基于快速換模及其意義的研究
2012-02-21 07:28:30廖樹昌
裝備制造技術 2012年11期
廖樹昌
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
在汽車生產的供應鏈中,沖壓加工工藝占了相當大的比重。伴隨著顧客多樣化、個性化的需求,傳統的大批量生產方式,已經無法滿足顧客的需求,因此,出產的汽車結構及其配置會有很大的不同,在沖壓件生產的過程中,免不了要頻繁地更換模具。模具更換時間的長短,既影響壓力機生產效率,也是制約實施精益生產的關鍵因素。
從2009年起,公司開展供應商提升項目,向供應商推進GMS及QSB,在項目實施過程中,發現供應商的換模時間過長,只有加大庫存來保生產,因此,整個廠房內充滿在制品,影響項目實施。快速換模成為項目組的一項重要工作,并在供應商方面得到推廣和運用,取得了初步成效。
1 快速換模概述
1.1 快速換模概念
換模也叫切換,在精益生產中,將換模定義為:從前一品種最后一個合格產品,到下一品種第—個合格產品之間的時間間隔。從成本的角度講,這部分時間是沒有產出價值的時間,所以需要盡可能地縮短,以減少浪費。換模時間主要由3部分組成:準備時間,換模操作時間,調整時間,如圖1所示。

圖1 換模示意圖
換模作業,按其時間特性可以分為“內作業”和“外作業”。內作業,指那些必須將生產活動中斷下來才可以完成的活動,生產只有在活動完成后才能繼續,主要包括模具拆卸、設備檢查、調試等工作;外作業,指那些不用使生產活動停止便可完成的活動,不影響正常的產出,主要包括:尋找模具、吊取模具、吊取材料、成品轉移、模具歸位等工作內容。
快速換模是通過工業工程的方法,將模具的產品換模時間、生產啟動時間或調整時間等,盡可能減少的一種過程改進方法。通過運用快速換模技術,實施多品種、小批量生產,可以有效地減少庫存量及庫存時間,避免浪費,實施精益生產。
1.2 快速換模的5個策略
實施快速換模,根據策略難易程度,一般遵循下列5個策略:
(1)內外作業分離。
(2)變內作業為外作業。
(3)縮短外作業時間。
(4)縮短內作業時間。
(5)不斷改進以減少總時間和總工作量。
2 具體應用分析
公司及其部分供應商實施快速換模后,均已取得良好的經濟效益及社會效益。具體分析如下。
2.1 A公司原換模方式分析
要實施快速換模,應成立快速換模改進項目小組,對現狀進行分析,列出存在問題,依據快速換模的5個策略,從易到難,逐一實施。下面以A公司沖壓換模為例,分析改進過程。
A公司沖壓工段的250 T壓力機主要生產車廂部件,由2名操作工操作,換模頻率較高。該供應商在SD項目中,成立快速換模改進小組。小組針對原換模過程進行錄像,分析其工作內容及時間,如表1所示。
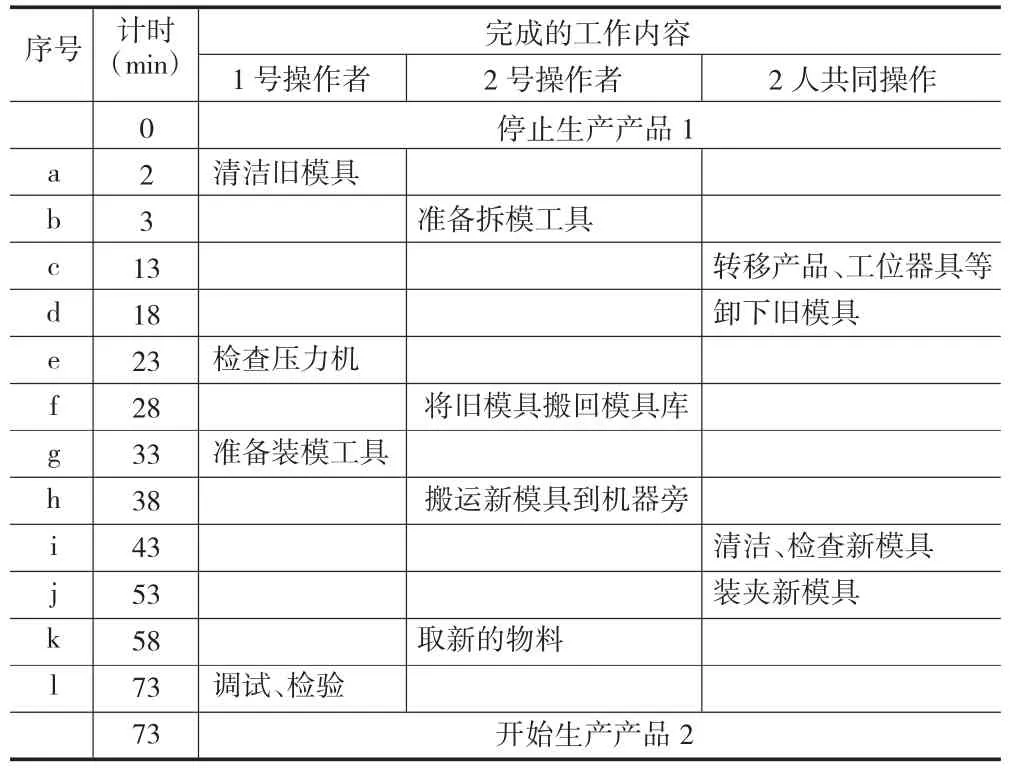
表1 原換模過程分析
經分析發現,原換模作業為串行作業,在設備停機之后才開始尋找工具,存在嚴重的時間浪費,如閑置等待、相互干涉、反復調試的現象等。影響換模時間的主要有以下幾個方面:
