談零件工序尺寸公差的零值和負值
2012-02-21 07:28:14樊琳
裝備制造技術 2012年11期
樊 琳
(蘇州大學機電工程學院,江蘇 蘇州 215021)
在生產中,編制零件工藝規程,一般都要涉及工藝尺寸鏈的計算,特別是遇到零件的工序基準和定位基準(或測量基準)不重合時,計算工序尺寸的公差就會經常出現零值或負值問題。近幾年,經過工科教學課程體系改革,相關課程內容合并、壓縮和簡化,涉及這一部分的知識,在教材中已經不再闡述或僅簡單提示一下。當前,由于大學生接觸生產實際時間有限,對工序尺寸公差的零值或負值的后果不夠清晰以及對解決方法的不了解。為此,筆者根據多年的教學經驗,從培養工科大學生應用型的人才出發,認為《機械制造技術》課程的課堂教學可以適當安排一定課時來講解工序尺寸公差的零值或負值問題。
1 尺寸公差零值或負值的概念
零件尺寸公差是指允許尺寸的變動量。公差等于最大極限尺寸與最小極限之代數差的絕對值,也等于上偏差與下偏差的代數差的絕對值。在計算尺寸鏈時,工序尺寸的公差值,首先必須是正的,其次公差要有一定范圍,公差數值的大小取決產品的性能和使用要求。
在工序尺寸的計算中,當工序基準和定位基準重合時,零件的工序尺寸一般無需計算,也不會出現尺寸公差零值或負值。當工序基準和定位基準不重合時,工序尺寸的計算有可能會出現公差零值或負值。由于尺寸公差的零值和負值會造成零件無法加工,生產中碰到此類問題的一般三種解決方法。
(1)等公差值法
按等公差值方法重新分配封閉環的公差,即:
各組成環公差=封閉環公差/(n-1)
這種方法在計算上比較方便,但從加工工藝上看不夠合理,只宜有選擇地使用。
(2)等公差級法
按等公差級方法分配封閉環的公差,即各組成環的公差根據其基本尺寸的大小按比例分配,或是按照公差表中的尺寸分段及某一公差等級來規定組成環的公差,使各組成環的公差滿足以下條件:
封閉環公差=各組成環公差之和
最后進行適當調整。這種方法從工藝上講比較合理。
(3)經驗法
各組成環的公差可以憑工程技術人員的經驗,按照具體情況來分配。
前二種方法都有優點和不足,而經驗法對大學生還談不上。為此,在教學中可以結合生產實際介紹一種既方便又比較合理的方法,即先用等公差值分配公差,再根據尺寸大小適當調整來求解工序尺寸和公差。
2 計算實例
對工序尺寸公差零值和負值的問題,在教學中,還可以通過實例提高學生的認識。
2.1 應用實例
采用調整法銑削,圖1所示為階梯軸的槽面。試標注以大端端面軸向定位時的銑槽工序尺寸及其公差。
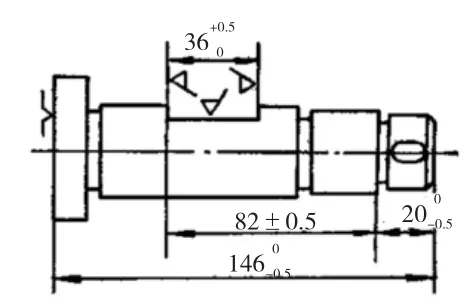
圖1 零件圖
2.2 應用求解
計算該工序尺寸步驟可分三步:
(1)畫尺寸鏈圖,見圖2。
(2)確定封閉環及各組成環性質。
封閉環:82±0.5
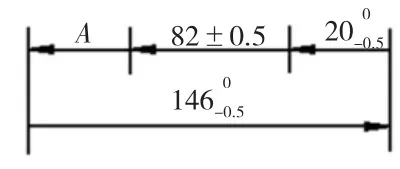
圖2 尺寸鏈
(3)計算工序尺寸和公差
由于在尺寸鏈計算中,封閉環公差必須大于或等于組成環公差。從以上數值可以看出,封閉環公差為1,已知組成環146和20的公差和也為1,計算工序尺寸A的公差結果為零,需要重新調整組成環公差。
先按等公差值分配組成環公差,即:
各組成環公差=1/(4-1)=0.33
基本尺寸82=146-(A+20)
得A=44
上偏差-0.5=-0.4-(ESA+0)
得ESA=+0.1
下偏差 +0.5=0-(EIA-0.3)
得EIA=-0.2
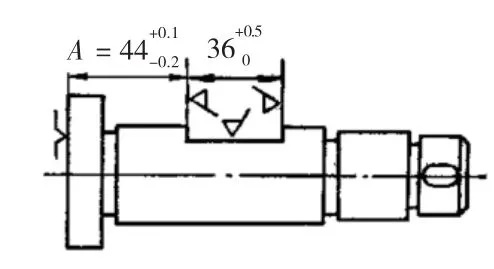
圖3 工序圖
3 結束語
工序尺寸公差的零值或負值是零件加工過程中會碰到的實際問題,提出課堂教學增加其內容出于以下幾點考慮:
(1)《機械制造技術》課程作為一門機械專業的主干課程,其特點課程的綜合應用性高,實踐性強。課程內容應該考慮實用性,多講解一些學生畢業以后馬上可以在工作中用到的知識,為學生今后工作打基礎。
(2)大學生在校四年雖然學習了許多基礎知識和專業理論知識,但還缺乏實踐經驗。剛到工作單位一般不會搞產品設計,主要做一些如編制零件工藝規程、設計零件專用夾具等工作,多講一些實用性基礎知識對學生今后工作有利。
(3)在課堂教學時數不會增加很多,一般也可以控制在1~2學時內。
另外,實例中零件的徑向尺寸沒有標出是為了方便講解,有利學生了解和熟悉工序尺寸中零公差或負公差的知識。
猜你喜歡
兒童故事畫報(2019年5期)2019-05-26 14:26:14
學周刊(2016年26期)2016-09-08 09:02:56
作文教學研究(2016年1期)2016-07-05 12:22:32
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
新教育時代電子雜志(學生版)(2015年31期)2015-02-28 14:37:39
散文百家(2014年11期)2014-08-21 07:17:04
散文百家(2014年11期)2014-08-21 07:16:56
