大直徑薄壁球形閥芯加工工藝
2012-03-16 05:48:24黃紅耀
火箭推進 2012年1期
趙 飛,黃紅耀
(西安航天發動機廠,陜西 西安710100)
0 引言
我國新型液體火箭發動機所采用的煤油隔離閥是一種大型球閥,入口接貯箱,出口接發動機系統,是液氧/煤油發動機的啟動閥門,在箭體加注后、發動機啟動前起隔離燃料的作用。球形閥芯是煤油隔離閥的核心部件。
球形閥芯的圓度和表面粗糙度對閥芯與閥座之間的密封性能至關重要,設計要求閥芯球面的圓度0.01,表面粗糙度Ra0.2,面輪廓度0.015 mm,相對基準A的跳動0.03 mm,精度要求很高,此為加工難點之一;由于煤油隔離閥體積較大,球形閥芯直徑Φ200 mm且為中空結構,鍛件毛坯,殘余應力較大,此為難點之二;另外,閥芯中間通道為錐孔,最大處直徑Φ154 mm,最小處直徑Φ120 mm,在球面Φ164.5 mm直徑處有兩個7°的錐平面,最薄處壁厚僅有5.25 mm,直徑與壁厚比為31.3,屬于典型的薄壁零件的斷續加工,裝夾定位難度很大,加工變形大,中間錐孔加工后材料應力釋放導致的變形,此為難點之三。因此加工存在極大難度,被列入液氧/煤油發動機研制中的關鍵工藝技術進行集智攻關。
1 球形閥芯的設計狀態
1.1 材料
煤油隔離閥的材料為鍛鋁6A02-T6 GB/T3191-1998,其化學成分見表1。室溫力學性能見表2。

表1 化學成分Tab.1 Chemical compositions
1.2 設計技術要求
球形閥芯零件的主要設計要求如下:
1) SΦ200±0.05球面相對于基準A的跳動為0.03 mm,Φ169 mm直徑處的平面相對基準A的垂直度為0.05mm,轉軸處Φ44 mm端面槽底面相對基準A的垂直度為0.03 mm,花鍵中徑相對基準A的跳動為0.02 mm,花鍵的端面相對基準的垂直度0.03 mm;
2) 14°錐孔相對于基準A-B位置度0.07 mm;
3) 14°錐孔直線度 0.05 mm;
4) SΦ200±0.05球面的圓度 0.01 mm,面輪廓度0.015 mm。
2 球形閥芯的關鍵技術及解決途徑
煤油隔離閥球形閥芯為薄壁不規則零件,在內、外形加工時存在很大的裝夾和加工難度,鍛件存在殘余應力,加工后易變形,斷續車削產生的較大加工應力也使零件容易產生變形,且易產生積削瘤,這些都對零件加工表面和加工尺寸的控制有很大影響,需要在加工時采取措施予以解決和控制。
2.1 裝夾方式
零件加工時首先根據零件的結構確定安裝定位孔,這樣才能保證零件的合理裝夾、準確定位。精加工球面時必須采用一夾一頂的裝夾方式。裝夾力和尾座頂尖的頂緊力對薄壁零件的變形影響很大,因此控制裝夾力和尾座頂尖的頂緊力成為精加工球面的關鍵。
1) 粗加工時由于煤油隔離閥球形閥芯采用鍛造毛坯,毛坯為表面不規則圓柱實體,所以采用可自動定心、裝夾力較大的三爪卡盤夾緊。
2) 半精加工過程中,銑加工采用Φ116±0.2孔定位,壓板壓緊;車加工以Φ149+0.10定位,采用花盤裝夾,壓板壓緊。這種裝夾方式可以有效避免四爪卡盤裝夾時因裝夾力較大而產生的變形,同時使裝夾力分散作用在閥芯轉軸處,作用在球面上的裝夾力較小,最大限度地減小球面的變形。
2.2 加工刀具及程序
因為普通刀具在加工球面時不能實現刀具軌跡的象限轉化,所以不能進行球面加工。為了保證零件加工后的形位尺寸符合設計要求,在沒有專用刀具的情況下設計制造了專用R球形車刀,刀具R,前角 3°,主后角 8°,副后角 4°,副偏角2°。選擇加工精度高的精密數控車床進行精加工,由于普通加工程序不能用于球形車刀的加工,所以在數控車床上編寫了數控車床常用的刀具補償和恒線速切削指令程序。
