螺紋磨床CNC砂輪修整器的參數設計
2012-01-25 07:52:48趙永強李志峰魏偉鋒侯紅玲
制造業自動化 2012年12期
關鍵詞:設計
趙永強,李志峰,魏偉鋒,侯紅玲
(陜西理工學院 機械工程學院,漢中 723003)
0 引言
砂輪修整器是螺紋磨床中關鍵部件之一,其結構直接影響了螺紋磨床的整體結構和加工能力。CNC砂輪修整器的研發和使用,拓寬了螺紋磨床的應用范圍,提升了國產螺紋磨床的數控水平,滿足了機械加工領域廣大用戶的不同使用要求[1]。同時,CNC砂輪修整器也改變了傳統螺紋磨床砂輪修整的方法,極大提高了螺紋磨床的加工精度和加工效率,特別是對于復雜螺旋面工件的磨削成為可能。
CNC砂輪修整器使螺紋磨床趨于數控化的同時,也使螺紋磨床趨于自動化,盡量避免操作人員的過多干預,降低螺紋磨床對操作人員的技術要求。因此,CNC砂輪修整器的設計在沿用傳統砂輪修整器設計經驗的同時,也必須考慮砂輪的修型方法的選擇。選擇合適的砂輪修行方法并采用合理的機床設計參數對于實現機床的自動化具有積極地作用,本文依據一種CNC砂輪修整器的結構,介紹了CNC砂輪修整器對砂輪的修型過程和修整器相關結構參數的確定方法。
1 CNC砂輪修整器的結構及原理
裝有CNC砂輪修整器的某螺紋磨床的傳動結構如圖1所示。圖中,1為磨削用砂輪,2、3為修整砂輪的金剛盤,4為金鋼盤的驅動電機,7、9為砂輪修整器的進給電機,5、6為砂輪修整器的進給傳動絲杠,8為砂輪修整器的安裝底座,10為砂輪驅動電機。
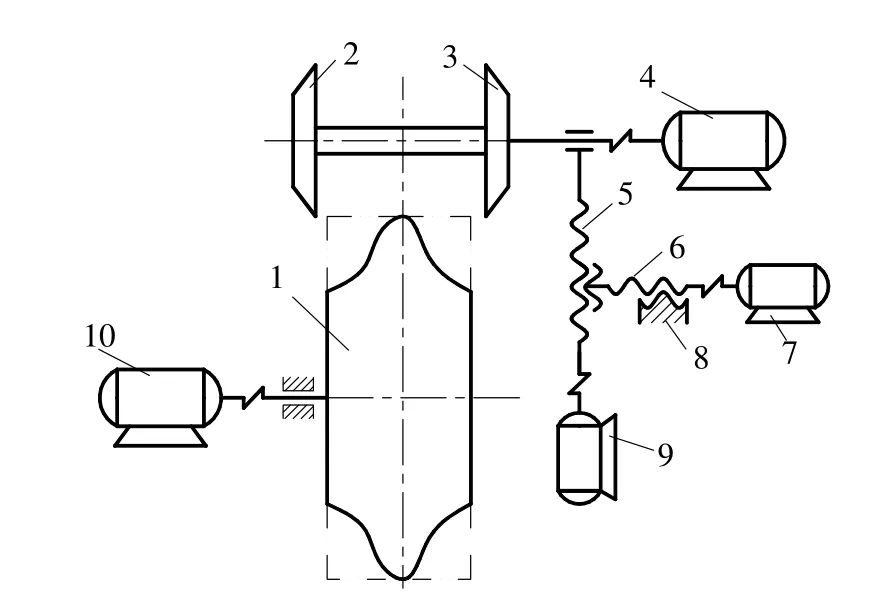
圖1 CNC砂輪修整器結構原理
在實際工作中,砂輪由專用的伺服電機進行驅動,砂輪修整器的安裝底座8與砂輪頭架為一體。砂輪修整器的金剛盤由電機4驅動實現修整輪的主運動,二者裝在與砂輪軸線相垂直的導軌上,在電機9的驅動下,經絲杠5傳動實現金剛輪沿砂輪徑向進給。修整金剛輪連同徑向進給驅動裝置(電機9、絲杠5和豎直運動導軌等)在電機7的驅動下,經絲杠6傳動,沿著與砂輪軸線平行的導軌實現修整輪沿砂輪寬度方向的進給。通過以上兩個相互垂直的直線進給運動,可以完成砂輪的修型。
2 CNC砂輪修整器工作過程
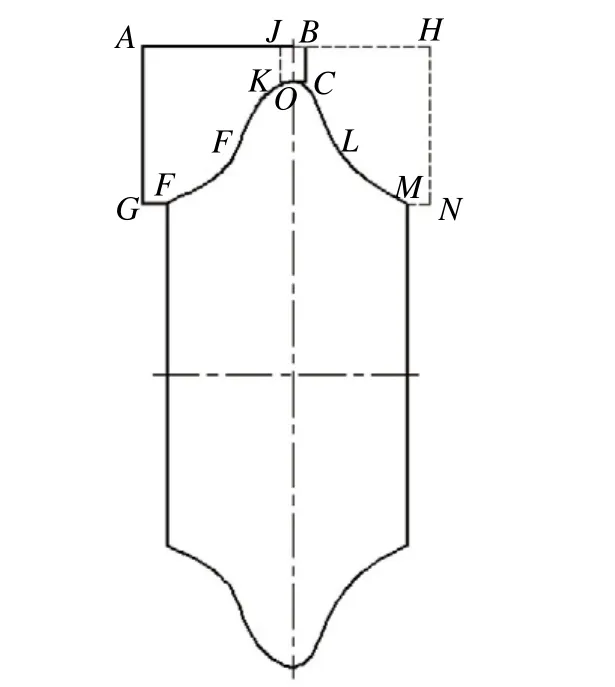
