Rd-b/z輪對車軸輻板清洗機的改進
2012-02-21 07:28:12徐留常馬麗亞徐海新
裝備制造技術 2012年11期
徐留常,馬麗亞,徐海新
(中鐵特貨運輸有限責任公司鄭州分公司,河南 鄭州 450061)
Rd-b/z輪對車軸輻板清洗機于2009年11月安裝并投入使用,設備使用過程中,在設備檢修正常進行的狀態下,設備臨修次數僅2011年1月~6月就高達8次,非正常檢修用時超過了36個小時,嚴重影響了檢修作業計劃的兌現,增加了檢修休時。本文針對Rd-b/z輪對車軸輻板清洗現場使用過程出現的問題,從設備的維修保養、設備設計缺陷等方面查找故障原因,并提出可行的改進措施,使故障得以消除,提高了設備使用效率。
1 故障統計情況及原因分析
1.1 故障統計情況
Rd-b/z輪對車軸輻板清洗機是由三相電機帶動除銹鋼刷高速運轉來清除輪軸身各處銹漬、油污。除銹刷安裝于可上下、左右移動的臺架上,鋼刷與工件接觸壓力由風缸控制,風缸壓力可在0.2~0.35 MPa間調整。
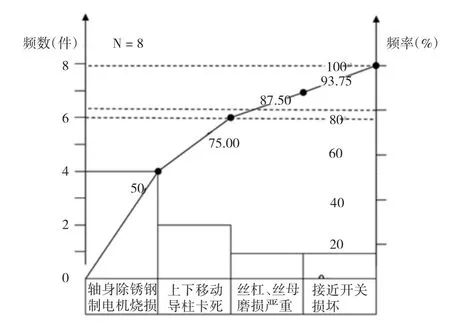
圖1 2011年1月~6月份清洗機臨修故障情況統計圖
1.2 故障原因分析
由圖1可知:軸身除銹鋼刷電機(以下簡稱中刷電機)燒損、上下移動導柱卡死是清洗機臨修的主要故障,對中刷電機燒損及上下移動導柱卡死故障進行分析、討論,分析流程如圖2所示。
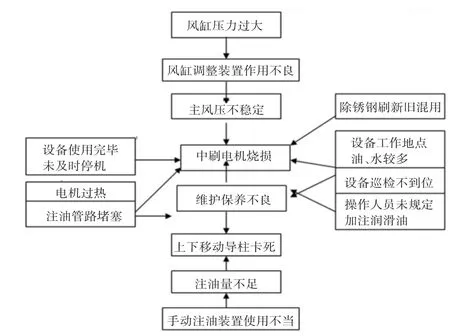
圖2 中刷電機燒損及上下移動導柱卡死故障分析流程圖
從分析圖中可以看出,造成中刷電機燒損和上下移動導柱卡死故障的原因主要有9條,如表1所列。
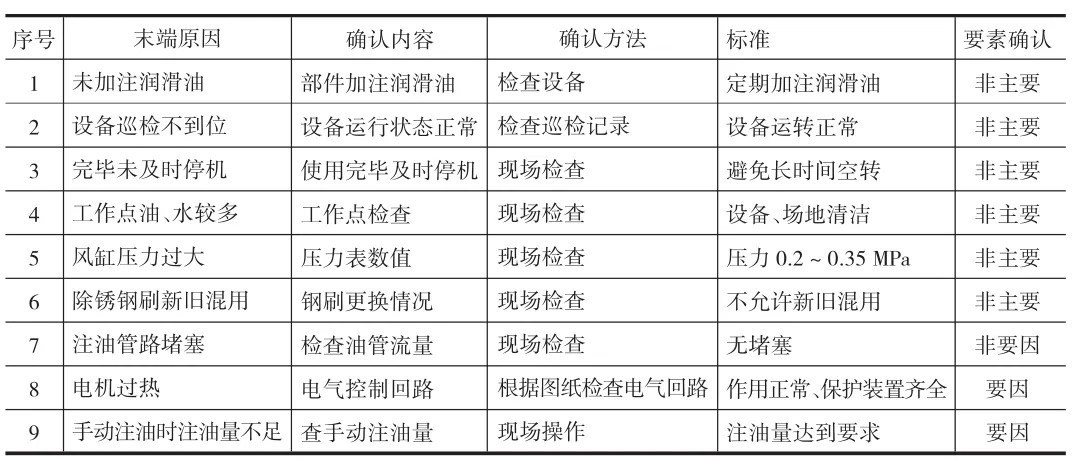
表1 中刷電機燒損和上下移動導柱卡死故障原因一覽表
2 改進措施
2.1 在各除銹刷電機控制回路中加裝熱過載繼電器
根據設備圖紙,對電氣控制回路進行了檢查、驗證,發現電氣控制回路中均未加裝熱過載保護,屬設計缺陷。在一般情況下,各種電機燒損是由于當除銹刷壓力過大時,電機負載過大,電機電流增加,升溫過高,在無過載保護的情況下,造成的電機因過載發熱燒損。經過對電氣控制回路的分析,可以采用在各除銹刷電機的主回路和控制主回路中加裝熱過載繼電器,當電機因鋼刷與輪軸接觸壓力過大發生過熱時,熱保護繼電器動作,切斷供電回路,保護電機不會燒損。熱過載繼電器應選型號為JR36-20。
2.2 開發自動注油裝置
手動操作注油裝置時,手動控制時間不好掌握,易造成加注油量不足,導致潤滑不良。如果在注油控制裝置上加裝定時器,通過定時器控制定時注油,設備控制箱內不僅無多余加裝位置,而且還增加檢修工作量。為了達到自動注油的目的,可利用設備原有的PLC可編程控制器的剩余觸點,編寫梯形圖程序,使注油裝置在設備每次開機后,指令就自動發出,傳輸給設備上安裝的油箱延時開關,延時開關接到指令后自動開啟出油閥門,對設備需注油處自動進行一次定時注油,注油時間為15秒,時間結束后延時繼電器開閉出油閥門。
3 結束語
通過近幾個月的實驗觀察,改進措施達到了預期的效果:在改進前,中刷電機(參數為Y132M2-6)燒損6次上下移動導柱卡死2次;在改進后,電機未出現燒損故障;上下移動導柱改進后未出現卡死現象。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
設備管理與維修(2015年12期)2015-04-09 06:57:00