2.3 熱處理
由于球形閥芯是大直徑中空、外形不規則的薄壁零件,加工中沖擊大、產生熱量大,零件應力釋放緩慢和人工時效后鍛造應力釋放不完全,導致零件在加工、周轉和放置過程中產生很大的形變,無法保證產品最終尺寸。
球形閥芯采用的材料6A02-T6是以鎂和硅為主要合金元素并以MgSi相為強化相的鋁合金鍛造毛坯,這種材料的α固溶體成分隨溫度變化而變化,可用熱處理方法強化,屬于熱處理能強化的合金,在高溫成型過程急冷后可以達到與固溶處理相同的效果。6A02-T6鋁合金在高溫成型中使第二相θ(CuAlg)來不及從α固溶體中析出,在室溫下得到過飽和α固溶體。雖然固溶處理或高溫成型使材料強度提高,但組織不穩定,有分解出強化相過渡到穩定狀態的傾向,因此在室溫下放置一定時間后或加工時,強化和硬度會明顯提高。所以6A02-T6鋁合金在固溶處理或高溫成型后需進行人工時效,否則加工后的零件變形嚴重,難以保證最終精度。
鋁合金還可以進行冷處理。冷處理時造成內部組織位錯網絡,使脫溶相形核更為廣泛均勻,有利于合金的強度性能和塑性,還可以提高抗蝕性。
基于上述原因,決定對球形閥芯采用多次熱處理的方法來消除應力、穩定零件尺寸。鍛造后對零件毛坯進行人工時效,消除鍛造應力;粗加工后對零件進行人工時效,消除粗加工時較大的加工應力,人工時效后對零件進行冷處理,冷處理的作用是使材料內部組織轉化更充分,組織更加穩定。半精加工后進行人工時效,消除半精加工產生的加工應力,冷處理穩定半精加工后零件的內部組織,使尺寸更穩定。
針對特殊的產品結構和材料,制定了特殊的工藝方法,從控制裝夾力、頂緊力等方面入手,并采用多次熱處理方法全面控制加工過程中的變形。
3 球形閥芯的加工工藝流程及工藝方法
基于以上分析,確定零件加工的工藝流程如下:
鍛造—人工時效—粗加工—人工時效+冷處理—半精加工—人工時效+冷處理—精加工—研磨+拋光—表面處理—拋光—檢驗
在確定了工藝流程后,具體的加工設備和加工方法也有多種選擇,根據實際情況確定最優的方法和參數。
3.1 加工機床的選擇
1) 機床選擇。根據球形閥芯尺寸大,圓度、面輪廓度要求高的要求,選擇了精密數控車床尤剛TNC-300。該機床的有效加工直徑Φ280 mm,加工長度720 mm,加工精度0.008 mm,重復定位精度0.01 mm。機床具有刀盤直徑大、強度高的特點,在加工球形表面時x軸和z軸的插補精度高,能夠保證加工時刀具圓弧軌跡的連續性,提高球面的輪廓度、圓度和表面質量。
2) 方案驗證。為了驗證機床的實際加工性能,加工球形閥芯前在該設備上進行了SR60球面的試加工,經三坐標儀檢測試件的圓度達到了0.002 mm,因此確定該設備可用于煤油隔離閥球形閥芯的加工。
3.2 球面車刀的參數選擇和確定
由于球形閥芯加工型面大于90°,在數控車床加工中屬于跨象限加工,加工過程中必須連續加工,以防止在球面最大直徑處產生接刀痕跡。普通刀具不能實現刀具軌跡的象限轉化,避免不了此種現象,因此采取球形車刀加工。
由于沒有標準的球形車刀,設計制造了專用球形車刀。車刀外形見圖1。具體參數見表3。
1)刀具材料選擇。根據球形閥芯斷續切削、對加工中產生熱量敏感的特點,選擇抗彎強度與韌性較高、導熱性好、適合有色金屬精加工的鎢鈷類硬質合金刀具YG3。其成分和性能見表4。
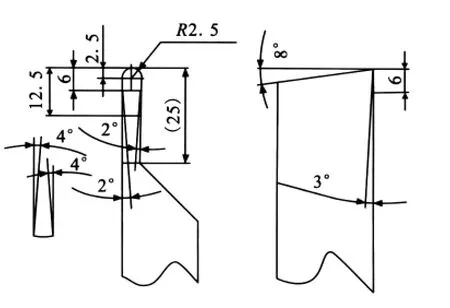
圖1 專用球形車刀圖Fig.1 Diagram of special spherical turning tool

