基于PLC的液壓傳動組合機床電氣控制系統設計
2012-01-25 07:52:38陳永利
制造業自動化 2012年12期
徐 欽,陳永利
(1.鄭州工業安全職業學院 機電工程系,鄭州 451150;2.濟源職業技術學院 電氣系,濟源 454650)
0 引言
PLC是以微處理器為基礎,綜合了計算機技術、自動控制技術和通信技術發展起來的一種通用的工業自動控制裝置。它具有體積小、功能強、可靠性高、靈活通用與維護方便等優點,在機械制造、冶金、化工等領域已得到廣泛應用。利用PLC對傳統繼電器控制機床進行技術改造,是節約成本,提高設備自動化程度的一種有效途徑。本文介紹了我單位一臺雙面單工位液壓傳動組合機床的PLC控制系統的設計與應用。
1 雙面單工位液壓傳動組合機床的電氣控制要求
雙面單工位液壓傳動組合機床的繼電器控制電路如圖1所示,其中M1、M2為左右動力頭電動機,M3為冷卻泵電動機。SA1為左動力頭單獨調整開關,SA2為右動力頭單獨調整開關;SA3為冷卻泵電動機工作選擇開關。
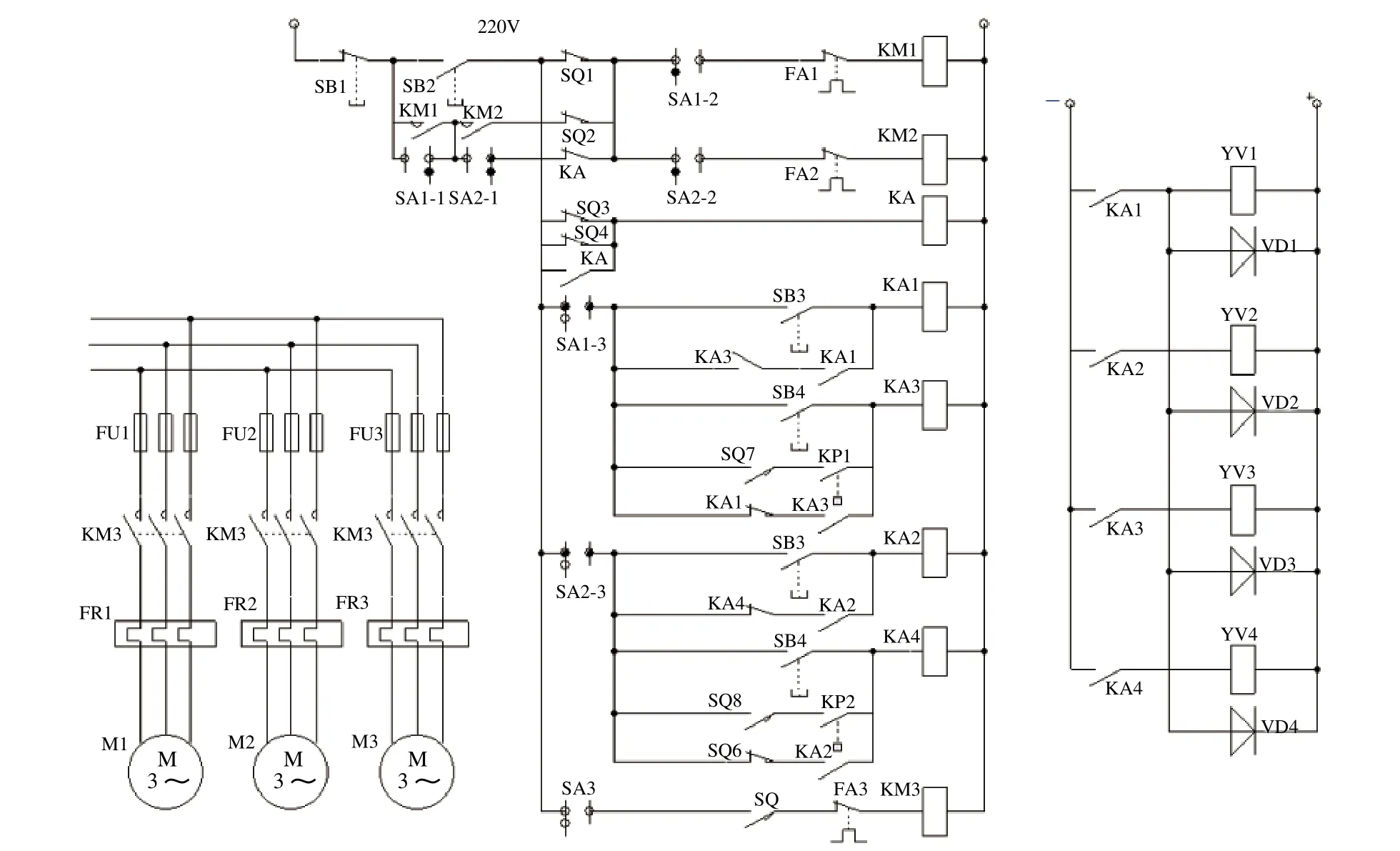
圖1 雙面單工位液壓傳動組合機床的繼電器控制電路
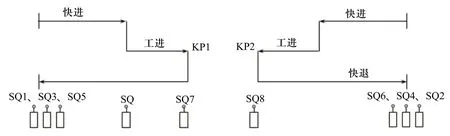
圖2 左右動力頭的工作循環示意圖
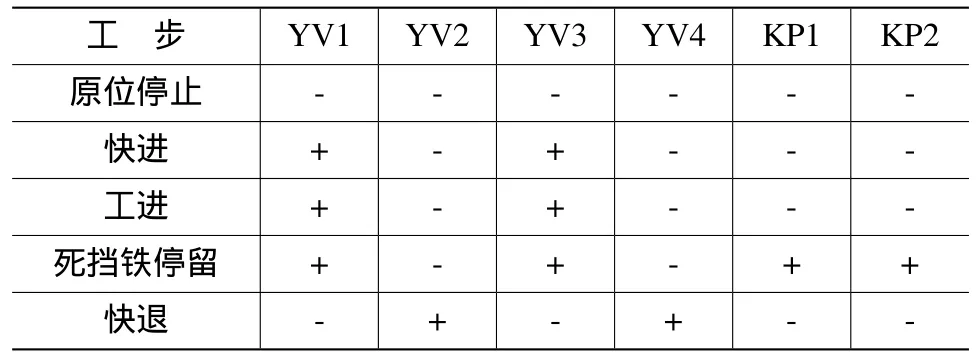
