差速器殼體鑄件的V法鑄造工藝初探
2012-01-06 05:16:06高成勛孫志成孫海峰
中國鑄造裝備與技術 2012年1期
關鍵詞:工藝
高成勛,孫志成,孫海峰
(1.成都市鑄造協會消失模V法工作室,四川成都 611130;2.山東省五蓮縣興大機械有限公司,山東五蓮縣 262306)
差速器殼體鑄件的V法鑄造工藝初探
高成勛1,孫志成2,孫海峰2
(1.成都市鑄造協會消失模V法工作室,四川成都 611130;2.山東省五蓮縣興大機械有限公司,山東五蓮縣 262306)
簡單介紹了采用V法鑄造工藝生產出口差速器殼體鑄件的試制過程,對差速器殼體件分型面選取、模具制作、澆注系統設計,造型澆注等過程控制進行了探索和實踐。
V法鑄造;球墨鑄鐵,差速器殼體
前言:V法鑄造工藝又稱真空密封干砂造型法,該工藝采用塑料薄膜覆膜,干砂真空造型,在負壓下澆注。V法鑄造鑄件輪廓清晰,尺寸精度高,成本低,勞動環境好,鑄件表面質量方面較傳統砂型鑄造有相當的優勢。五蓮縣興大機械有限公司一直采用樹脂砂外型與覆膜砂芯工藝生產出口差速器殼,生產效率低、生產成本高、環境污染大、空氣質量差、勞動環境惡劣,且鑄件表面的光潔度沒有V法鑄造工藝的高,容易出現氣孔等鑄造缺陷。為降低生產成本,提高鑄件的表面質量,減少鑄造缺陷產生,決定采用V法鑄造工藝生產出口差速器殼。
1 試生產過程
1.1 鑄件結構及生產技術難度分析
差速器殼是汽車后橋的一個保安件,也是汽車上的關鍵傳動件。鑄件材質執行ASTM536標準中80-55-06牌號;鑄件內部不允許有氣孔、砂眼、縮孔、疏松等缺陷;差速器承載負荷較大,且需一定的耐磨性。F8.8-28CASE差速器殼的毛坯外形見圖1。鑄件尺寸為?185mm×194mm,主要壁厚20mm,單重為8.2kg。

從圖中可以看出,該鑄件內腔與外形均較復雜,生產中需要注意的問題主要有以下幾點:①鑄件內腔形狀復雜,需合理設計澆冒口方案,控制鑄件凝固順序,保證補縮通道順暢,防止出現冷隔、縮孔、縮松等缺陷;②采用V法鑄造工藝,在澆注時容易出現塌箱、粘砂,需嚴格控制澆注參數,合理設計澆注系統,保證球鐵液在鑄型內平穩充型;③鑄件在尺寸精度及表面質量方面要求高,需嚴格控制工藝和過程,避免粘砂、包砂;④差速器殼體件件小復雜,生產中對涂料的性能要求較高。
1.2 工藝設計
(1)分型面
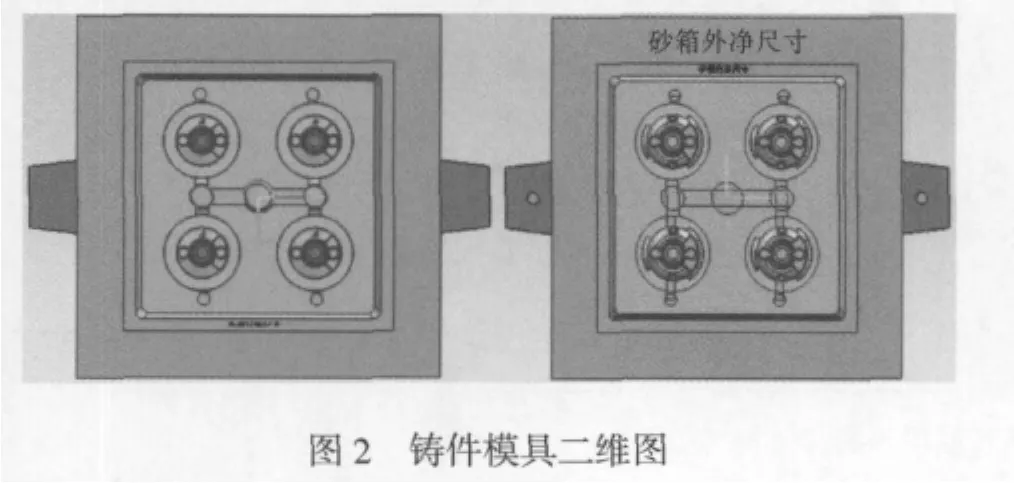
根據鑄件結構特點及覆膜的工藝特性,在鑄件法蘭盤上進行分型,參看鑄件模具二維圖(圖2)。
(2)澆冒口系統