圖2 砂輪修整器修型過程
SK7450螺紋磨床的CNC砂輪修整器對砂輪的修型過程如圖2所示。在工件磨削時所需的回轉體砂輪的母線為曲線FEDLM,為了修型方便,將此曲線以近似寬度中心D點為分界點分為左側母線DEF和右側母線DLM。其中砂輪的左側母線DEF由修整器左側金剛盤修整,砂輪的右側面曲線DLM由砂輪修整器右側金剛盤進行修整。
對于已經修整成型的砂輪,經過磨削后需要重新修型時,可采用如下的方法。
當砂輪修整器處于零位時,左側金剛盤的位置在A點,右側金剛盤的位置在H點。開始修型時,先由左側金剛盤經A→B→C→D→E→F→G→A的修整路線對砂輪左側進行修整,形成砂輪左側母線DEF段,之后左側金剛盤回到其零位;然后由右側金剛盤經過H→J→K→D→K→M→N→H的修整路線修整砂輪右側母線DLM段,之后右側金剛盤回到其零位;至此完成砂輪的一次修型過程。修型過程中,左側金剛盤的有效修型路徑為DEF段,右側金剛盤的有效修型路徑為DLM段,其余路徑為輔助修型路徑。
3 CNC砂輪修整器結構參數確定
3.1 砂輪徑向工作行程確定
如圖1所示的CNC砂輪修整器中絲杠5的有效工作行程的傳統設計方法如圖3所示。其中,l0表示絲杠5的有效工作行程; l1表示能修整砂輪的有效深度,可以表示為新砂輪直徑和砂輪最小有效直徑差的一半,l2是砂輪修整時有效安全間距(一般設計為30~50mm),三者之間的關系可表示為:


圖3 砂輪徑向工作行程尺寸鏈
對于新砂輪的修整,考慮到修整輪單次修整量(通常采用0.1~0.3mm)很小,故采用虛擬砂輪直徑的方法[4],即沿砂輪徑向進給方式進行新砂輪的初始修型。這就需要修整輪在原有效行程l0的基礎上再增加l3的行程。否則,在新砂輪初始修整時會出現干涉。因此,改進后的修整輪有效進給行程l0可表示為:

式中,l3的定義是修整輪的輔助行程,其數值依據砂輪的寬度和磨削工件的結構確定。對于60mm寬度的砂輪,工件直徑不大于200mm時,參考值取50~60mm。
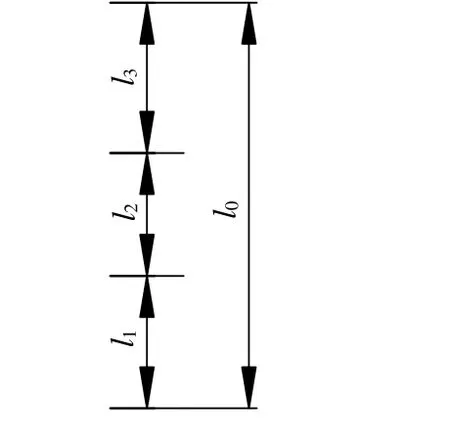
圖4 改進后的砂輪徑向工作行程尺寸鏈
3.2 砂輪軸向工作行程確定