表1 液壓執行元件動作狀態表
2 PLC選型與I/O資源分配
根據該組合機床的控制要求,該系統共需開關量輸入信號21個(4個按鈕、9個行程開關、3個熱繼電器動斷觸點、2個壓力繼電器、3個轉換開關),開關量輸出7個(3個接觸器線圈,4個電磁閥線圈)。在設計應用中,為節省PLC的點數,可適當改變輸入信號接線以節省輸入點。用這種方法將PLC的輸入點數由21點減少至15點。因此選用西門子CPU226型PLC(24點輸入,16點輸出)進行設計,并安排PLC的I/O端子分配如表2所示及接線如圖3所示。
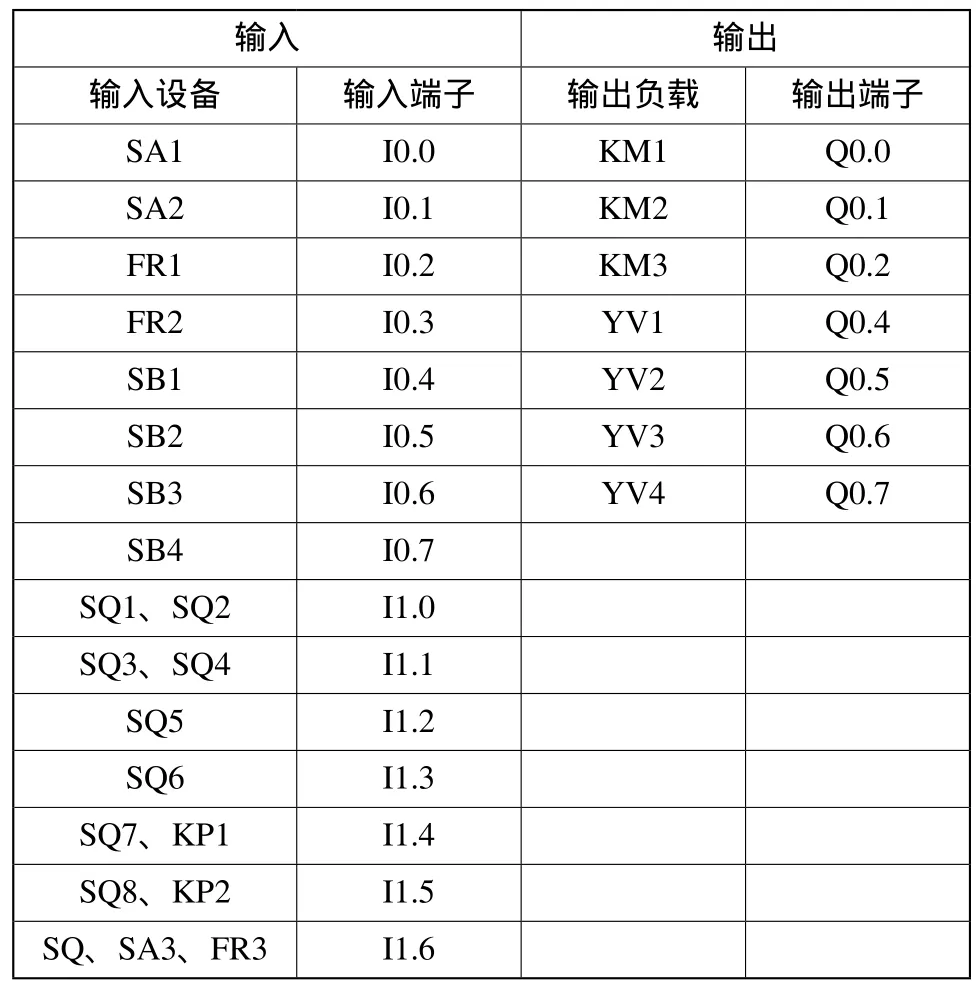
表2 I/O端子分配表
3 PLC控制系統的程序設計
雙面單工位液壓傳動組合機床的PLC控制系統程序可由原繼電器-接觸器控制系統轉換得到,轉換過程中應注意以下四個方面。
1)輸入設備的處理
對輸入設備進行處理時,繼電器-接觸器控制電路中,如果該設備是由常開觸點構成,轉為PLC控制后,該設備仍用常開觸點作PLC的輸入設備,程序中對應觸點的狀態不變;如果該設備是由常閉觸點構成,轉為PLC控制后,該設備仍用常閉觸點作PLC的輸入設備,程序中對應的觸點取相反狀態。
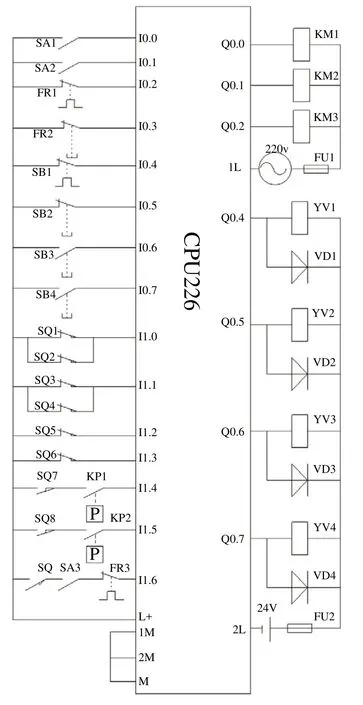
圖3 PLC的I/O端子接線圖
