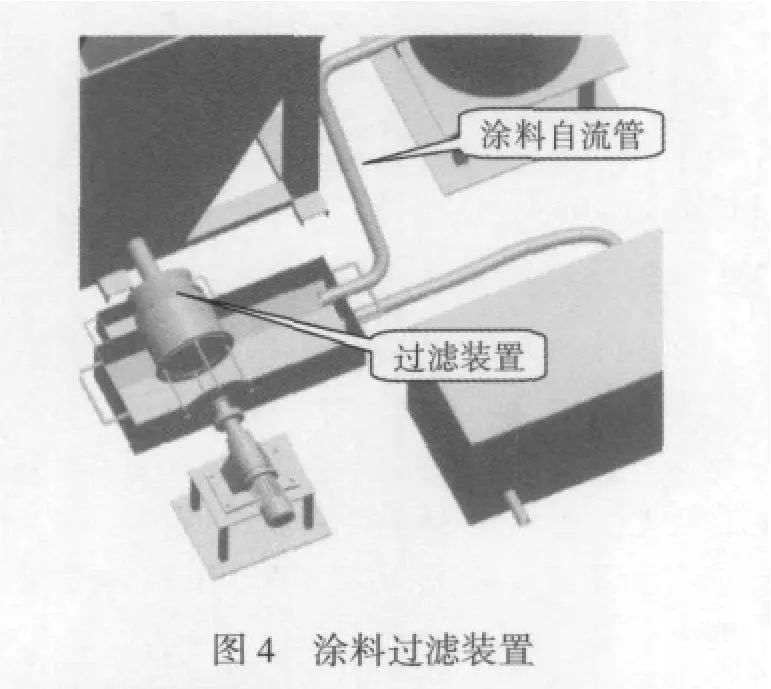
實際開發的涂料過濾裝置見圖4。與圖2相比,除增加涂料過濾裝置外,并布置了涂料自流管,其作用是讓配置好的涂料自涂料攪拌器中在重力作用下自動流入中間槽中,涂料的流量通過球閥控制。
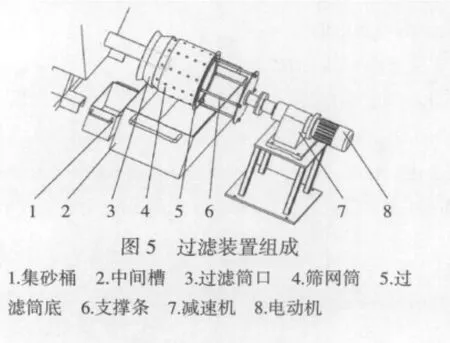
(1)過濾裝置組成
過濾裝置組成見圖5。過濾筒口的直徑比篩網筒小60mm左右,以避免涂料溢出。內側保持20°斜度,使筒過濾出的砂能隨斜面排出。外側保持45°斜度并伸出30mm以上,使排出的砂能完全集中到集砂桶中。過濾筒底的直徑大于篩網筒15mm以上,形成導流邊沿,避免涂料淌到筒底外側,以減少設備的清理。
(2)篩網的選擇與檢測
根據GB/T 9442-1998《鑄造用硅砂》,鑄造用硅砂的粒度用試驗篩進行分析,其篩號與篩孔的基本尺寸應符合表1。檢測鑄造砂的粒度使用的是鑄造用試驗篩,根據JB/T 9156-99鑄造用試驗篩,篩孔及金屬絲直徑基本尺寸見表2。

表1 鑄造用硅砂的粒度分析試驗篩
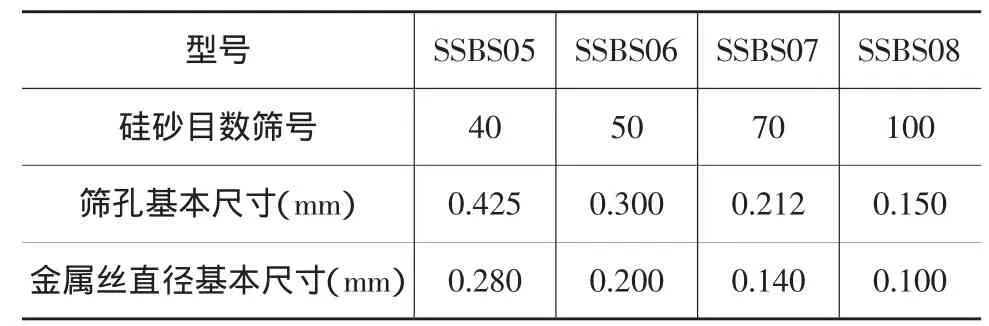
表2 鑄造用試驗篩及金屬絲直徑基本尺寸
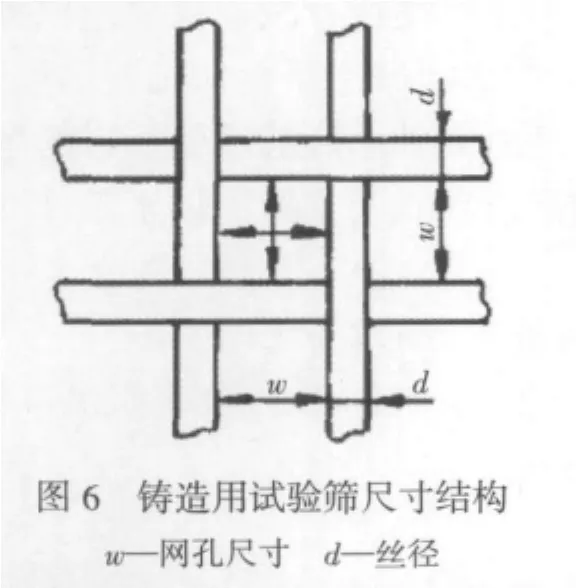
鑄造用試驗篩篩孔基本尺寸的定義見圖6,可知,試驗篩篩孔大小并不包含金屬絲的尺寸。
市場上的篩網目前尚無明確的國家標準。以不銹鋼絲網為例,制造材料一般為1Cr18Ni9Ti不銹鋼絲,門幅寬度一般為1000mm,每匹長度一般為30m。規格見表3②。
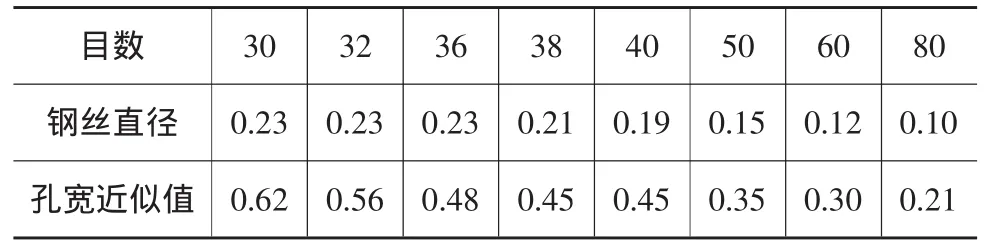
表3 不銹鋼絲布規格(單位:mm)
市場上的篩網與鑄造用試驗篩篩孔的結構及尺寸定義與圖6相同,符合GB6004,兩者篩孔的尺寸大小都不包含金屬絲的絲徑。但是兩者名義目數相同時,實際的網孔尺寸并不一致,比較表3與表1、表2即可知。
為保證絲網的選擇得當,需對絲網的篩孔尺寸進行測量。由于金屬絲徑及篩孔尺寸都太小,一般的測量方法無法測量。我們的方法是,選篩網平整處剪一塊30mm×30mm大小的絲網,放在光學顯微鏡上,背面壓一塊拋光的金相試樣以保證反光,放大100倍觀察,對照光學顯微鏡上的尺寸標尺,可測出篩孔及金屬絲尺寸。實測用于所設計的涂料過濾裝置的不銹鋼絲布的篩孔尺寸為0.030-0.038mm(市場名義目數:60目),鋼絲尺寸為0.013mm。相對于表3,該絲布應為50-60目規格,但對照表2的鑄造用試驗篩,該篩為40-50目。
將該篩網卷成圓柱面,接縫處壓緊,即制成過濾篩筒。
(3)減速機的選擇
實際選用臥式擺線針減速機,該型減速機維修方便,同時在市場上通用性的減速機中,該型的單級變速比最大(實際選型變速比87)。電機選用三相異步電動機,功率0.75kW,轉速1450r/min。減速機的輸出轉速16.6r/min。
由于單級的擺線針減速機變速比大,一級變速已達到要求,大大減小了整體裝置的尺寸。并由于擺線針減速機的軸承能夠承受相當的彎矩,為過濾滾筒采用懸臂梁式的支撐提供了條件,進一步減小了裝置尺寸。
