N109主缸毛坯縮孔/縮松廢品產(chǎn)生原因及控制對(duì)策
2012-02-21 07:28:04甘芳艷
裝備制造技術(shù) 2012年11期
關(guān)鍵詞:工藝
甘芳艷
(柳州五菱汽車(chē)工業(yè)有限公司制動(dòng)器廠,廣西 柳 州545007)
N109車(chē)型是上汽通用五菱2010至2011年微車(chē)的主打車(chē)型之一,制動(dòng)器廠是該車(chē)型的制動(dòng)主缸助力器組件主要配套廠家,該車(chē)型開(kāi)始批量投產(chǎn)以來(lái),作為N109制動(dòng)主缸助力器組件主要零部件的主缸毛坯縮孔/縮松廢品率,一度高達(dá)15.49%,嚴(yán)重影響了制動(dòng)主缸助力器組件配套的生產(chǎn)率如表1所示。

表1 N109主缸毛坯廢品情況統(tǒng)計(jì)
為此,我們對(duì)N109主缸毛坯鑄造缺陷產(chǎn)生的原因進(jìn)行分析并找出相關(guān)對(duì)策。
1 縮孔/縮松缺陷特點(diǎn)
N109主缸毛坯縮孔/縮松缺陷,產(chǎn)生的情況特征為:
(1)廢品數(shù)量大,占廢品總數(shù)的78.07%。
(2)N109主缸毛坯與N1主缸毛坯結(jié)構(gòu)相似(見(jiàn)圖1、圖2)。但N109主缸毛坯的縮孔/縮松廢品率,明顯高于N1主缸毛坯(N1主缸毛坯縮孔/縮松廢品率僅為5.45%)。

圖1 N1主缸毛坯
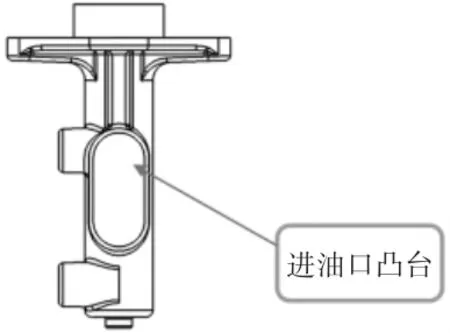
圖2 N109主缸毛坯
(3)缺陷位置固定。95.23%的縮孔/縮松缺陷位于進(jìn)油口凸臺(tái)下部和缸孔頭部(如圖3所示)。
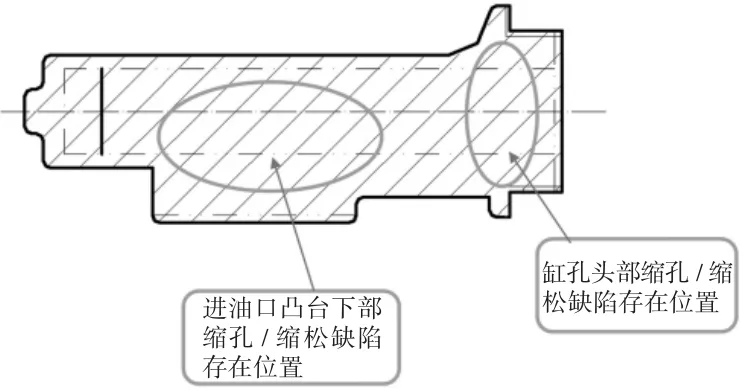
圖3 N109主缸毛坯縮孔/縮松存在位置圖
2 縮孔/縮松形成原因及對(duì)策
經(jīng)過(guò)分析,影響縮孔/縮松產(chǎn)生的原因有:
(1)合金液除氣不干凈形成氣體性疏松。
(2)澆注溫度澆注溫度過(guò)低,鋁液流動(dòng)性差,導(dǎo)致最后凝固部位補(bǔ)縮不足。
(3)毛坯鑄件凝固順序不合理(鑄件在進(jìn)油口凸臺(tái)處存在局部厚大,鑄件沒(méi)能按“順序凝固”的工藝進(jìn)行)。
2.1 合金液除氣不干凈,形成氣體性疏松
經(jīng)過(guò)現(xiàn)場(chǎng)工藝試驗(yàn)檢測(cè)發(fā)現(xiàn),目前使用的型號(hào)為DJB-1精煉劑除氣效果很差,工藝要求鋁液精煉后試樣針孔級(jí)別為1~2級(jí),而試驗(yàn)檢測(cè)試樣的針孔度已經(jīng)達(dá)到了3~5級(jí)。在現(xiàn)有人工壓入精煉劑精煉工藝不變的情況下,借鑒集團(tuán)兄弟單位柳機(jī)的經(jīng)驗(yàn),我們?cè)囉昧肆鴻C(jī)正在使用的SRJB2型精煉劑進(jìn)行工藝試驗(yàn),同時(shí)根據(jù)鋁熔體中夾雜(Al2O3)與氫的行為及相互作用關(guān)系的實(shí)質(zhì)(人們經(jīng)多年的研究和實(shí)踐已經(jīng)確認(rèn),在含氫量相同的條件下,夾雜含量越高,針孔率也高;同時(shí),即使在低氫濃度時(shí),針孔率仍很高。相反,當(dāng)鋁液中夾雜含量很低時(shí),含氫也低,即使人為地向鋁液通入氫,也會(huì)自動(dòng)脫出,很快恢復(fù)到原來(lái)的含量。因此影響鋁中氣孔形成的主導(dǎo)因素是夾雜物,只有重視排雜凈化,才可保證鋁液質(zhì)量[1]),新增使用了深圳派瑞科生產(chǎn)的COVERAL 73的低溫除渣劑。低溫除渣劑的加入,對(duì)鋁液中夾雜物進(jìn)行較為有效的清除。經(jīng)過(guò)多次的工藝試驗(yàn),確定了新的精煉劑及除渣劑的精煉工藝參數(shù)見(jiàn)表2所示。

