賽車差速器端蓋設計與制造研究
2012-02-21 07:28:06陳春林岑延清劉琰黃海峰
裝備制造技術 2012年11期
陳春林,岑延清,劉琰,黃海峰
(1.上汽通用五菱汽車股份有限公司,廣西 柳州 545007;2.廣西工學院鹿山學院,廣西 柳州 545616)
根據賽車行駛運動學的要求和實際的車輪、道路以及它們之間的相互關系表明,賽車在行駛過程中,左右車輪在同一時間內所滾過的行程往往是有差別的。例如,轉彎時外側車輪的行程總要比內側的長。另外,即使賽車作直線行駛,也會由于左右車輪在同一時間內所滾過的路面垂向波形的不同,或由于左右車輪輪胎氣壓、輪胎負荷、胎面磨損程度的不同以及制造誤差等因素,引起左右車輪外徑不同或滾動半徑不相等而導致車輪行程不等。在左右車輪行程不等的情況下,如果采用一根整體的驅動車輪軸將動力傳給左右車輪,則會由于左右驅動車輪的轉速雖相等而行程卻又不同的這一運動學上的矛盾,引起某一驅動車輪產生滑轉或滑移。這不僅會使輪胎過早磨損、無益地消耗功率和燃料及使驅動車輪軸超載等,還會因為不能按所要求的瞬時中心轉向而使操縱性變壞。此外,由于車輪與路面間尤其在轉彎時有大的滑轉或滑移,易使賽車在轉向時失去抗側滑能力而使穩定性變壞。
為了消除由于左右車輪在運動學上的不協調而產生的這些弊病,可以在賽車左右驅動輪間都裝有差速器,差速器保證了賽車驅動橋兩側車輪在行程不等時,具有以不同速度旋轉的特性,從而滿足了賽車行駛運動學的要求。賽車使用的差速器結構型式為螺旋齒輪LSD,其結構示意圖,如圖1所示。
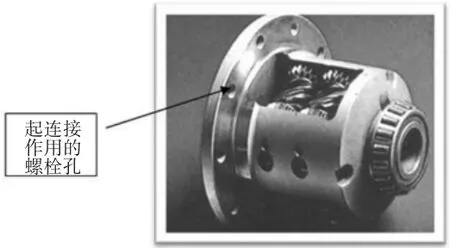
圖1 螺旋齒輪LSD差速器結構示意圖
圖1所示的螺旋齒輪LSD差速器帶有與其它部件連接的螺栓孔,而目前我們設計的賽車使用的螺旋齒輪LSD差速器是從國外采購回來的,具體結構如圖2所示。

圖2 目前正在使用的螺旋齒輪LSD差速器結構示意圖
圖1與圖2螺旋齒輪LSD差速器的區別是:圖2上的螺旋齒輪LSD差速器無螺栓連接孔。所以我們需要在螺旋齒輪LSD差速器上加工制造出螺栓連接孔才能與其它部件連接,只有這樣才能發揮出螺旋齒輪LSD差速器在賽車上的作用和價值。
1 差速器端蓋的設計
1.1 設計源由
圖2所采用的螺旋齒輪LSD差速器是總長僅為200 mm的不等圓圓柱體組成的兩端小中間大的不規則體,通過M6螺栓與其它部件連接的差速器面最寬為19 mm,且僅有9 mm的寬度是平面,其余的是朝外傾角為40°的斜面,這樣特征的面占所有連接面的二分之一,另外的二分之一連接面為最窄的連接面,僅有9 mm的寬度,并且壁厚僅為3 mm。在差速器9 mm寬且非常薄的平面上均布鉆M6螺栓連接孔,螺栓連接孔會在一定程度上降低螺旋齒輪LSD差速器的強度,且會存在漏油的潛在失效模式。差速器連接面為圖3所示的剖面線表示區域。
所以,必須設計出能代替在螺旋齒輪LSD上鉆螺栓孔,且與螺旋齒輪LSD連為一體,并起到不影響螺旋齒輪LSD強度的過渡零件,這就是設計差速器端蓋的由來。

