高溫高壓作用后葉蠟石腔體密度分布及流動規律探討①
2012-01-25 14:40:58鄧福銘陳為芳趙國強陸邵悌鄧相榮
超硬材料工程 2012年1期
鄧福銘,陳為芳,趙國強,陸邵悌,王 強,鄧相榮,張 丹
(中國礦業大學(北京)超硬刀具材料研究所,北京 100083)
0 引言
在靜態超高壓高溫合成金剛石的過程中,葉蠟石作為密封傳壓介質是必不可少的輔助材料之一,它起著傳壓、密封、隔熱、絕緣、支撐等作用[1-7]。目前我國超硬材料行業發展快速,對葉蠟石的需求量很大,雖然我國葉蠟石資源比較豐富,但幾十年來由于我國合成金剛石生產所用的固體密封傳壓介質一直采用北京門頭溝葉蠟石,而該葉蠟石礦從1961年開采至今,可采資源已漸枯竭,且北京未來規劃門頭溝為旅游基地產業開發,已開始限制此地葉蠟石礦的開采。因此,急需尋找新的可供人造金剛石生產用固體密封傳壓介質葉蠟石礦物資源,為此有必要對葉蠟石進行深入研究。實際上國內科研工作者對葉蠟石的研究也一直沒有停止過[8-11],但很多研究都停留在物相研究上,根據物相的組成、變化以及金剛石的質量、產量來確定葉蠟石的某些行為,判定其在合成金剛石上的優劣。人造金剛石合成是一個復雜的系統工程,涉及到材料科學、機械工程、化學、力學、熱學、電學、礦物學等各個方面[12]。近些年來隨著金剛石行業的發展,世界金剛石生產用原材料價格大幅上漲,僅硬質合金頂錘價格便翻了一倍。特別是腔體擴大后硬質合金頂錘隨之擴大,由于葉蠟石的密封性能不好造成的放炮,造成的錘耗動輒便是上萬元的損失。李啟全等人[12]曾在對葉蠟石流動規律研究中指出,合成金剛石中的裂錘、放炮產生的根本原因在于葉蠟石塊在高溫高壓下流動的不均勻性所致,因此,研究合成金剛石時葉蠟石的流動規律很有實用價值。
本實驗以門頭溝葉蠟石為原材料,測試了經高溫高壓作用后葉蠟石不同區域的密度,根據密度變化情況,對高溫高壓下葉蠟石的流動趨勢進行了分析討論,旨在對高溫高壓下葉蠟石的密封、傳壓過程及機理有更深入的了解。
1 實驗原材料及方法
本實驗以北京門頭溝葉蠟石為原材料,按通常六面頂壓機金剛石合成工藝的要求對其進行焙燒處理,這樣既可以保證將葉蠟石中的結構水含量控制在適當的比例,同時又可以兼顧葉蠟石的傳壓和密封性能。然后將烘烤好的葉蠟石等材料與合成棒進行組裝,在六面頂壓機上進行高溫高壓合成金剛石實驗。選取高溫高壓合成金剛石后葉蠟石的不同區域,測試其密度。圖1為葉蠟石合成塊經高溫高壓作用后形成的多棱體示意圖及其各取樣分析點的位置。我們以高溫高壓作用后的葉蠟石合成塊為研究對象,分別在圖1中A、B、C、D、F、G、H、I、J、K、L、M、N、O、P、Q各點區域取樣。其中A點為葉蠟石高溫高壓后形成飛邊的頂角位置,B點為飛邊的中間位置,C點為葉蠟石平面上的中心位置,D點為葉蠟石平面上對角線的1/4位置處,F點為三頂錘接觸的葉蠟石靠近密封邊根部的位置,I點為葉蠟石塊對角線外邊緣位置,K點為從I點出發的對角線靠近白云石套管的位置,J點位于I、K 中間。