雙向拉伸聚丙烯設備在鋰電池隔膜生產上的應用
2012-01-25 07:52:48尹岳波
制造業自動化 2012年12期
關鍵詞:系統
尹岳波,尹 鴻,尹 伊,童 慧
(北京機械工業自動化研究所,北京 100120)
0 引言
雙向拉伸聚丙烯(BOPP)薄膜具有高光澤、高挺度、阻氣性好、抗沖強度高等特點,從80年代后期開始至今,BOPP薄膜在食品、飲料、香煙、服裝等行業的包裝上得到廣泛應用。盡管BOPP薄膜的設備和技術都依賴進口,投資規模大,但由于其市場潛力大、產品附加值高,利潤大,已經成為塑料包裝行業的投資熱點。近幾年在國家大力倡導低碳環保的大背景下,我國的新能源行業蓬勃發展,而鋰電池作為新能源行業中的新寵更是受到了高度的關注,我國目前已成為世界上最大的鋰電池生產基地,第二大鋰電池生產國和出口國。鋰電產品已經占到全球30%~40%的份額,鋰電池隔膜作為鋰電池的重要核心部件,占鋰電池成本的30%以上,以前國內的隔膜多依賴進口,國內無法自行生產,北京機械工業自動化研究所結合雙拉設備的制造經驗和鋰電隔膜的特殊工藝性能成功地研制了國內首條完全自主產權的隔膜生產線,目前在全國數個省區,十余家企業投入生產使用,取得了巨大的經濟效益和社會效益。
1 生產線的主要技術參數如下:
產品: 單層雙向拉伸聚丙烯薄膜
薄膜厚度范圍:20~40 μm
薄膜寬度:2000mm~2600mm(薄膜切邊后收卷寬度)
拉伸機:縱向MDO 1:1~1:5
橫向TDO 1:1.2~1:2.5 (機械)
車速:生產車速 10~30m/min
機械車速 40m/min(最高)
生產能力:按年產量1000萬平方米計算。公稱年生產時間按7200小時,公稱寬度2000mm,公稱厚度按20um計算的。
生產線各規格產品產量如表1所示。
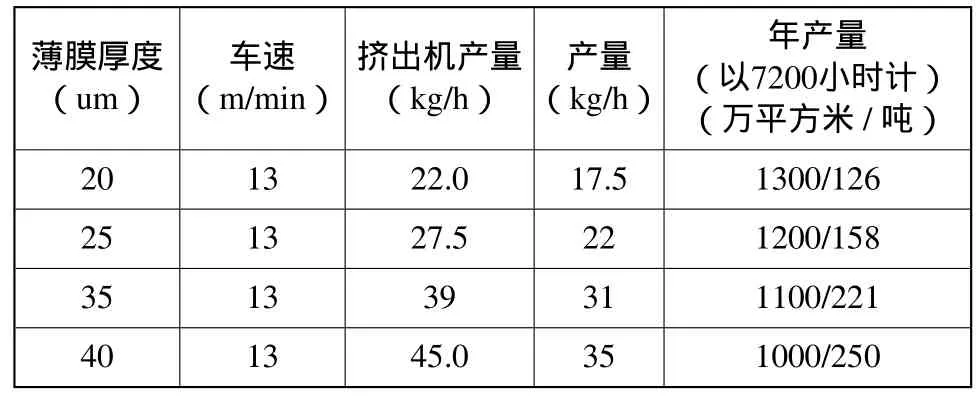
表1 各規格薄膜產量表
2 生產線構成與功能技術參數
隔膜雙拉生產線主要由擠出系統、鑄片機、縱拉機(MDO)、橫拉機(TDO)、牽引機及收卷機等幾部分組成,各部分的功能及技術參數如下。
2.1 擠出系統
擠出系統由擠出機、粗過濾器、計量泵、精過濾器、熔體管線、模頭和模頭支架等部件組成。
1)擠出機采用單螺桿擠出機,要求結構合理,塑化均勻,不結碳,壓縮比在2.3-3.5,符合改性PP料的特性。
2)粗過濾器
為防止雜質進入計量泵。
3)計量泵
計量泵采用進口斜齒形式,用來提供穩定的熔體壓力,所有與熔體接觸部分要經過鏡面研磨。
4)精過濾器
采用燭式過濾器,使原料在精過濾器中停留的時間盡量縮短以及原料在精過濾器中沒有死角存在。
5)熔體管道
采用耐高溫不銹鋼制成,所有與熔體接觸部分要進行鏡面研磨,避免對熔體流的干擾。
6)模頭
單層衣架式T型自動模頭。
2.2 鑄片系統