圖3 差速器連接面解析圖
1.2 解決方案
我們設計的差速器端蓋需要解決的技術問題是:
(1)此端蓋能代替螺栓孔起到與差速器連接的作用且不影響差速器的強度。
(2)保證差速器在工作中不存在漏油現象。
解決上述技術問題采取的技術方案是:采用差速器上現有的三個均布的圓弧面進行配合,保證差速器端蓋與差速器裝拆方便且固定牢靠無軸向竄動;在差速器端蓋上鉆螺栓連接孔作為與其它部件連接時用。
1.3 解決措施
針對以上技術上述方案提出的要求,具體的解決措施是:
(1)將差速器上的圓弧面進行白光掃描測繪。
(2)將白光掃描形成的數據進行處理,形成三維實體數模。
(3)按照差速器上三個均布的圓弧面進行配合的要求,將差速器三維實體數模裝配到差速器端蓋三維實體數模上。
(4)抽取差速器上三個均布的圓弧面。
(5)用抽取到的差速器上圓弧面來修剪與之配合的差速器端蓋上的圓弧面。
(6)將修剪的差速器端蓋上的圓弧面進行數控加工。
下圖4為按以上步驟要求完成的差速器端蓋的三維實體數模。

圖4 差速器端蓋三維實體數模
下圖5為差速器端蓋的二維尺寸標注圖。
2 差速器端蓋的制造

圖5 差速器端蓋二維尺寸標注圖
差速器端蓋采用45#鋼材進行加工制造。差速器端蓋的制造工藝為:下料(160 mm×160 mm×26 mm)→粗車(差速器外表面)→精車(差速器外表面)→鉆孔→鉆圓孔倒角→去毛剌→數控加工圓弧面。
其中,數控加工圓弧面是差速器端蓋制造的核心工藝。為了保證差速器端蓋與差速器裝拆輕便且無卡滯現象,且裝配到位的差速器端蓋與差速器無軸向竄動且連接牢靠無間隙,差速器端蓋圓弧面數控加工采用四道工步來完成:
(1)差速器端蓋圓弧面數控加工工步
此工步采用Φ6銑刀粗車下圖6所示剖面線表示的區域。

圖6 差速器端蓋圓弧面數控加工第一工步
(2)差速器端蓋圓弧面數控加工工步
此工步采用Φ6銑刀粗車下圖7所示的三個圓弧面:

圖7 差速器端蓋圓弧面數控加工第二工步
(3)差速器端蓋圓弧面數控加工工步。
此工步采用Φ4銑刀精車圖7所示的三個圓弧面。
(4)差速器端蓋圓弧面數控加工工步。
此工步采用Φ2銑刀精銑圖7所示的三個圓弧面,按照差速器端蓋圓弧面三維實體數模形狀要求加工成比原實體數模小0.04 mm的圓弧面。
經過三道數控制造加工工步完成的差速器端蓋圓弧面表面粗糙度達到0.8。
下圖8所示為制造加工完成的差速器端蓋。

圖8 制造加工完成的差速器端蓋
3 實施驗證
差速器端蓋安裝在差速器上的使用過程:
(1)將差速器豎起放在平面上,如圖9所示。

圖9 豎直放置的差速器
(2)將差速器端蓋套入差速器一端。
(3)將差速器端蓋上的圓弧面與差速器上的圓弧面的位置一一對齊。(見圖10(b))。
(4)將差速器端蓋輕輕放下就可保證圓弧面與差速器圓弧面完全接觸。(見圖10(a))。

圖10 裝配到位的差速器端蓋
此結構已進行實際操作驗證,連接效果良好,使用方便可靠。
4 結束語
賽車差速器端蓋設計與制造研究的技術創新歸納為以下幾點:
(1)采用差速器上現有的三個均布的圓弧面進行配合,凹凸面的公差值為0.04 mm。
(2)在差速器端蓋上鉆螺栓連接孔作為與其它部件連接時用。
(3)轉矩傳遞平穩,與差速器連接可靠,裝拆方便且無軸向竄動。
(4)密封性好,不存在漏油潛在失效模式。