L、M、N 和F、G、H 位置同I、J、K位置相似,只不過分別是靠近上頂錘的葉蠟石表面位置和靠近下頂錘的葉蠟石表面位置。O點為葉蠟石腔體最薄方向的外表面位置,以O為起點做平行于葉蠟石邊的直線OQ,Q靠近白云石套管,P為OQ的中間位置。每個取樣點各取3份樣品,用砂紙將各個取樣點的試樣打磨成規則的長方體形,用游標卡尺測出各樣品的長、寬、高。通過測量精度為0.0001g的電子天平測量其質量。再根據公式ρ=m/v得到各個區域樣品的密度,取三次測試結果的平均值作為分析數據,測試結果見表1。
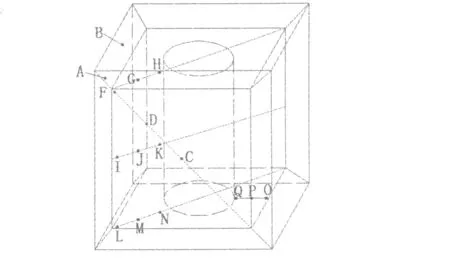
圖1 葉蠟石塊經過高溫高壓后形成的多棱體示意圖及其取樣點分布Fig.1 Multi-edge body of pyrophyllite after high temperature and high pressure and distribution of the testing areas
2 實驗結果與討論
為更直觀地看出各個方向的密度變化情況,以方便對比討論葉蠟石在不同流動方向上的密度變化規律,根據表1各取樣點樣品所測得的密度,列出了葉蠟石不同流動方向的密度變化(見表2)。
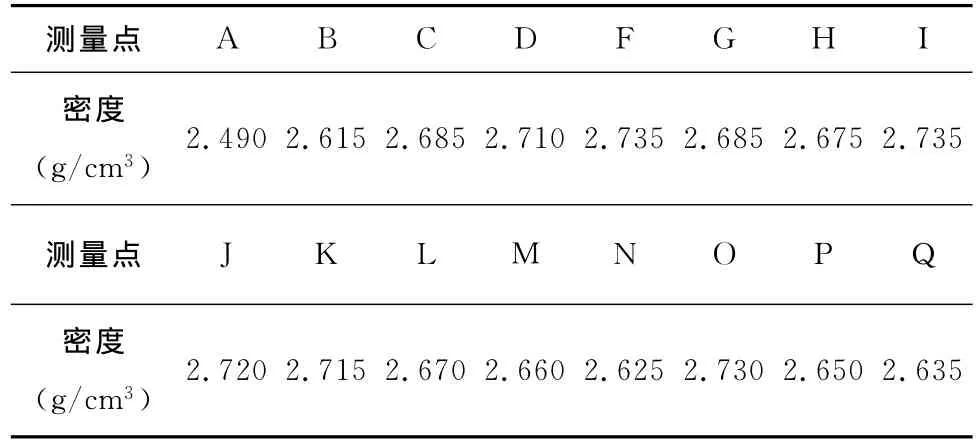
表1 高溫高壓作用后葉蠟石不同區域取樣點密度測量值Table 1 Densities of samples at different areas of the pyrophyllite after HT/HP
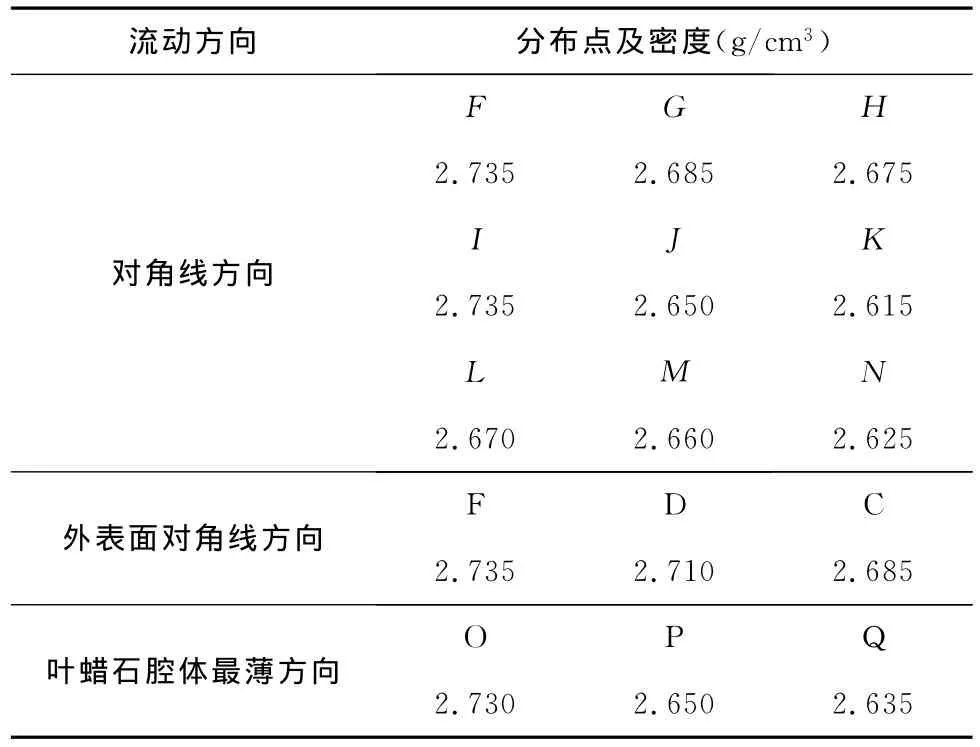
表2 葉蠟石不同流動方向的密度變化Table 2 Density changes of different flow direction of pyrophyllite
從表2的數據可以看出,在葉蠟石塊對角線方向ρ(F)>ρ(G)>ρ(H),ρ(L)>ρ(M)>ρ(N),ρ(I)>ρ(J)>ρ(K),在葉蠟石腔體最薄方向上ρ(O)>ρ(P)>ρ(Q),其各方向測量點的密度都是由葉蠟石塊外面向內部逐漸減小。說明葉蠟石在高溫高壓合成金剛石過程中,合成塊在同一水平面上始終有從外部向內部流動的趨勢,以便于合成過程的補壓。壓力由頂錘從葉蠟石外表面向葉蠟石層內部傳遞過程中,葉蠟石結構兩Si-O四面體與Al-O(OH)八面體層間滑移以及葉蠟石顆粒之間發生位移、轉動存在內摩擦力,特別是高壓作用下葉蠟石晶格被壓縮也會吸收一部分壓力,這些因素都會導致葉蠟石從外到內傳壓時的壓力損失,壓力從外到內逐漸減小,從而造成靠近硬質合金頂錘面的葉蠟石密度高,而靠近合成腔體的內層葉蠟石密度低。同時我們通過表2的測試數據分析發現,這幾組方向的密度變化雖然有從葉蠟石外部向內部由大變小的規律,但各個數據之間差距不是很大,密度變化小。這說明葉蠟石從外部到內部壓力梯度也不是很大,說明葉蠟石的傳壓性能較好。