表2 新精煉劑及除渣劑精煉參數(shù)
新的精煉劑及除渣劑正常投入使用后,N109主缸毛坯缸孔頭部縮孔/縮松的缺陷率有了很明顯的下降,但進(jìn)油口凸臺(tái)下部縮孔/縮松的缺陷率,仍然沒(méi)有得到改善,在該部位存在缺陷的零件數(shù)量還是很多,仍沒(méi)有達(dá)到我們的最終控制要求。
2.2 澆注溫度
N109主缸毛坯為新車(chē)型的毛坯,其凈質(zhì)量雖然比N1主缸毛坯稍小,但從圖1、圖2可以看出:N109主缸其進(jìn)油口凸臺(tái)是集中在一起,在整個(gè)缸體的2/3處形成一個(gè)厚大的熱節(jié),而N1主缸的進(jìn)油口是分開(kāi)的,整個(gè)零件沒(méi)有明顯的熱節(jié)部位。因此在澆注過(guò)程中,N109主缸在2/3處的熱節(jié)部位所需要鋁水補(bǔ)縮的量要比N1主缸多得多。其澆注溫度仍按N1主缸毛坯的工藝進(jìn)行控制,顯然是不可行的。將N109主缸毛坯,按不同的澆注溫度范圍,各生產(chǎn)150臺(tái)作對(duì)比試驗(yàn),結(jié)果見(jiàn)表3所示。

表3 兩種澆注溫度工藝試驗(yàn)對(duì)比
可以看出,試驗(yàn)工藝較原有工藝生產(chǎn)出來(lái)的縮孔/縮松廢品率有所下降,因此將澆注溫度穩(wěn)定控制在適宜的范圍內(nèi),對(duì)解決N109主缸毛坯縮孔/縮松問(wèn)題,還是有一定的效果。
2.3 毛坯鑄件凝固順序不合理
采取了新的精煉劑及除渣劑投入使用和提高鋁水澆注溫度這兩項(xiàng)措施后,對(duì)N109主缸毛坯所產(chǎn)生的鑄造缺陷件,進(jìn)行統(tǒng)計(jì)再分析,發(fā)現(xiàn)在進(jìn)油口凸臺(tái)處,存在縮孔/縮松缺陷的零件數(shù)量還是較高。
通過(guò)對(duì)N109主缸毛坯結(jié)構(gòu)的再次認(rèn)真分析認(rèn)為:進(jìn)油口凸臺(tái)處縮孔/縮松的產(chǎn)生,主要是由毛坯的特殊結(jié)構(gòu)所致,其進(jìn)油口凸臺(tái)處過(guò)于厚大,鋁液凝固時(shí)該部位往往總是最后凝固,因鋁液凝固時(shí)會(huì)有凝固收縮,該部位鋁液凝固沒(méi)有得到補(bǔ)縮,便產(chǎn)生縮孔/縮松。解決這一問(wèn)題,就必須保證毛坯鑄件凝固能按“順序凝固”工藝進(jìn)行,因毛坯本身結(jié)構(gòu)存在著特殊性,凝固時(shí)不能自然按“順序凝固”工藝進(jìn)行凝固,所以只有通過(guò)在模具上增加激冷塊(激冷塊也叫冷鐵,為了增加鑄件局部冷卻速度,在型腔內(nèi)及工作表面安放的金屬塊稱(chēng)為冷鐵[2)]來(lái)改變鋁液的凝固順序,才能解決這一問(wèn)題。根據(jù)N109主缸毛坯結(jié)構(gòu)特點(diǎn),我們?cè)诮饘倌>哌M(jìn)油口凸臺(tái)左右模腔的上面各安放了一塊方形(36 mm×34 mm×10 mm)銅材質(zhì)的激冷塊,同時(shí)還在進(jìn)油口凸臺(tái)兩側(cè)面安放了帶排氣及激冷作用的圓柱形(Ф18 mm×30 mm)的激冷塊。圖4、圖5、圖6、圖7為模具改進(jìn)前后的簡(jiǎn)圖。