表3 專用球形車刀參數Tab.3 Parameters of special spherical turning tool

表4 YG3硬質合金刀具的成分和性能Tab.4 Compositions and performances of YG3 carbide tool
2)刀具R的精度直接影響到球形閥芯的圓度和面輪廓度。數控程序計算刀具切削軌跡是以鍵入刀具庫的各項參數為準,并以標準的刀具R進行計算,擬合出刀具實際加工的軌跡參數。所以刀具在球面上的實際切削點與數控機床計算的理論點隨刀具R的精度而變化,并在加工中將刀具R的誤差成倍放大到加工表面上,因此R的精度越高加工出的球面越理想,要求刀具R=2.50-0.005;以實測刀具的R值,為準輸入程序,來保證球面精度。
3) 刀具前角增大可以有效增加刀具的鋒利程度,減少切削熱的產生,但刀具切削刃的切削部位會隨球形車刀在球面的軌跡發生變化。切削刃不能保持在球形閥芯的中心線上加工,隨著刀具前角的增大對球面的圓度和面輪廓度產生的不利影響就越大,且前角越大刀具切削刃的強度越差。考慮到閥芯的斷續切削,為增加刀具切削刃的強度,選擇的前角為3°。
4) 刀具的主后角和副后角的作用是減少刀具后面和副后面與加工表面的摩擦,但后角和副后角偏大會降低刀具強度。考慮到閥芯是斷續加工,選擇了8°的主后角和4°的副后角。
5) 副偏角的作用是減少與零件已加工表面的摩擦。隨著副偏角的增大刀具的強度和散熱條件都會變差。根據精加工參數的選擇方案確定副偏角為 2°。
6) 根據車刀切削情況,為避免刀體與已加工表面摩擦,確定刀頭部分長度為25 mm。3.3加工中切削速度的計算和選擇
對薄壁零件斷續表面的加工,影響最大的因素是切削力和切削熱,而對這兩者影響最大的切削參數分別為切削深度和切削速度,應對該兩項切削參數充分優化。
3.3.1 轉速選擇
鋁合金熔點低,且其塑性隨著溫度的升高而迅速增大。在高溫高壓作用下,切屑底層與前刀面的摩擦很大,滯流現象嚴重,易生積削瘤,降低工件的尺寸精度與表面粗糙度。大多數鋁合金在低速切削時會形成積削瘤。切削速度較高時,一般切削速度達到60~90m/min以上,則可以有效避免。切削速度的計算公式如下:

式中:v為切削速度;D為加工直徑;n為主軸轉速。
可以看出,切削速度與零件直徑成正比關系,所以在計算最小轉速時按最小直徑計算即可。球形閥芯最小處球面直徑為Φ122 mm,通過計算:
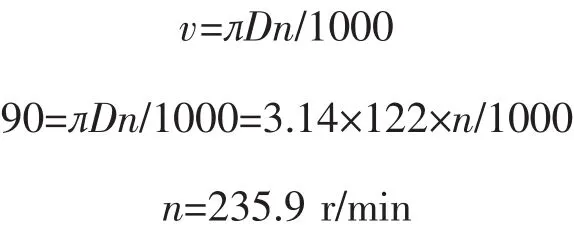
得出主軸轉速在大于235.9 r/min后不會產生積削瘤。考慮到加工效率和高速旋轉會給零件帶來巨大離心力,產生振動和變形,選擇主軸轉速n=300 r/min。
3.3.2 切削深度確定
大的切削深度會產生大的切削熱和大的變形,較小的切削深度不能跨越加工硬化層進行切削,導致尺寸精度不受控制,較小的切削深度還會導致刀具斷續切削時刀具振動,在已加工表面留下顫紋降低表面粗糙度。通過大量試切削試驗確定最佳切削深度為0.15 mm。
3.3.3 進給量確定
進給量影響到加工表面微觀殘余高度,使表面粗糙度變化。進給量越大,加工表面微觀殘余高度越大,表面質量越差;進給量太小,刀具在加工表面作用時間越長,產生熱量越大,加工硬化層越厚。考慮到球形車刀在加工過程中始終與零件是點接觸,為了獲得較好的表面粗糙度和產生較小的切削熱,通過試切削試驗確定最佳進給量F=0.03 mm/r。
3.4 精加工球面程序編制
為了降低球面圓度、面輪廓度和表面粗糙度,除了設計專用球形車刀進行加工外,還須運用刀具補償的數控程序來進行跨象限加工。這樣加工不僅可以保障加工過程的流暢,還能使整個加工過程中數控車床CNC系統的數據鏈完整而不中斷,更好地保證球面的圓度和面輪廓度。