(4)過濾裝置的安裝及使用
安裝時保證淋涂槽的涂料流出口伸進過濾筒口內100mm。
使用方法:啟動電機,過濾筒自動轉動,對涂料進行過濾。過濾筒內的砂粒積累到一定量后,將從過濾筒口自動排出到積砂筒,不需人工干預。當觀察到涂料流淌出過濾筒口時,表明過濾筒內砂過多,臨時停機,從筒口將過濾筒內砂手工清理出大部分。再次啟動電機運轉裝置。每日淋涂作業完成后,將積砂桶內的砂倒入淋涂槽,利用清洗淋涂槽的酒精清洗,回收涂料。再停機清空過濾筒的積砂,啟動裝置,在轉動狀態下繼續用酒精對過濾筒進行清洗干凈。
4 過濾裝置的技術特點
(1)采用單級減速機、懸臂梁式濾網支撐,最大可能減小了裝置的尺寸,使裝置可在狹小空間內應用。
(2)自動流砂技術。該裝置對涂料中裹雜的砂粒能夠自動流出,全面保證過濾后的涂料品質。
(3)涂料封閉循環技術。涂料在加入攪拌桶后,通過管道流進靜置桶,進入隔膜泵到淋涂槽,通過過濾網回到靜置桶。減輕了工人勞動強度,減少了涂料浪費,保持了工地整潔。
(4)涂料再回收技術。自動流砂收集后,尚有少量涂料隨砂粒流出,每日手工倒入涂料槽中,通過清洗過濾,能夠再次將涂料回收。
[1]中國機械工程學會鑄造分會.鑄造手冊:造型材料分冊[M].2版.北京:機械工業出版社.1993:193.
[2]祝燮權主編.實用五金手冊[M].第六版.上海:上海科學技術出版社.2001.
Developing of on-Line Filtering Equipment on Flow Coating of Self-Cured Resin-Bonded Sand
YANG HeLin,CAI Yun,HE Wei,TUO WenHai
(Zhuzhou JiuFang Foundry Co.Ltd.,Zhuzhou 412001,Hunan China)
The requirement for coating filtering on-line has been realized as a device enabled a close loop cycle of coating which is added into a beating up barrel then inpours through pipe into a holding barrel before flows into an insulated film pump to pouring and spreading slot then through a filtering net before turns back to the holding barrel.
Resin bonded sand;Coating;Filtering equipment;Desing
TG231.5;
A;
1006-9658(2012)01-3
2011-11-01
2011-152
楊和霖(1972-),男,工程師,主要從事軌道交通機車鑄鋼冶煉及產品開發