鑄件一箱四件,采用開放式澆注系統。金屬液在橫澆道和內澆道內流速較慢,在進入型腔時流動平穩,對型腔沖擊力小。采用中注式澆注系統,將內澆道開在分型面上,工藝簡單,適應鑄件的大批量生產。該澆注系統的具體設計方案為:澆道截面比為 F直:F橫:F內=1.0:1.25:1.35,各澆道尺寸為:?32直澆道1道,總截面積為804mm2;橫澆道2道,截面為梯形,上底22mm,下底26mm,高21mm,總截面積為1008mm2(直澆道位于橫澆道中間,因此在計算截面積比時,橫澆道應視為2道);內澆道4道,截面為梯形,上底25mm,下底29mm,高10mm,總截面積為1080mm2。鑄件的熱節主要分布在上下分型面連接處,針對熱節我們采取安放石墨冷鐵在熱節點位置來防止縮孔、縮松和疏松缺陷的產生;冒口開設的目的主要起排氣作用。澆冒口系統設計如圖2所示。
(3)砂芯
這個鑄型共有四個砂芯,每件一個。全部采用覆膜砂芯。
1.3 造型及澆注
1.3.1 試驗用原輔材料和模具
薄膜—0.08mm的V法專用EVA薄膜;
涂料—鑄造V法專用醇基涂料;
干砂—70-140目的優質海砂;
造型模樣采用優質檀木制作,模樣全部采用數控銑加工而成,模樣的制作尺寸精度和位置精度得到保證,較一般木制模樣的品質更優,使用壽命更長,覆膜效果更佳。造型烘膜時需保證膜面受熱均勻,在膜面呈鏡面狀時進行覆膜,覆膜的真空度保持在-0.025~-0.035MPa。為減小球鐵液對型腔的沖擊,防止出現塌箱包砂,在下箱直澆道底開設合理的緩沖池來減弱鐵液對鑄型的沖擊。上型要注意直澆道、排氣冒口處薄膜、膠帶粘接和涂料厚度等的控制。
試驗時采用人工加砂造型方式。為保證鑄件的表面質量,試驗時采用粒度為70-140目的優質新海砂作為造型材料。造型緊實設備采用通過改進的Z148微震造型機來實現干砂的緊實。改進后其造型干砂型表面洛氏硬度達到90以上。背膜覆好準備起膜前,要將砂箱四周的簿膜拉起,用磁鐵與背膜一起壓在砂箱外表面,用刀劃破澆口、冒口處簿膜。整個過程的負壓度應保持在-0.05~-0.06MPa。
1.3.2 鑄件的化學成分和澆注工藝參數
鑄件的化學成分為:(C)3.0~3.8%、(Si)2.0~2.6%、(Mn)0.5~1.0%、(P) ﹤0.08%、(S) ﹤0.015%、(Cr)0.025%、(Cu)0.3~0.7%、(Mo)0.35~0.50%、(Ni)0.5~1.0%
澆注溫度為1320~1360℃,澆注時的負壓度-0.05~-0.06MPa,澆注時間控制在 12s~16s,澆注的重量為 35.6kg,鑄件毛重 4 件×8.2kg/件=32.8kg,工藝出品率為92.1%。
2 鑄件檢測
2.1 外觀質量對比
通過與樹脂砂造型生產的差速器殼鑄件比較可以看出,采用V法工藝生產出的鑄件,其表面質量相比于樹脂砂工藝得到了明顯提高。
2.2 鑄件內部質量檢查
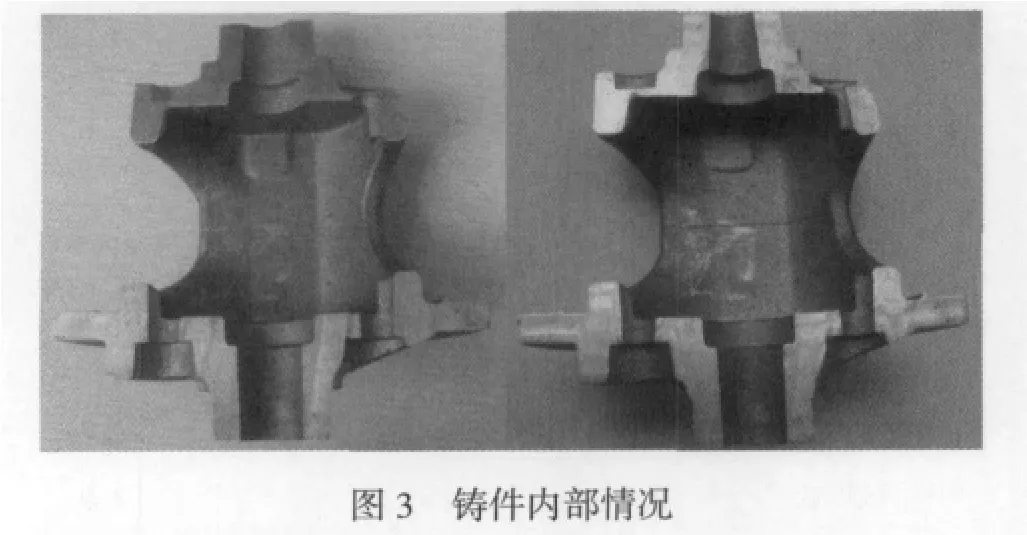
