二次回歸正交旋轉組合設計優化廢橡膠輥筒粉碎機效率
2012-01-25 06:59:16連永祥
沈陽化工大學學報 2012年3期
陳 洋, 連永祥, 李 新
(沈陽化工大學機械工程學院,遼寧沈陽110142)
粉碎是廢橡膠再利用的主要工序,其主要設備是輥筒粉碎機.對于廢橡膠粉碎的研究,現在主要集中在如何提高粉碎效率和降低能耗等問題上.提高粉碎效率主要從兩方面考慮:一是對粉碎主要設備(輥筒粉碎機等)本身參數優化改進;二是在廢膠料中添加適量的一種或幾種混合的助磨劑,借助助磨劑來提高粉碎效率.本實驗主要通過改變輥筒粉碎機輥筒速比、輥筒轉速、輥筒間距3個參數,來提高粉碎效率.通過二次回歸正交旋轉組合設計優化技術參數,選出粉碎效率最高的一組或幾組數據.
1 實驗主要設備
ZG-160雙滾筒開煉機,電子秤,標準篩,測輥距的塞尺,計時表.
2 實驗
輥筒粉碎機工作時,2個輥筒以不同的轉速相向回轉.廢膠料放于輥筒上方,由于輥筒表面的摩擦和黏附作用而被帶入輥隙內,在輥隙內膠料受到強烈的擠壓,剪切以致粉碎[1].基于上述原理,在相同粉碎條件下,研究不同性能參數對廢橡膠粉碎粒徑的影響,并且通過正交回歸旋轉組合優化方法確定適合廢橡膠粉碎的基本性能參數.
2.1 實驗材料和實驗方案
(1)實驗材料:實驗材料用廢硫化膠膠邊.
(2)實驗方案:應用三元二次回歸正交旋轉組合設計法研究輥筒速比、輥筒速度、輥筒間距3因素對橡膠粉碎效率影響的方程式.在實驗中輥筒速比可調的范圍為0.6~3,輥筒轉速可調范圍為3~15 r/s,輥筒間距調節范圍為0.9~4 mm.具體方案見表1.
2.2 實驗因素編碼表設計
表1 二次回歸旋轉組合實驗設計因素編碼Table 1 Table of quadratic regression orthogonal rotary
3 實驗結果與分析
3.1 二次回歸正交旋轉組合實驗
膠粉依據粉碎粒度的大小,一般可分為粗膠粉(40目以下)、細膠粉(40~79目)、微細膠粉(80~200目)、超微細膠粉(200目以上).依據實驗設備的技術參數,確定因素編碼水平范圍,采用二次回歸正交旋轉組合設計,以粉碎得到40目以下的膠粉的質量為指標,取輥筒速比、輥筒轉速、輥筒間距作為考察的3個因素,共進行23次實驗,每組實驗重復6次,取其平均值[2].
根據因素數m=3選擇合適的正交設計表進行實驗方案設計,并記錄實驗結果(如表2).
表2 實驗設計及結果Table 2 Table of experimental design and results
3.2 三元二次回歸方程的建立與檢驗
采用三元二次回歸正交旋轉組合實驗設計對廢橡膠粉碎進行優化.對表2結果進行統計分析,選用Excel對數據進行處理.分析結果如表3~表5所示.

表3 回歸統計結果Table 3 Regression results
表4 方差分析結果Table 4 Analysis of variance results
由表3~表5可得回歸系數依次為:55.44,-37.46,-3.54,-2.78,0.42,4.17,-0.07, 7.46,0.18,-0.95,得到影響廢橡膠粉碎效率(y)與輥筒粉碎機輥筒速比(x1)、輥筒轉速(x2)和輥筒之間的間距(x3)的回歸方程:

表5 系數分析結果Table 5 Coefficient analysis results
復相關系數R=0.989以及方差分析的結果,說明所建立的回歸方程非常顯著.根據表5中偏回歸系數的“P值”可知,偏回歸系數 -37.46、-3.54、7.46、0.18對應的P值<0.01,偏回歸系數0.42對應的P值在0.01與0.05之間,所以,因素x1和x2對實驗指標有非常顯著的影響,二因素的交互作用x1x2也對實驗指標有顯著的影響.
