異形零件車(chē)床組合夾具應(yīng)用
2012-03-17 07:30:24王瑋張國(guó)立
中國(guó)新技術(shù)新產(chǎn)品 2012年18期
關(guān)鍵詞:生產(chǎn)設(shè)計(jì)
王瑋 張國(guó)立
(中航工業(yè)沈陽(yáng)黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司工裝制造廠設(shè)計(jì)科,遼寧 沈陽(yáng) 110043)
1 概述
為了滿(mǎn)足公司生產(chǎn)需求,降低生產(chǎn)成本,緩解工裝生產(chǎn)瓶頸問(wèn)題,不斷提高技術(shù)創(chuàng)新水平,在保證加工質(zhì)量的前提下,合理設(shè)計(jì)及組裝組合夾具替代部分專(zhuān)用夾具,應(yīng)該是一種好的選擇。
應(yīng)用相關(guān)軟件調(diào)用組合夾具元件設(shè)計(jì)組合夾具,進(jìn)行虛擬裝配,方便快捷。
組合夾具因以組裝迅速,使用方便,節(jié)約生產(chǎn)成本而越來(lái)越多的被公司各生產(chǎn)單位所選用。
2 異形零件組合夾具應(yīng)用實(shí)例
以下為為公司內(nèi)部某生產(chǎn)單位組裝的車(chē)加工棒類(lèi)異形零件一端內(nèi)球面用組合夾具。
下圖(一)為被加工零件簡(jiǎn)圖。零件定位基準(zhǔn)為A、B、C,角向D,壓緊E,車(chē)加工內(nèi)球面F。
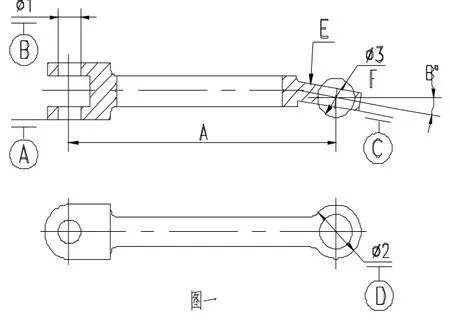
組合夾具的設(shè)計(jì)原理與專(zhuān)用夾具一樣,在這里不再論述有關(guān)夾具的定位設(shè)計(jì)計(jì)算,只簡(jiǎn)要敘述組合夾具中主要零件的選取思路。
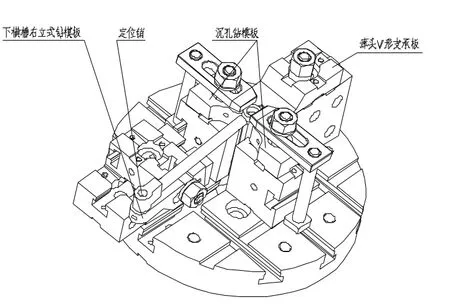
夾具中選用下橫槽右立式鉆模板端面及圓柱銷(xiāo)與被加工零件表面A及內(nèi)孔B實(shí)現(xiàn)定位;選用適宜零件沉孔鉆模板與被加工零件表面C實(shí)現(xiàn)定位。為了增加零件定位的穩(wěn)定性,增加接觸面積并且躲開(kāi)車(chē)削部位,選用兩件沉孔鉆模板。選用適宜零件薄頭V形支承板與被加工零件表面D實(shí)現(xiàn)角向定位。夾具用莫氏錐體與車(chē)床主軸實(shí)現(xiàn)定位,用莫氏錐體內(nèi)部M24螺紋與車(chē)床主軸拉緊,實(shí)現(xiàn)固定。如主軸無(wú)莫氏錐體,可采用壓板壓緊圓盤(pán)表面,實(shí)現(xiàn)夾具固定。
該夾具結(jié)構(gòu)合理緊湊,零件裝夾方便,操作安全可靠,經(jīng)現(xiàn)場(chǎng)生產(chǎn)應(yīng)用,加工質(zhì)量良好。該夾具零件均為組合夾具元件標(biāo)準(zhǔn)件,夾具組裝迅速。一般情況下,該夾具從結(jié)構(gòu)設(shè)計(jì)到選件、組裝,檢驗(yàn),一天即可完成。該夾具節(jié)約了大量的設(shè)計(jì)及制造時(shí)間,滿(mǎn)足了生產(chǎn)急需。
通過(guò)該實(shí)例的應(yīng)用,突出了技術(shù)創(chuàng)新的作用,它有助于提高工裝的快速反應(yīng)能力,緩解工裝生產(chǎn)瓶頸,加快了公司新產(chǎn)品研制速度,組合夾具技術(shù)值得推廣應(yīng)用。
下圖(二)為該夾具三維投影簡(jiǎn)圖。下圖(三)為組裝的該夾具三維實(shí)體模型。
圖二

圖三
[1]組合夾具組裝技術(shù)手冊(cè)[M].原中國(guó)航空工業(yè)總公司第三0一研究所.
[2]UG NX7.5完全自學(xué)手冊(cè)[M].北京機(jī)械工業(yè)出版社,2010.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車(chē)零部件(2014年11期)2014-09-18 11:57:16
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