沿鑄件毛坯中心線切割開(如圖3所示),觀察其內部組織致密,沒有任何氣孔、砂眼、縮松、夾渣、縮孔等缺陷。
2.3 鑄件加工
通過對差速器殼體機械加工,產品各項指標符合圖紙要求(圖4)。

2.4 尺寸精度對比
通過對 V法鑄造差速器殼體零件產品的測量,長、寬尺寸精度為CT6~8級,高度尺寸精度為CT9級,相當于水玻璃熔模鑄造CT7~9的精度
2.5 成本比較
通過計算,V法與樹脂砂工藝相比,每噸產品其造型成本要低1000元。
3 結論
按照以上工藝生產的差速器殼鑄件外觀光潔,表面美觀,經破壞性檢測以及超聲波探傷檢測,內部無縮孔、縮松和疏松,同時鑄件尺寸達到鑄件圖紙技術要求。采用新工藝后,表面質量得到提高,生產成本得到降低,得到客戶表揚和認可,同時達到了工藝改進的目的。
[1]曹文龍,毛乾鑫等編著,真空密封造型[M].北京:人民鐵道出版社,1982.
[2]謝一華,謝田,章舟編著.V法鑄造生產及應用實例[M].北京:化學工業出版社,2009.
Exploring for V-process of Differential Drive Hull Casting
GAO ChengXun1,SUN ZhiCheng2,SUN HaiFeng2
(1.Full Mold Casting V-process Studio Chengdu Foundry Association,Chengdu 611130,Sichuan China;2.Shandong Wulian XingDa Machinery Co.Ltd.,Wulian 262306,Shandong China)
The trial production of exported differential drive hull casting by V-process has been briefly introduced with exploring and practice in process cotrol as selection of parting line,mould preparation,design of pouring gating system,molding and pouring process.
V-process;S.G.cast iron;Differential drive hull
TG249;
A;
1006-9658(2012)01-3
2011-10-29
2011-146
高成勛(1968),男,工程師,主要從事鑄造工藝設計、生產管理
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