(1)模具擺放混亂,尋找模具花費時間比較長;
(2)作業人員分工不明,換模作業不規范;
(3)內外換模沒有分離,所有的作業都在停機之后完成,致使設備利用率不高;
(4)作業場地布局不合理,如將新模具取出并吊到設備旁花費時間過長;
(5)沒有標準化管理,例如調試壓力參數須反復進行,浪費工時;
(6)沒有目視化管理,例如調整模具在工作臺的位置全憑經驗反復進行。
2.2 快速換模的意義
針對上述問題分析,公司及其部分供應商實施快速換模后,均已取得良好的經濟效益及社會效益。具體表現如下。
(1)公司快速換模取得的成就
實施快速換模后,換模時間縮短到10 min以內,生產可以按周計劃、日安排進行,實現均衡生產,取得下列成就:
一是,消除了超負荷帶來的安全及品質隱患;
二是,沖壓按訂單式生產,在產量提高8倍情況下,庫房面積減少80%,為公司的快速發展提供了必要的場地條件;
三是,縮短物料倉儲時間,省去物料防銹工作,也避免因變更所造成物料損失。
(2)供應商實施快速換模的成果
09年起,公司開展供應商提升項目,向供應商推進GMS及QSB,速換模技術也供應商處得到推廣,取得很大的成果,如表2所示。

表2 A公司實施快速換模前后對比
從表1可以看出,A公司采用快速換模,實施小批量生產后,零件最少存儲時間由20個工作日件降到4個工作日,零件防護及保管費用由8萬元減少到0.8萬元,減少90%;最小庫存數由40萬件降低到8萬件,資金占用量由400萬降到80萬,每月可少付利息2.8萬元;場地占用最小面積由4 000 m2降到800 m2,減少了80%,為A公司擴大再生產提供場地保障。如能在公司所有供應商實施快速換模,每年將會節省數億元費用,產生良好的經濟效益及社會效益。
3 結束語
從公司及其部分供應商的實踐證明,將內作業轉換成外作業,換模時間即可由數小時降低到幾十分鐘,通過設備與模具更新及持續改進,換模時間可以控制在幾分鐘內完成。生產可以按客戶需求進行,實現訂單式生產,從而消除不均衡即超負荷帶來的安全及品質隱患,減少浪費,對穩定產品品質、提高生產效率、降低成本起到決定性作用。
[1]王衛剛,周炳海.快速換模技術的實踐研究[J].機床與液壓,2007,(5):4-6.
[2]虞 苓,于銀水.汽車行業沖壓件的工作率研究與分析[J].汽車工程,2004,(3):58-643.
[3]路士利.精益生產中的快速換模技術研究[J].輕工機械,2006,(4):92-93.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年18期)2018-11-14 01:48:24
中國軍轉民(2017年6期)2018-01-31 02:22:28
山東工業技術(2016年15期)2016-12-01 05:31:22
故事大王(2016年7期)2016-09-22 17:30:08
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