因素影響重要性分析:對數據進行處理,得到三因素的回歸平方和分別為SS1=19 165.61,SS2=171.16,SS3=105.55.表明因素影響的重要性順序為x1>x2>x3,即輥筒速比>輥筒轉速>輥筒間距[3].
3.3 二因素間的交互效應分析
從回歸系數的顯著性檢驗可以看出:輥筒速比和輥筒轉速的互作效應對廢橡膠粉碎效率影響明顯,對其作圖,可直觀地分析各因子的互作效應.
輥筒速比與輥筒轉速二因素間的互作效應分析如圖1所示.將輥筒轉速固定到零水平的條件下,開始隨著輥筒速比的增加,廢橡膠粉碎率逐漸降低,當達到一定程度(x1=2,x2=10 r/s)時,廢橡膠粉碎效率達到最小值(3.2%),但隨著繼續增加,廢橡膠粉碎效率又逐漸增大.將輥筒速比設置零水平時,隨著輥筒轉速的增加,廢橡膠粉碎效率逐漸減少,但輥筒轉速達到5 r/s時,繼續增加輥筒轉速,廢橡膠粉碎效率會增大.所以,只有它們取值適中時,廢橡膠粉碎效率才能獲得最高值,即粉碎效果最好.
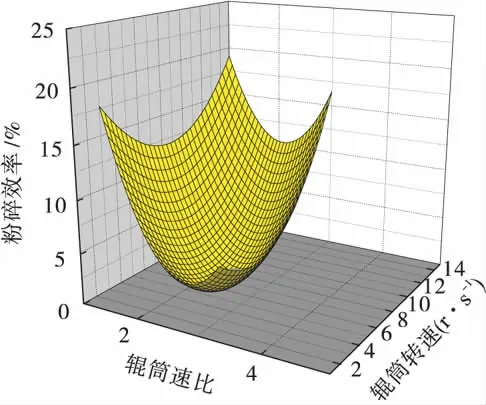
圖1 輥筒速比和輥筒轉速對廢橡膠粉碎效率的影響Fig.1 The influence of roller speed ratio and roller speed to the grinding efficiency of scrap rubber
3.4 最優實驗方案的確定
根據極值的必要條件:
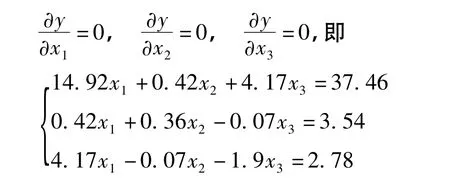
解得x1=1.7,x2=8 r/s,x3=2 mm時,實驗指標y值為16.5%,這時是輥筒粉碎機粉碎效率的最優值.但由于材料質量和輥筒間距測量中存在一定的誤差,導致最優解還有待繼續檢驗.
4 結論
(1)通過二次回歸正交旋轉組合設計,建立了廢橡膠粉碎效率與輥筒速比、輥筒轉速、輥筒間距3因素的回歸方程,此模型在實驗范圍內能較準確地預測廢橡膠粉碎的效率.
(2)在實驗范圍內,對廢橡膠粉碎效率影響的順序依次為:輥筒速比>輥筒轉速>輥筒間距.
(3)通過對廢橡膠粉碎效率的優化得出最佳粉碎參數為:輥筒速比為1.7,輥筒轉速為8 r/s,輥筒間距為2 mm.
[1] 巫靜安,李木松.橡膠加工機械[M].北京:化學工業出版社,2006:5-33.
[2] 潘麗軍,陳錦權.試驗設計與數據處理[M].南京:東南大學出版社,2008:221-232.
[3] 李云雁,胡傳榮.實驗設計與數據處理[M].北京:化學工業出版社,2008:171-201.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
商周刊(2017年9期)2017-08-22 02:57:49
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
