壓力容器用Q345R鋼窄間隙MAG焊研究
2012-02-21 07:28:08王曉梁
裝備制造技術 2012年11期
關鍵詞:焊縫
俞 翔,王曉梁
(江蘇省特種設備安全監督檢驗研究院南通分院,江蘇 南通 226011)
窄間隙焊接方法在不同的國家應用的比例也不盡相同,其主要應用在鍋爐、壓力容器、工業機械、船舶與海洋結構、壓力管道等制造業中。在日本以及一些其它國家,普遍使用熔化極窄間隙氣體保護焊焊接,其應用率達到75%。而我國恰恰相反,以窄間隙埋弧焊的應用居多,原因在于:此種窄間隙焊接設備商品化程度較高,購買比較容易。在近年來的研究中,發現采用細焊絲大電流MAG焊可以實現穩定的旋轉噴射過渡,其焊接生產效率高,對焊件裝配間隙不敏感,而且能增大焊縫熔寬和改善焊縫成型,可用于壓力容器的主要接頭,如筒體縱縫和環縫。壓力容器用的碳素鋼及低合金鋼幾乎都可以采用這種方法。使用此種方法的經濟效益比過去有所提高,而且焊接廢品率大大下降,產品精度和品質均勻得到提高。因此,筆者以厚板壓力容器用Q345R鋼為對象,進行了旋轉電弧窄間隙熔化極氣體保護焊試驗。
1 試驗原理及焊接工藝
旋轉電弧窄間隙MAG控制系統構成原理,如圖1所示。焊接電源為MIG/MAG焊機,采用送氣、導電、循環冷卻、絕緣等功能一體的窄間隙焊炬,通過旋轉控制系統,使傾斜的導電嘴實現焊接電弧的旋轉,完成焊接過程。導電嘴帶動焊絲和電弧在坡口內做錐擺運動,導電嘴和焊絲間磨損很小,可以實現電弧的高速旋轉,又可以進行長時間的連續焊接,焊接穩定性高。
試驗試件厚度為50mm,采用帶鈍邊U型坡口,見圖2,窄間隙坡口單側角度為1~2度,鈍邊為2mm。
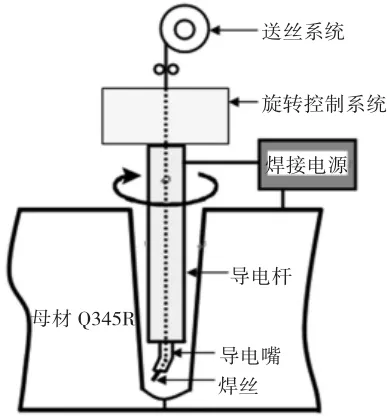
圖1 窄間隙焊接系統

圖2 坡口幾何形狀
試驗母材為Q345R,采用ER50-6氣保焊焊絲,直徑為1.2 mm,化學成分如表1所示。在焊接時,需先焊正面打底焊,再焊反面打底焊,其工藝參數如表2所示。

表1 母材和焊絲化學成分(﹪)

表2 窄間隙焊接工藝參數
電弧形貌如圖3所示,電弧呈鐘罩狀,隨著電弧的旋轉,電弧有規律地在坡口兩側壁之間運動,避免了電弧熱在坡口中心區域的聚集,從而增加側壁的熔透,并且有效地防止了指狀熔深的出現。另外,由于旋轉離心力的作用,熔滴不再沿焊絲軸向運動,而是向坡口兩側方向呈非軸向過渡。當焊絲旋轉到距側壁最近端時,電弧可以直接對側壁加熱,由于電弧對熔池的攪拌效應,使得熔池液體金屬在側壁處產生堆積,有利于側壁的熔合。
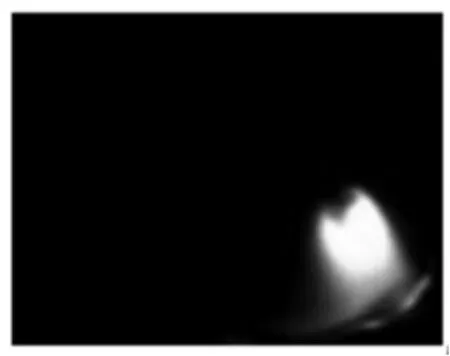
圖3 電弧形貌圖
2 焊接接頭分析
2.1 焊接接頭的宏觀分析
圖4為焊接接頭經射線檢測后顯示無缺陷,經腐蝕和拋光后的宏觀金相照片,從照片上可以清晰地看出,焊縫成型均勻美觀,未見未焊透、氣孔、夾渣等宏觀缺陷。焊縫側壁熔合較好,不存在未熔合現象。熱影響區寬度極小約1.5 mm,焊縫層高約3.5 mm。
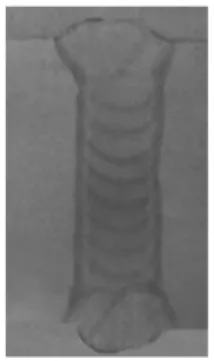
圖4 焊接接頭宏觀形貌
4.2 焊接接頭的力學性能
圖5為拉伸試件斷裂示意圖,焊接接頭拉伸試驗結果表明,拉伸斷裂均在母材一側,焊接接頭的強度高于母材,Q345R鋼板厚度在36~60 mm之間的抗拉強度為490~620 MPa,拉伸試件的抗拉強度均高于母材抗拉強度規定值的下限,平均為535 MPa,焊接接頭抗拉強度合格。
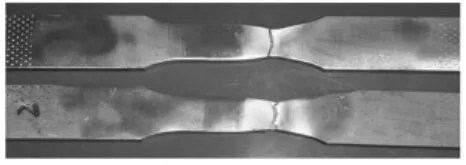
圖5 拉伸試件斷裂示意圖
彎曲試驗的合格標準為:在拉伸件彎曲到規定的彎曲角度后,其拉伸面上沿任何方向不得有單條長度大于3 mm的裂紋或缺陷,焊接接頭的棱角開裂一般不計。焊接接頭經過彎曲180°后,未發現裂紋或缺陷現象,符合標準要求。
在0℃條件下,焊接接頭所得沖擊結果,如圖6所示,焊縫金屬和熱影響區的沖擊功均大于34 J,焊接接頭常溫沖擊韌性滿足要求,具有良好的韌性。熱影響區沖擊功大于焊縫金屬的沖擊功。
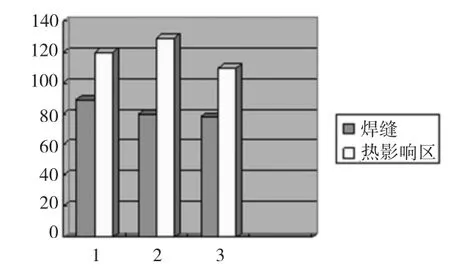
圖6 沖擊功示意圖
3 結束語
旋轉電弧窄間隙MAG焊運用于壓力容器用Q345R鋼的焊接,其焊縫成形良好,坡口兩側充分熔接,焊縫內沒有氣孔、裂紋等缺陷,其力學性能試驗符合標準要求。旋轉電弧窄間隙MAG焊方法,焊接品質好,效率高,是壓力容器制造的一種先進技術。
[1]Hori.K and Kawakara.M.Application of narrow gap process by S.Sawada[J].Welding Journal,1985,9:18-19.
[2]張富巨,羅傳紅.窄間隙焊及其新進展[J].焊接技術,2000,29(6):33-35.
[3]余 剛,丁 敏,崔海超,等.10Ni5CrMoV鋼旋轉電弧窄間隙GMAW 研究[J].焊接技術,2010,39(11):12-15.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