鑄片系統主要由鑄片輥、機架、旋轉接頭、減速箱、油加熱/冷卻裝置、驅動裝置和移動機構等組成。
鑄片輥對控制厚片的晶形結構、拉伸以及薄膜的質量是至關重要的,鑄片輥驅動系統要求傳動精準,鑄片輥與機頭模嘴之間要求精確定位;這些要求,對拉伸薄膜的厚度公差和平整性都十分重要。
鑄片輥機架為焊接型鋼結構,經消除應力時效處理,防止變形。機架剛度良好,鑄片輥在工作車速內無可覺察的振動。
鑄片輥連同軸承座一起安裝在機架上,軸承座安裝在精確磨光的槽內,以便調節鑄片輥高度,兩側機架組合加工,保證一致性精度。
機架能縱向手動調整,以便精確調整鑄片輥與模頭之間的相對位置。
通過旋轉接頭和金屬軟管在操作側一端進油和出油。旋轉接頭的內裝密封環,拆卸后可顯示出密封環的磨損程度,以便及時更換。所有的密封件與導板都是自潤滑碳素石墨材料制成的,操作時無需潤滑。
鑄片輥的貼片位置在轉動方向與模頭垂線方向可以自由調節角度,改善貼片效果。
2.3 縱拉機
型式:垂直單點拉伸
輥的配置:
預熱輥數量:4根
拉伸輥數量:4根
定型輥數量:1根
壓輥數量:4根
張力輥數量:2根
輥表面粗糙度<Ra0.025 mm
加熱方式: 電加熱 熱油循環
MDO設計采用垂直單點拉伸工藝。
縱拉機由機架、預熱、拉伸、熱定型輥、壓輥裝置、驅動裝置、薄膜張力控制、加熱/冷卻裝置、破膜檢測裝置、自動穿片系統等部分組成。
1)機架:機架為焊接結構,用可調式推/拉螺栓調節水平。輥筒間的平行在機加工時保證,組裝時只允許微量的調整。
2)預熱、拉伸、熱定型輥 :輥筒內的熱量通過輥筒外層傳導給薄膜。為了使輥面溫度均勻,熱油沿著輥面圓周螺旋式流道薄膜區域流動。輥筒的內外表面均需機械精加工,確保輥筒各部位都有均勻的壁厚。輥筒內置流道的型式和間隙經過特殊計算,確保每個流道的熱油等量分布,輥面溫度均勻。為加強輥筒強度,輥筒軸徑為圓錐形,以便較好地承受薄膜的拉伸力。輥筒軸承為進口高精度調心式滾子軸承,轉動側為固定式安裝,操作側為游動式,以便熱伸長。
3)壓輥裝置:氣動壓輥裝置安裝在入口預熱輥、出口熱定型輥和拉伸輥上。表面為耐高溫硅橡膠。壓輥裝置的氣動執行機構和兩套自調心的轉軸組裝在一起,使得壓輥的運動始終與各輥的中心線相平行。
4)驅動裝置:由交流變頻電機通過齒輪箱、萬向聯軸節驅動各個輥筒。
5)出入口薄膜張力檢測:膜片的出入口張力輥安裝在機架上,使用三菱的張力檢測系統,使MDO的速度與前后設備匹配。檢測到的張力傳給PLC與設定張力進行比較,進行PID調節,具有自動與手動設置功能,其參數能手動設置,在張力發生波動時能迅速調整,使之符合工藝要求。
6)加熱/冷卻裝置:采用油加熱,由過濾器、電動調節閥、加熱器、換熱器、測溫傳感器、冷卻旁路、閥門、管道等組成,雙路測溫并帶有壓力保護。
7)破膜檢測:最后一根拉伸輥上裝有張力輥檢測斷膜并報警。
