基于S7-200PLC的M7130磨床電氣控制線路改造
2012-02-21 07:27:50余貴
裝備制造技術 2012年11期
余 貴
(鄂東職業技術學院,湖北 黃岡 438000)
在機械加工企業中,有許多舊式普通機床,這些機床故障率高、可靠性差。為了充分挖掘利用普通機床的潛力,適應企業生產需求,筆者利用PLC的可靠性和穩定性,對由繼電器控制的舊式機床電氣控制系統的改造,是一種行之有效的技術改造手段。
1 M7130型平面磨床電氣控制線路分析
M7130平面磨床電氣控制原理圖,如圖1所示,從圖中可以看出,M7130平面磨床由三臺電動機拖動,即砂輪電動機M1、冷卻泵電動機M2和液壓泵電動機M3。其中,M1和M2由接觸器KM1控制;M3由接觸器KM2控制。M1和M2、M3分別由熱繼電器KR1和KR2實現過載保護。三臺電機共用熔斷器FU1實現短路保護。
其工作原理是:當按下按鈕SB1時,接觸器KM1通電閉合,砂輪電動機M1啟動運轉。冷卻泵電動機M2則是在接觸器KM1閉合時,由接插件XP1控制其啟停;當按下按鈕SB2時,砂輪電動機M1、冷卻泵電動機M2停轉;當按下按鈕SB3時,接觸器KM2通電閉合,液壓泵電動機M3啟動運轉;當按下按鈕SB4時,液壓泵電動機M3停止運轉。
電磁吸盤的控制由整流、控制和保護三部分組成。經變壓器和整流器輸出110V直流電壓給電磁吸盤,電磁吸盤的保護電路由電流繼電器KA和放電電阻R3組成。R1和C形成過電壓吸收回路,用于消除電磁吸盤線圈自感電壓的影響。開關SQ2用來控制電磁吸盤的充磁、退磁。
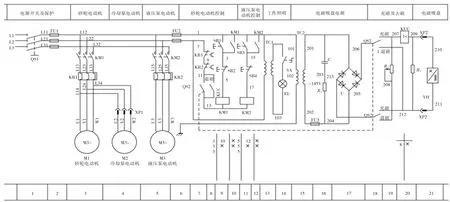
圖1 M7130平面磨床電氣控制原理圖
2 M7130磨床的PLC改造
2.1 PLC的選用
用PLC改造M7130磨床電氣控制線路,冷卻泵電動機改由另兩個按鈕SB5、SB6控制,同時接插件XP1改由接觸器KM3代替。欠電流繼電器作KA、充退磁開關SQ2均作為PLC的輸入信號之一。增加一個總停按鈕SB7。PLC的輸出端主要是控制三臺電動機的接觸器KM1、KM2、KM3,電磁吸盤由于是直流供電,可保留原電氣控制線路。
基于以上設計,M7130磨床PLC改造對PLC輸入輸出點數的要求為10輸入3輸出,選用西門子公司 S7-200(CPU224),該 PLC 有 14路輸入、10 路輸出,輸入留有近1/3的余量,輸出所留余量超過1/3,完全能滿足要求,并具有擴展能力。
2.2 PLC的輸入/輸出點分配(I/O)
PLC的I/O點分配如表1所示。I0.0分配給電流繼電器KA,I0.1至I0.6分別是M1、M3、M3三臺電機的啟動停止按鈕,兩個熱繼電器分配的是I0.7,I1.0分配給退磁轉換開關QS2,I1.1分配給總停止按鈕。輸出方面,控制三臺電機的接觸器KM1、KM2、KM3分別分配輸出點 Q0.0、Q0.1、Q0.2。

表1 輸入輸出點分配表
2.3 M7130平面磨床PLC控制接線圖
經過PLC改造的M7130磨床電氣控制線路I/O接線圖如圖2所示。要注意的是應把380V接觸器線圈電壓更換為220 V,照明燈安全電壓是24 V。
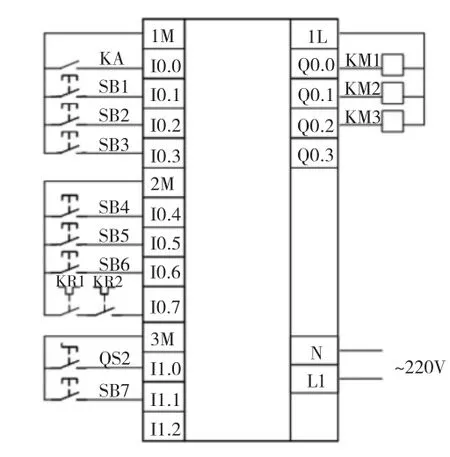
圖2 M7130磨床的PLC外部接線圖
2.4 M7130型平面磨床的PLC控制梯形圖程序
S7-200PLC改造M7130磨床電氣控制線路的PLC梯形圖如圖3所示。
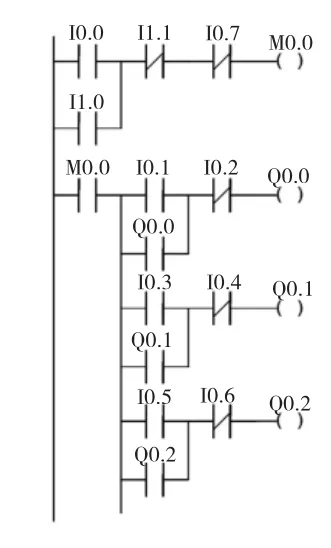
圖3 M7130平面磨床的PLC控制梯形圖程序
3 結束語
本文用西門子S7-200小型PLC改造M7130平面磨床電氣控制線路,實踐證明:改造后電氣故障減少了,生產效率明顯提高,對同類機床電氣電氣控制線路的改造有一定參考價值。
[1]余 貴,董菊明.基于嵌入式PLC的繞線電機控制[J].可編程控制器與工廠自動化,2010,(11):47-48.
[2]羅宇航.流行PLC實用程序及設計[M].西安:西安電子科技大學出版社,2006.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
商業評論(2014年9期)2015-02-28 04:32:41
