淺析箱體類零件加工工藝
2012-02-21 07:28:00龍創平
裝備制造技術 2012年11期
關鍵詞:工藝
龍創平
(陜西航天機電環境工程設計院有限責任公司,陜西 西安 710100)
作為機器的基礎零件之一,箱體將機器里的各個零部件組裝成一個整體,并讓這個整體以正確的相對位置進行某些必要運動。雖然不同機器的箱體也各不相同,但這些箱體都具有結構復雜、壁厚不均及內部腔形等共同點,箱體內壁上擁有形狀各異的平面和數量眾多的軸承,支撐孔及緊固孔,這些平面及孔都有較高的精度和較低的粗糙度要求。因此,箱體加工品質的高低會對其各部件的裝配精度、機器的性能及使用壽命等方面產生直接影響。
1 箱體類零件的技術要求
1.1 表面粗糙度及孔的精度要求
軸承孔必須具有較高尺寸精度及較低的表面粗糙度。如果無法滿足,就會導致軸承和箱體上的孔重合度不高,從而在工作過程中產生振動及噪音,尤其是機床主軸支撐孔會對主軸旋轉精度產生直接影響,進而對機床加工工藝產生影響。通常情況下,對主軸支撐孔的加工等級和粗糙度的要求分別為IT6~7 級和 Ra1.6~0.8 μm[1]。
1.2 孔距和位置精度要求
在箱體中以齒輪嚙合關系存在的相鄰孔之間,必須具有較高的孔距尺寸精度和平行度,如果達不到要求就會對齒輪的嚙合精度產生影響,從而箱體在工作時,因震動和噪音減少齒輪使用壽命。傳動齒輪副的中心距允差及輪嚙合精度直接決定著孔距尺寸精度。箱體同軸線上的孔必須具有較高同軸度。一旦同軸度較低的話,不但會導致箱體裝配不便,還會加劇軸承磨損度,使之溫度上升,進而影響機器的正常工作和精度。
1.3 主要平面精度要求
箱體的主要平面必須具有較高的相互位置和形狀精度以及較低的粗糙度。通常箱體的主要平面為裝配基面或加工定位面,其加工品質對箱體加工時的定位精度,以及箱體同其它零件進行總裝時的相對位置精度和接觸剛度都有直接影響,因此,對箱體主要平面粗糙度的要求較低,但平面度的要求較高[2]。
1.4 孔對裝配基面的精度要求
箱體上支撐孔同裝配基面之間必須具有較高的平行度和尺寸精度,同時還應對端面具有較高垂直度。比如:車床床頭箱體主軸孔對裝配基面的尺寸精度會對主軸孔同尾架孔之間的等高性產生直接影響,主軸孔對端面的垂直度不夠,會導致機床在工作時其主要端面發生跳動現象[3]。
2 箱體類零件加工工藝
本文主要某齒輪箱箱體上的孔和主要平面的加工進行舉例說明。形狀復雜、壁薄和中空是此齒輪箱的結構特征[4]。在加工齒輪箱體時,其主要以平面和孔居多,如圖1所示。它們要求要有較高的尺寸和位置精度及較低的表面粗糙度要求。
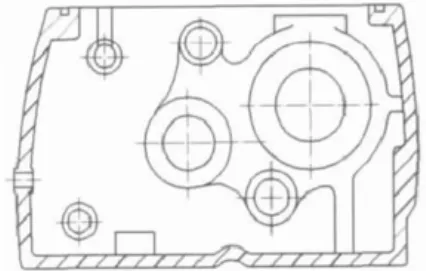
圖1 某齒輪箱箱體簡圖
2.1 工藝路線的設計
該齒輪箱箱體需要進行加工的表面較多,由于平面加工精度相對于孔的加工精度而言更容易保證,因此,保證其加工工藝的關鍵在于孔的加工精度,基于此,在設計工藝路線時應重點注意以下幾點。
(1)箱體類零件毛坯的準備及材料
我們采用HT200型號的灰鑄鐵作為齒輪箱箱體的材料,灰鑄鐵具有耐磨性、阻尼特性、可切削及可鑄性較好及成本較低的特點[5]。在加工一些簡易的箱體時,可利用鋼材焊接結構來縮減成本和提高生產效率。
(2)先面后孔的加工順序
首先對箱體的平面部分進行加工,這樣不但解決了毛坯表面粗糙及表面夾砂等問題,而且對分布在箱體平面上的孔進行加工時很容易劃線和找正,并且在鏜刀進行鏜孔時,不會出現沖擊振動和損毀刀具等現象,所以應采用先面后孔的加工順序。
(3)粗、精加工階段要分開
箱體具有對主要表面精度要求較高和結構復雜等特點,而在進行粗加工時,所產生的夾緊力和切削力及切削熱都是影響加工精度的主要因素,如果完成粗加工后直接進行精加工的話,就會導致在粗加工時所產生的內應力無法得到充分釋放,從而在進行精加工時無法消除這些缺陷,最終造成箱體變形使其加工精度受到影響,因此,在進行粗加工時,應對夾具進行多次的松卸,讓內應力得到充分地釋放,最大限度確保箱體的加工工藝。
(4)工序集中或分散的決定
在箱體加工過程中,將粗加工和精加工分開進行,同工序分散原則相符合,不過在進行中小批量生產過程中,為了盡量縮減機床和夾具的使用數量及箱體的搬運和安裝次數,應盡量在同一臺機床上進行粗加工和精加工。
(5)安排適當的熱處理工序
鑄件箱體的結構較為復雜、表面較硬,并且其壁厚程度不均,在鑄造過程中,很容易因冷卻速度不同步而產生內應力,所以在鑄造完成后,應及時采用噴砂和調至人工實效等手段對其內部結構進行改變,盡最大努力消除內應力,避免箱體發生變形。
2.2 定位基準的選擇
箱體加工定位基準的選擇同箱體平面和孔、平面和平面以及孔和孔間的尺寸和位置精度有直接關系。因此,在選擇定位基準時,必須以遵守“基準同一”和“基準重合”原則為首要條件,與此同時,也必須對其它影響精度的因素進行考慮,比如生產批量、生產設備和夾具等。