由于加工表面是球面,加工過程中切削速度始終隨刀具加工直徑的變化而變化,切削速度的改變導致加工的表面質量惡化。切削速度在恒轉速n=300 r/min時,從最大直徑Φ200 mm到最小直徑Φ122 mm時其切削速度在114.924~188.4 m/min范圍內變化。為保證球面的圓度、輪廓度和表面質量,必須控制切削速度,保證切削速度的一致性,所以在編制數控程序時加入了恒線速切削指令,使刀具在任一點的切削速度保持一致,并在程序中對最高主軸轉速進行限制,主軸最高轉速限制為300 r/min。
3.5 裝夾力的調整
薄壁且需斷續切削的零件在裝夾過程中裝夾力要適當,以零件裝夾穩定且不發生變形作為原則。在球形閥芯球面精加工時根據零件結構特點選擇一夾一頂的裝夾方式。由于材質為鋁合金,加工中產生的切削力小,但零件為空心薄壁零件,受力后變形大,因此確定尾座頂尖僅作為一個支撐點,限制2個自由度,頂緊力以手推動力阻止頂尖運動為準。頂尖的頂緊力通過調整控制機床尾座頂緊力的旋鈕來調整。
3.6 加工中冷卻液的使用
粗加工中要充分使用冷卻液進行冷卻,以減少工件溫升導致零件變形。冷卻液選用90%的水和乳化油均勻混合乳化液,這種比例配制既可以防銹又能對零件和刀具充分潤滑。
精加工時,選用滲透能力較強的煤油作為冷卻潤滑液。煤油通過加工時刀具和零件接觸面間之間大量分布的微觀毛細管,在加工振動形成孔隙的泵吸作用下滲透在切屑、零件和刀面之間形成冷卻潤滑膜,減小刀具和加工表面的摩擦系數,使表面質量提高。另外煤油對鋁合金也有一定的防銹作用。
3.7 球面的研磨和拋光
受加工方式的影響,閥芯球面精車后表面粗糙度僅能達到Ra0.4,精加工后還需要對球面進行研磨和拋光。研磨時選用顆粒度極細的金剛砂,拋光時選用特殊配料熬制的拋光膏。由于零件球形表面是斷續的,為減少工具的平面與球面交界處的作用導致球面圓度、面輪廓度損壞,要求涂有研磨劑和拋光膏的專用工裝在加工時與球面保持相切狀態。
4 結論
本工藝在加工中多次采用了人工時效和冷處理,基本消除了材料應力釋放所產生的應變,有效控制零件的變形。
零件在加工過程中,加工了工藝定位孔,使加工基準保持不變,有利于保持基準統一,保證球形閥芯的相對位置精度。設計了專用球形車刀以實現刀具軌跡的象限轉化,避免了在球面最大直徑處產生接刀痕跡。采用恒線速切削,使刀具在任一點的切削速度保持一致,更好地保證了球面的圓度、輪廓度和表面粗糙度。
采用本工藝方法加工的球形閥芯裝配在煤油隔離閥上后,氣密封和性能完全滿足設計要求。泄露量遠小于設計要求。
[1]孟少農.機械加工工藝手冊[M].北京:機械工業出版社,1995.
[2]沈宇福.新編金屬材料手冊[M].北京:科學出版社,2003.
[3]宋兆泓.航空發動機可靠性與故障抑制工程 [M].北京:北京航空航天大學出版社,2002.
[4]何雪濤.金屬材料與熱處理[M].北京:高等教育出版社,2000.
[5]劉戰強,黃傳真,郭培全.先進切削加工技術及應用[M].北京:機械工業出版社,2006.
[6]吳樹民.致力刀具創新助力高效生產——伊斯卡刀具在航空工業中的應用 [J].金屬加工 (冷加工),2011(17):12-14.
[7]楊金發.航空難加工材料典型零件切削技術研究[J].金屬加工(冷加工),2011(17):6-9.
[8]秦旭達,賈昊,王琦,等.插銑技術的研究現狀[J].航空制造技術,2011(5):40-42.
[9]劉自成,舒發龍,張為民.整體葉盤葉片加工變形控制技術研究[J].航空制造技術,2011(9):88-90.