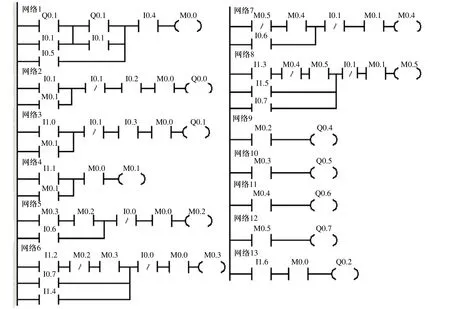
圖4 雙面單工位液壓傳動組合機床PLC控制程序
2)輸出設備的處理
原繼電器-接觸器控制系統中的電磁閥線圈和接觸器線圈用對應的輸出繼電器線圈取代,接觸器的觸點用對應的輸出繼電器的觸點取代,并且狀態不變。
3)中間繼電器的處理
原繼電器-接觸器控制系統中的中間繼電器由PLC的輔助繼電器M代替。
4)設置中間單元
設計程序時以線圈為單位,分別考慮繼電器-接觸器控制電路中的每個線圈受到哪些觸點和電路的控制,若多個線圈都受某一觸點串并聯電路的控制,在程序中可設置用該電路控制的輔助繼電器來簡化程序。
采用這種方法將雙面單工位液壓傳動組合機床的繼電器-接觸器控制電路轉換并規范、簡化后,得到該機床PLC控制的程序如圖4所示。
4 結束語
采用PLC對組合機床進行改造,克服了原機床存在繼電器控制系統的弊病,提高了組合機床的可靠性,同時,由于PLC的輸入輸出部分還有信號指示,為準確判斷電器故障的發生部位提供了很大的方便,提高了生產效率。
[1]黃凈.電氣控制與可編程序控制器[M].北京: 機械工業出版社,2004.
[2]劉小春.PLC控制系統設計與維護[M].北京: 高等教育出版社,2009.
[3]SIMATIC S7-200可編程序控制器系統手冊[Z].2003.
[4]朱梅.液壓與氣動技術[M].西安: 西安電子科技大學出版社,2004.