如圖1所示的CNC砂輪修整器中絲杠6的有效工作行程的設計方法如圖5所示。其中h0表示絲杠6的有效工作行程,h1表示砂輪端面和修整輪端面之間的安全距離,一般設計為20~30mm;h2表示砂輪端面到砂輪最大軸截面之間的距離,砂輪最大軸截面與沿寬度中心截面之間的距離較小,通常以寬度方向的中心截面代替砂輪的最大軸截面,即h2為砂輪寬度的一半;h3為單側修整輪跨過砂輪最大軸截面的距離,通常設計為5~10mm。由于采用砂輪的寬度中心截面代替最大軸截面,因此在設計h3時將其擴大到砂輪寬度的1/3,以此滿足磨削用砂輪的軸截型沿砂輪的寬度中心截面不對稱時的修型。
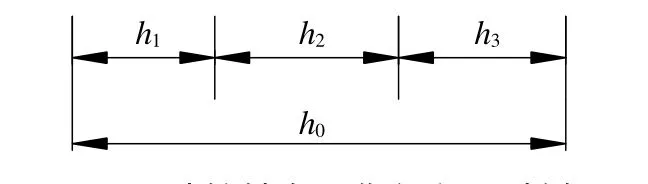
圖5 砂輪軸向工作行程尺寸鏈
4 結論
本文針對裝有CNC砂輪修整器的某螺紋磨床的結構和工作過程,介紹了CNC砂輪修整器修整砂輪的具體步驟,分析設計了CNC砂輪修整器沿砂輪軸向和徑向兩個方向進行進給的有效行程的確定方法。該方法一方面用于CNC砂輪修整器初始的結構設計和結構參數的確定,同時更便于后續使用過程中的修整程序編制和簡化工人的具體操作。
[1]國內首臺套數控螺桿轉子磨床亮相CCMT[J].機械研究與應用,2010,03.
[2]付玉升,陳欣,孫鳳.螺旋曲面數控成型磨削與砂輪修整控制研究[J].制造業自動化,2004,07.
[3]陳立明.螺桿壓縮機轉子的磨削加工[J].機械工程師,2005,2: 89-90.
[4]伍賢君.螺桿壓縮機轉子磨削成形法[J].流體機械,2000,07: 33-35.
[5]于力巖.鑄鐵螺桿轉子齒形的成形磨削[J].通用機械,2005,06.
[6]吳序堂.齒輪嚙合原理(第二版)[M].西安: 西安交通大學出版社,2009.
[7]趙甲寶.蝸桿磨削用砂輪修型方法研究[J].機械工程師,2011,07.
[8]趙永強,侯紅玲,李志峰,白海清.恒速磨削的實現方法與機床設計[J].機床與液壓,2010,03: 7-9.
[9]侯紅玲,趙永強.五坐標數控機床傳動系統設計與研究[J].機械,2008,08: 44-46.
[10]侯紅玲,趙永強,白海清.復雜曲面的數控加工試驗研究[J].機床與液壓,2009,08: 27-29.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