8)自動穿片系統:縱拉機的傳動側設有穿片鏈條,穿片鏈條的軌道與片路相一致。導輪安裝在輥筒軸頭自由轉動的軸承上,以便穿片鏈條導向和平穩運行。穿片完畢,整個穿片系統停止。
9) 輔助收卷: 為了便于觀察厚片的質量情況,縱拉前安裝一臺輔助收卷,采用力矩電機傳動。端部采用氣缸伸縮來夾緊卷芯。便于卷芯的裝卸以及廢膜取下。采用獨立結構,可移動可固定。
2.4 橫拉機 (TDO)
進口寬度:1000mm!1500mm。
出口寬度:1800mm!3000mm。

表2 橫拉機各區段參數
橫拉機由導軌、鏈鋏、保溫箱、機架、調幅系統、入口轉向裝置、鏈條張緊、閉鋏裝置、入口調偏裝置、主傳動裝置、開鋏器、潤滑系統、破膜檢測器和排風系統等組成。
根據工藝要求,保證保溫箱內的生產溫度穩定、風量30-100mm水柱、風壓的上下波動控制在規定的范圍內等。保溫箱按3米一段分區,控制空氣分配和空氣循環,預熱段每區安裝一臺循環風機,拉伸段與定型段每區安裝二臺循環風機,在預熱段與拉伸段、拉伸段與定型段之間加裝隔板防止各段之間溫度、風量互串。各段均有風閥調節,方便可靠;預熱、拉伸、定型段循環風量變頻控制;在各區的每一段設有溫控元;各段的溫度由計算機控制;靜壓箱為矩形、內置分流板,網孔式風嘴。
鏈條張緊:左右側各有一套鏈條張緊機構,張緊力由液壓裝置提供,其張緊力手動設定,并有數值指示;鏈條張緊機構保持鏈條的張力恒定,鏈條的張力為無級調節;設有安全保護行程開關,使鏈條的張力在運行過程超過限定范圍時自動停止運行。
閉鋏裝置:入口轉向裝置的中心上垂直裝有兩個可氣動退位的閉鋏器,位于鏈鋏的上方。閉鋏擋板用硬度低、抗磨損、潤滑性能好的合成材料制成,氣缸上裝有磁性安全行程開關,用于檢測閉鋏擋板的位置。在穿膜前或保溫箱加熱時,閉鋏器可自動退位,防止閉鋏。
入口調偏裝置:入口轉向裝置安裝在兩套高精度的重型直線導軌上,可左右移動并繞其中心擺動;其支撐機架為重型型鋼焊接拼裝結構,經時效處理和機加工。糾偏裝置由電機減速機與絲桿絲母組成,可單獨或同時動作,對入口薄膜的位置作自動調節。入口轉向裝置下的底座上有4個滾動軸承用來橫向調整,使入口轉向裝置可以縱向滑動,以便熱伸長和調節角度。
調幅裝置:調幅螺桿位于機架上,手動調節;手柄和膜寬顯示計數器位于保溫箱外,計數器指示精度為1mm。調幅組件和鏈軌組件間在水平面內是自由的,用于熱膨脹補償和自由調節,其間由多組滾動軸承支撐。
開鋏器:出口轉向裝置的中心上垂直裝有兩個可氣動退位的開鋏器,位于內側鏈鋏的上方。開鋏擋板材質性能與閉鋏器相同,其安裝角度正好與閉鋏器相反;氣缸上裝有磁性安全行程開關,用于檢測開鋏擋板的位置。開鋏器保證鏈鋏回程時開鋏。
潤滑系統:可控制少量潤滑油通過油管進入橫拉出入口轉彎處,在相應的潤滑點處慢慢注入潤滑油,潤滑周期由PLC控制。
電加熱器:安裝在風機的吸風側,為不銹鋼加熱管式換熱器。