從表2的上述數據還可分析看出,在三組葉蠟石塊對角線方向的中間和內部相應點的密度變化規律相同,均為 ρ(G)>ρ(M)>ρ(J),ρ(H)>ρ(K)>ρ(N),與上、下頂錘接觸的相應點的葉蠟石密度高,中間點的密度低。這與一般粉末體雙向壓制方式的密度分布規律相同[13],說明合成塊在同一垂直平面內也有從外部向內部流動的趨勢,亦即葉蠟石在金剛石合成過程始終有從外部向內部流動的趨勢。而三組葉蠟石塊對角線方向的頂角處相應點的密度變化規律卻不同,ρ(F)= ρ(I)>ρ(L),即下面頂角點的密度最小。這可能與上下頂錘的活塞重量造成的上下硬質合金頂錘面接觸的葉蠟石的壓力差異有關。這一點可進一步從ρ(G)>ρ(M),ρ(H)>ρ(K)中證實。據此,我們可基本判斷在同一垂直平面內雖然葉蠟石也有從外部向內部流動的趨勢,但同時還存在從上向下流動的趨勢。由于六面頂壓機上下頂錘壓力不對稱而造成的葉蠟石從上向下流動的趨勢,可能會造成葉蠟石上部的密封邊與下部密封邊厚度差異,使葉蠟石上部密封邊可能成為葉蠟石高壓密封的最薄弱環節。這可能是金剛石合成過程中葉蠟石上部密封邊發生“放炮”幾率高的原因所在。
在與頂錘接觸的葉蠟石外表面對角線方向,由表2中的數據明顯可以看出ρ(F)>ρ(D)>ρ(C),似乎葉蠟石的流動趨勢應由葉蠟石密封邊根部流向葉蠟石外表面中心位置,實則不然,因為F點靠近密封邊,而密封邊的另一端是自由端,壓力最低,密度也最低,這一點由ρ(F)>ρ(A)可以看出,流動趨勢應該是從葉蠟石外表面中心流向頂角處。那么是什么原因造成葉蠟石頂角處密度ρ(F)最大呢?我們分析認為這是在頂錘之間的葉蠟石密封邊已建立起高壓密封情況下造成的。因為在這種情況下,葉蠟石腔體的補壓過程類似于一般粉末體雙向壓制過程[13],頂錘錘面中心的葉蠟石向頂錘邊流動,而此時密封邊已封住,阻礙了流過來的葉蠟石繼續向密封邊流動,其結果造成頂錘面中心葉蠟石密度低而靠近密封邊處或頂角處附近的葉蠟石密度升高。
此外,我們也還發現在密封邊位置ρ(B)>ρ(A),密封邊中部密度大于密封邊邊緣處密度,此時葉蠟石有從密封邊中部向頂角處流動的趨勢。由此判斷葉蠟石頂角處的密封性最差,因而三頂錘接觸處的葉蠟石密封邊是葉蠟石高壓腔體的密封薄弱環節,腔體內高溫氣體或液體特別容易通過該位置流出造成“放炮”。因此,應當根據葉蠟石的流動規律設計葉蠟石塊的尺寸,保證葉蠟石塊向密封邊適量流動,從而使葉蠟石腔體在建立起高壓密封的同時,又能使葉蠟石腔體因腔體內部金剛石高壓合成中體積收縮可以通過外部補壓產生葉蠟石內部的合理流動。
3 結論