(1)粗基準的選擇
箱體零件粗基準的選擇,不但對各加工面的余量分配有直接影響,還會影響到加工面同非加工面間的位置精度。依據粗基準選擇原則,首先應對箱體中要求最高的主軸孔的加工余量進行考慮,確保其加工余量均勻,避免因加工余量不均所產生的震動對加工精度及表面品質產生影響,同時也要保證其它加工表面加工余量的均勻性。其次,對箱體內壁加工表面同不需加工表面之間位置的偏差進行糾正,避免因加工后的軸承孔端面同箱體內壁間的間距不合適,導致安裝齒輪時同箱體內壁發生相碰現象。出于這方面考慮,應選擇箱體內壁為粗基準,不過這樣做會導致裝夾變得十分困難,因各個軸孔同內腔的砂心為一個整體,因此,在實際生產過程中,會選擇主軸孔和一個同其間距較大的軸孔作為箱體的粗基準。
(2)精基準的選擇
在選擇精基準時共有兩套定位方案:第一套方案是選擇裝配基準面作為齒輪箱箱體零件的精基準,該方案的優點是能夠確保定位、設計及裝配這三個基準相重合,從而有效避免出現不重和誤差,同時箱體開口向上也為刀具的調整和觀察孔徑加工過程提供了較大方便。其缺點是只能通過吊架式鏜模對中間壁上的孔進行加工,其結構剛性不高、孔系精度不夠、不方便裝卸、生產效率不高,不適合大批量生產;第二套方案是將箱體頂面及兩個銷孔作為該箱體零件的精基準,該方案的優點是箱體開口向下,具有較高的剛性、孔系和導向精度較高、裝卸較為方便、可進行大批量生產,缺點是其定位同裝配基準重合度不高,容易產生定位誤差。
2.3 主要表面的加工
(1)箱體的平面加工:一般采用刨削和銑削法對箱體平面進行粗加工及半精加工。在進行單件小批量生產時,通過劃線找正法,利用刨和銑對箱體平面進行加工,可以通過在龍門刨床上一次安裝多個刀架達到同時加工多個平面,并有效保證這些平面位置精度的目的;由于銑削的生產效率要高于刨削,因此,在進行大批量生產過程中,可利用專用夾具在組合機床上同時對多個表面進行加工,這樣不但能有效提高生產效率,還能確保各個平面的位置精度;在進行精加工過程中,磨削法適用于大批量生產;而單件小批量生產主要采用鏟刮法或精刨法[6]。
(2)孔系加工:所謂孔系指的是箱體上具有相互位置精度要求的一系列的孔。精度要求較高、加工復雜是其特點,所以孔系加工是箱體加工工藝的關鍵,孔系可分為平行和同軸兩種。對平行孔系進行加工時必須確保各個平行孔中心線之間的尺寸精度及平行度;而同軸孔系對同軸度精度具有較高要求。
(3)在進行單件小批量的生產過程中,在普通鏜床上采用劃線找正法進行加工,不過該法容易產生較大誤差,一般采用試鏜法來提高加工精度,此法在進行找正、試切和測量時耗費時間較多,生產效率不高。
(4)采用鏜模法對箱體進行大批量生產。鏜模通過兩端的導向套對鏜桿進行引導,從而確保所加工工件的孔距精度,鏜桿同導向套之間的配合精度和剛度以及鏜模精度會直接影響到孔距精度,采用鏜模法可在組合機床上同時對多個孔系進行加工、生產效率較高、方便找正、適合大批量生產,并且鏜模法能夠確保同軸孔系的同軸精度,利用導向套對那些同箱壁距離較近的同軸孔進行加工,對那些離箱壁較遠的同軸孔,可采用鏜床后立柱的導向套支撐鏜桿進行加工。
(5)在進行單件小批量生產時,通常利用坐標法對孔系進行加工,如果對孔距精度具有較高要求時,應在精密坐標鏜床上進行加工。采用坐標法進行加工時,要特別注意原始孔和鏜孔順序,在確保原始孔的精度較高且粗糙度較低的基礎上,必須注意下面兩點:
第一,當要求兩孔的孔距精度較高時,必須將兩孔連在一起進行加工,否則會影響孔距精度。
第二,應按順序依次對各個原始孔進行加工,這樣能夠確保刀具始終朝同一方向移動,從而有效避免因往返移動而產生的誤差。
3 結束語
綜上所述,為有效保證箱體類零件的加工工藝和生產效率,必須以箱體類零件的復雜度為依據對加工工藝方案進行改革完善,采用與之相符的定位裝夾方案,合理利用各種數控機床及加工刀具并對切削用量進行最佳設定。
[1]李紅星.箱體零件的加工中心工藝及程序編制[J].機械管理開發,2011,(02):45-46.
[2]常漢青.主軸和箱體類零件的機械加工工藝分析[J].科技信息,2011,(19):23-24.
[3]張世有.箱體類零件的加工工藝分析[J].科技信息,2010,(17):15-16.
[4]張琳燕.箱體類零件的技術要求與加工工藝[J].廣東科技,2009,(06):78-79.
[5]施 燕.箱體零件孔系加工工藝方案的探討與實踐[J].中國制造業信息化,2009,(17):65-66.
[6]李軍超.大、中型薄壁箱體類零件的加工探索[J].中國新技術新產品,2009,(23):99-100.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
