非圓曲線加工誤差分析及編程參數的選擇
2012-02-21 07:28:20劉振超
裝備制造技術 2012年11期
劉振超,史 紅
(柳州鐵道職業技術學院,廣西 柳州 545007)
由于宏程序能夠給變量賦值、變量之間可以進行數學運算和邏輯運算,以及可以使用各種條件轉移等命令,使得任何可以用數學表達式表達出來的復雜曲線輪廓的加工,都可以用宏程序編寫,而且該程序短小精悍,通常程序段極少會超過60行,即使是最廉價的機床數控系統,其內部程序存儲空間也完全容納得下任何“龐大”的宏程序,使用宏程序編程和加工,大大提高了數控設備的使用性能。
一般的數控設備往往只有直線插補和圓弧插補功能,在加工一些由數學表達式給出的非圓曲線輪廓時,是無法用普通編程直接加工的,只能用直線或圓弧去逼近這些曲線,即用逼近法加工,這時用宏程序來編寫加工程序將會變得簡單精確。
但是,曲線加工的精度和效率與宏程序編寫的參數選擇有密切關系。現以FANUCoi系統加工橢圓曲線輪廓為例,詳細解析加工誤差與參數選擇的關系。
1 典型橢圓輪廓的宏程序
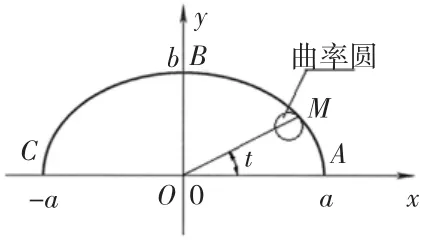
圖1 橢圓輪廓
加工橢圓輪廓如圖1所示,其宏程序編寫方式通常有兩種:
編程方式一(以角度t為自變量):
:
#1=a
#2=b
#3=0(曲線起始角度)
#4=180(曲線終止角度)
#5=△t(角度步進值)
#3=#3+#5(當前角度)
WHILE[#3LE#4]DO1(如果#3≤#4,循環1繼續)
#10=#1*COS#3(當前X坐標)
#11=#2*SIN#3(當前Y坐標)
G01X#10Y#11F(△f)(曲線加工)
END1(循環1結束)
:
編程方式二(以X坐標為自變量):
:
#1=a
#2=b
#3=a(曲線X坐標起始位置)
#4=-a(曲線終止位置)
#5=-△X(X坐標步進值)
#3=#3+#5(當前X坐標)
WHILE[#3LE#4]DO1(如果#3≤#4,循環1繼續)
#10=#3(當前X坐標)
#11=(#2/#1)*SQRT[#1*#1-#10*#10](當前Y坐標)
G01X#10Y#11F(△f)(曲線加工)
END1(循環1結束)
:
從上述宏程序的可知,編程參數有兩種:一種是與曲線表達式有關的參數;另一種是與加工精度和效率有關的參數,如步進角Δt、X坐標步進值Δx以及切削速度F(Δf)等。
2 逼近誤差的數學模型
將圖1中曲線上任意點M附近段輪廓放大,如圖2所示。在切削加工時以進給步長Δl代替微小弧長ds,由此產生逼近誤差δ。
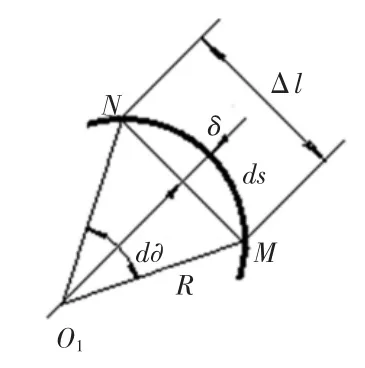
圖2 逼近誤差數學模型
圖中:
R為曲率圓半徑;
δ為逼近誤差。
在△O1MN 中,有(Δl/2)2=R2-(R- δ)2,
經計算簡化后得:

由此可見,逼近誤差與進給步長Δl成正比,與曲率半徑R成反比。顯然,在一條非圓曲線中加工中,在曲線的曲率半徑最小處逼近誤差最大,即當R=Rmin時,δ= δmax。
對于加工零件的程序都有一個允許誤差δy,且加工時要保證δ≤δy。因此,要控制逼近誤差,可將式(1)改寫為:

3 步進值的合理選擇
由式(2)可知,只要找出一段曲線的曲率最大處,計算出其最小曲率半徑即可求的符合精度要求的最大切削步長Δl。
3.1 計算最小曲率半徑
(1)若曲線方程為y=f(x),且二階可導,如圖2逼近誤差數學模型所示,其曲率
∵tan α =y'有 α =arctan y',
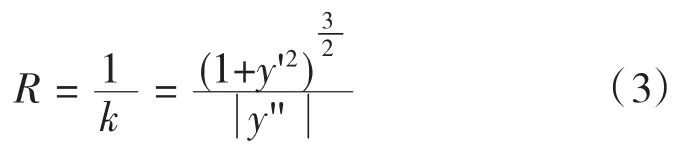

根據式(3),將橢圓的相關參數代入計算得:

3.2 計算最大進給步長,求出切削自變量步進值
δy一般為零件公差的1/5~1/10,即:如果曲線輪廓公差δ=0.05,取上限1/5,得:
δy=0.01。將 Rmin=10和 δy=0.01代人式(2),
如果用Δt表示橢圓加工時的步進角,R表示橢圓輪廓上任意點M到橢圓對稱中心O的距離,則有Δt≈Δl/R。取橢圓上的特殊點A開始,切削一個進給步長Δl,其所對應的步進角為Δt。在A點處,R=a=40,所以Δt≈Δl/R=0.894 4/40=0.022 36弧度 =1.281°。
根據解析方程可計算出進給一個步長L所對應的X坐標增量值Δx:

這樣,當編寫宏程序時以步進角Δt為自變量時,Δt≤1.281°可滿足加工精度要求;如果以X坐標增量Δx為編程自變量時,X坐標以Δx≤0.01 mm遞減就可以滿足相應的加工精度。
因為逼近誤差的模型和曲率半徑的計算是對任意的連續曲線而建立的,因此依據同樣方法,在對拋物線、雙曲線等非圓曲線編程時,也可先找出要加工的輪廓段中曲率最大處,然后將方程的相應參數代人式(3)或式(4),求出最小曲率半徑 Rmin,再將輪廓的允許誤差Rmin一起代人式(2)即可得到輪廓加工的最小進給步長Δl,進而根據選定的自變量進行計算相應的步進值。
4 進給速度的合理選擇
數控系統都有一個插補周期T,它決定了系統的運算時間和執行運動的時間,一般數控系統的插補周期為T=8 ms。
進給步長Δl與進給速度Δf、插補周期T之間的關系是:Δl=T×Δf。
如果以X坐標為編程自變量,且增量值為Δx時,則進給速度F(Δf)=Δx/T。
在實例1中,當以X坐標為編程自變量,且X坐標以Δx≤0.01 mm遞減時,F(Δf)=Δx/T=60×0.01/0.008=75(mm/min)。顯然步進值 Δx越小,插補節點越多,加工精度越高。如果數控系統的分辨率為0.001mm,且數控機床以Δx=0.001 mm切削時,則進給速度
結論:在實例1的橢圓輪廓加工中,如果允許誤差δy=0.01 mm,其步進角是 Δt≤1.281°,X坐標步進值 Δx≤ 0.01 mm,切削速度 F(Δf)≤ 75(mm/min)。實例表明,步進值越小,精度越高,但切削速度越小,效率越低。切削速度的計算方法也同樣適用于其他非圓曲線加工。
5 結束語
通常在編寫非圓曲線加工的宏程序時,其步進值和切削速度的選擇使憑經驗取值,沒有通過精確計算,結果是:步進值取大了,不滿足曲線輪廓的公差要求,取小了切削效率低下,且不能準確調整切削狀態,造成機床性能不能得到充分的發揮。
[1]殷晨晨,吳文江.基于弧長的橢圓插補新算法[J].組合機床與自動化加工技術,2012,(4):2-4.
[2]陳惠賢,姚運萍,段利英.基于數控加工的復雜曲面誤差分析[J].組合機床與自動化加工技術,2006,(10):35-38.
[3]張棉好.橢圓數控編程參數的合理選擇及宏程序實現[J].機械制造,2007,(6):34-36.