通過對高壓高溫作用后葉蠟石不同區域密度的測試分析,以及對葉蠟石在高溫高壓下流動規律的研究,得出以下結論:
(1)高溫高壓合成金剛石的高壓建立以后,壓力在葉蠟石中傳遞時有一定損失,造成靠近硬質合金頂錘的葉蠟石密度高,內層葉蠟石密度低,葉蠟石有從外部向內部流動的趨勢。
(2)上下錘加熱時葉蠟石上部密度大于下部密度,這是六面頂壓機上下頂錘壓力不對稱而造成的,合成過程中葉蠟石有從上向下流動的趨勢,這可能會造成葉蠟石上部的密封邊變薄、密封性能變差,從而導致葉蠟石上部密封邊發生“放炮”幾率增高。
(3)與頂錘接觸的葉蠟石表面中心位置密度小,三頂錘交點處密度大,葉蠟石表面有從中心位置向密封邊以及頂點流動的趨勢。葉蠟石密封邊中部密度大于頂角處密度,密封邊有從中部向頂角處流動的趨勢。因此葉蠟石頂角處的密封性最差,是葉蠟石高壓腔體的密封最薄弱環節,容易造成“放炮”。
(4)葉蠟石密度最高部位不是通常所認為的與硬質合金頂錘接觸的葉蠟石表面的中心位置,而是與三頂錘接觸的葉蠟石頂角位置附近區域。這是在頂錘之間的葉蠟石密封邊已建立起高壓密封情況下造成的。
[1]陶知恥.傳壓介質——葉蠟石及其在超高壓高溫下的密封機理[J].超硬材料與工程,1995(2):5-11.
[2]楊炳飛,岳鐵兵.我國傳壓、密封介質研究現狀及進展[J].超硬材料與工程,2005(3):43-45.
[3]楊炳飛,馮安生,岳鐵兵,劉杰.葉蠟石在高壓合成中作為密封傳壓介質的應用研究[J].礦產綜合利用,2006(1):35-38.
[4]H.T.HaII.Rev.Sci.Instrum,1958,(29):267-275.
[5]H.T.HalI.Rev.sci.Instrum,1960,(31):125-131.
[6]W.B.wiIson.Rev.sci.Instrum,1960,(31):331-333.
[7]J.G.Houck and U.O.Hutton,High Pressure Measurement(Butter worths &Co.,London,1983),p.221.
[8]陳全慶,盧星,王幼文.葉蠟石加熱過程相變的電子顯微鏡研究[J].硅酸鹽學報,1988,16(5):385-392.
[9]郝兆印,賈攀,盧燦華,等.高溫高壓條件下葉蠟石的相變[J].金剛石與磨料磨具工程,2003(3):59-63.
[10]陳啟武,鄧福銘,熊湘君.超高壓技術研究[J].礦冶工程,2001,21(1):62-65.
[11]徐國平,鄭日升,梁紅原.葉蠟石的礦物成分對合成金剛石的影響[J].金剛石與磨料磨具工程,2005(2):64-66.
[12]李啟泉,彭振斌,陳啟武.葉蠟石在合成金剛石中的流動規律及行為分析[J].超硬材料工程,2006,18(2):10-13.
[13]王盤鑫.粉末冶金學[M],北京:冶金工業出版社,2006.