圖4 改進(jìn)前左模
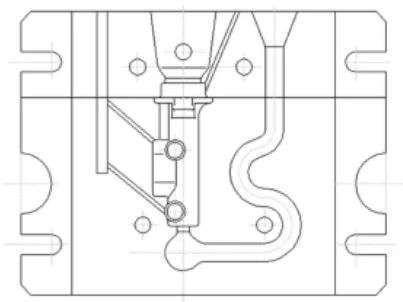
圖5 改進(jìn)前右模
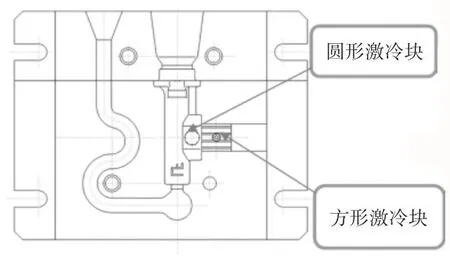
圖6 改進(jìn)后左模
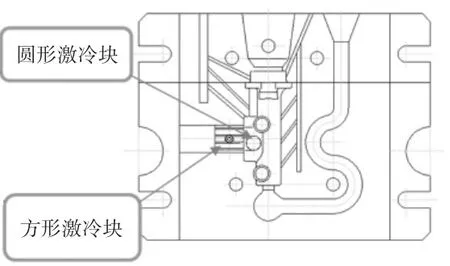
圖7 改進(jìn)后右模
模具實(shí)施改進(jìn)后,我們對(duì)N109主缸毛坯機(jī)加工后鑄造缺陷進(jìn)行了統(tǒng)計(jì),跟蹤統(tǒng)計(jì)的結(jié)果見(jiàn)表4所示。
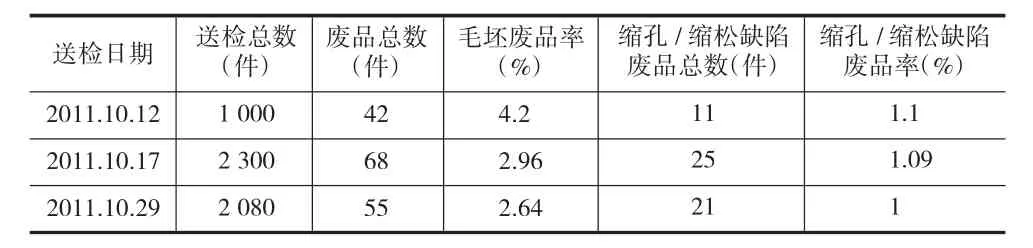
表4 N109主缸毛坯(模具增設(shè)激冷塊后)廢品情況統(tǒng)計(jì)
由表4可以看出,模具在進(jìn)油口凸臺(tái)增設(shè)激冷塊后,能顯著地降低N109主缸毛坯縮孔/縮松缺陷廢品。
3 結(jié)束語(yǔ)
通過(guò)對(duì)影響縮孔/縮松形成的主要要素:鋁液精煉、澆注溫度、毛坯鑄件的凝固順序三個(gè)鑄造工藝方面進(jìn)行了分析,采取了有效的應(yīng)對(duì)措施,完善了鋁液精煉、澆注溫度及毛坯凝固順序系統(tǒng)方面的工藝,將N109主缸毛坯縮孔/縮松廢品率控制在2%以?xún)?nèi),達(dá)到了品質(zhì)目標(biāo)的要求,為更好地完成N109制動(dòng)主缸助力器組件零配件的配套提供了有力的保證。
措施的顯著性評(píng)價(jià)。按顯著性的大小從大到小排列如下:合金液精煉除氣,毛坯鑄件凝固順序,澆注溫度。
[1]傅高升,陳文哲,等.鋁熔體高效凈化的理論及凈化處理技術(shù)的現(xiàn)狀分析[A].第五屆21省(市、自治區(qū))3市鑄造學(xué)術(shù)會(huì)議論文集[C].合肥:安徽省機(jī)械工程學(xué)會(huì)鑄造學(xué)會(huì),2003.
[2]王繼章,楊 晶,等.鋁合金鑄造中冷鐵作用效果的研究[J].特種鑄造及有色合金,2011,(31):961-963.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