主傳動裝置:由兩臺交流變頻電機驅動兩臺左右旋的重型蝸輪蝸桿減速機帶動大直徑的鏈輪,確保兩側的鏈條同步運行。高精度的非標重型蝸輪蝸桿減速機對稱安裝在重型經精密加工的機架導軌上,蝸輪蝸桿減速機底座與調幅絲杠相連,通過手輪控制相對移動,手動調節出口鏈鋏間距(即出口薄膜寬度),其數值有刻度顯示。兩臺蝸輪蝸桿減速機為非標專門設計,輸入軸相對,旋向相反;輸出軸為加強加長設計,用于支撐出口導軌組件和驅動大直徑鏈輪,軸承采用重型進口圓錐滾子軸承。
2.5 牽引系統
類型:易穿膜型
膜寬(切邊后):2600mm
輥面寬 :3000mm
牽引系統主要有展輥、導輥、切邊裝置、壓輥、傳動裝置、邊料收卷系統組成。
切邊裝置:每套切邊裝置可安裝3把刀片,轉動切邊裝置便于更換刀片;切刀位置在測厚儀后面,切邊操作時刀架氣動到位,自動進入切邊位置;橫向位置可調,調整范圍2000~2800mm。
傳動裝置:牽引輥裝置的所有導輥(不包括展平輥)是通過高精度減速箱輸出傳動的,減速箱直接由變頻電機驅動。
邊料收卷系統:采用雙工位式收廢邊。剪輥調節范圍為2000~2800mm。
2.6 收卷機
形式: 雙工位收卷機
薄 膜 寬 度: 最大 2600mm
收卷直徑:φ600mm
靜電消除裝置:電離棒式
導輥采用陽極氧化輕質鋁輥。
張力輥位置在牽引出口采用張力傳感器控制張力。
本收卷機是專門為柔性雙向拉伸隔膜而設計的。其特點是穿膜方便,具有完善的收卷特性、無褶皺、計長報警、微張力控制等功能。
收卷機有下列部件組成:
翻轉定位系統:調速傳動采用編碼器,編碼器通過計算機控制翻轉盤啟動、加速、減速或停車的位置。
軸芯頂針:鋼芯軸從兩側用氣動同步傳動的頂針夾緊,一旦頂針伸入軸芯內,氣動漲緊器夾緊處于工作位置的軸芯,確保傳動;壓縮空氣卸壓時頂針復位。
芯軸傳動:每個芯軸以與其直連的伺服電機傳動,傳動精準,張力控制穩定。
收卷跟蹤系統:收卷跟蹤系統的作用在于使送入收卷機的薄膜有精確的張力,隨著收卷軸徑增大,仍保持恒定的收卷條件。
電離棒:電離棒與高壓發生器相連,產生正負電子,使薄膜的靜電荷中性化。
切換系統:薄膜長度達到設定值后,聲、光信號提醒操作人員換卷,翻轉盤自動翻轉180°,使薄膜開始接觸新軸芯。翻轉期間,計算機連續控制薄膜張力,芯軸的線速度盡快提高到薄膜速度。
3 結束語
目前此套雙向拉伸設備為國內隔膜唯一進行量產的生產線,不僅有極大的經濟價值而且有巨大的社會影響,在我國新能源蓬勃發展的背景下必將在各行各業中發揮重要的作用。
[1]尹燕平.雙向拉伸塑料薄膜[M].化學工業出版社.1999.
[2]Toshitaka kanai (日),Gregory A.Campbell(美).塑料薄膜加工技術[M].化學工業出版社.2003.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
