前置式在線中間退火工藝及其拉絲機
2012-03-26 12:33:14韓富生
電線電纜 2012年5期
關鍵詞:工藝
韓富生
(天津 300070)
0 引言
有色金屬線材產品通常是用冷拉工藝生產出來的,此過程會產生冷作硬化現象,通過采用加熱處理(確切地講是回復與再結晶,以下簡稱退火)的方法消除此現象。目前,電線電纜生產過程中,無論是中間退火還是成品退火,通常都采用后置式電阻式大電流成品在線退火(以下簡稱成品退火)。但是,此工藝也存在諸多弊端,尤其是用于在線中間退火過程(以下簡稱中間退火)更是放大了這些弊端。針對這些不足,本文介紹了全新的中間退火工藝和中間退火拉絲機——前置式在線中間退火拉絲機,并論述了該工藝和設備的優點,尤其適用于微細線及鋁基線材的在線中間退火。
1 成品退火
1.1 概念
在線成品退火的作用是使成品的晶格組織處于軟態,不管加工過程中是何種狀態,但這種成品退火只是目前有色金屬線材熱處理操作中很少的部分,多數用在電線電纜用導體。
1.2 工藝過程
有色金屬線材冷拉行業目前最常用的在線退火裝置,是與拉絲機配套的后置式大電流連續退火裝置。它是在拉絲機主機和收線機之間,嵌入一套大電流退火裝置,對冷拉后的有色金屬線材成品進行在線退火,其工藝流程如下:放線→拉絲N道→(預熱+氣體保護+退火+水冷+吹干+張力控制)→排線+收線。
1.3 不足
該工藝雖然克服了傳統的間歇式罐爐退火工藝的缺點,完成了在線連續退火,但是也存在諸多不足:
(1)拉絲速度越快,退火電流、電壓相對越高,附加的冷卻水和保護性氣體的流量就越大,使得其熱損失加大,能耗提高;
(2)由于采用大電流電阻式接觸退火,導輪即是電極,影響產品質量,同時很難對微細線進行退火處理;
(3)由于線材經水冷后直接作為成品,附加的冷卻水和壓縮空氣吹干工序,使工序層次更多、設備更復雜、造價更高;
(4)不利于后續工序的放線;
(5)不適于低熔點或低強度的金屬材料,如鋁及鋁合金、鋁復合材料的退火。
總之,在線成品大電流連續退火的設備復雜、造價和使用維護成本高及其自身的屬性,嚴重制約了其在有色金屬線材生產過程中的廣泛應用。
2 后置式在線連續中間退火
2.1 中間退火
中間退火的目的是解決冷拉過程中的冷作硬化現象的,是兩個冷拉階段之間的在線退火,并未規定中間退火是在前一階段拉伸之后還是后一階段拉伸之前,其作用是為下一個冷拉過程或成品加工過程進行的軟態晶格組織所準備的,并不要求本次冷拉結束產品必須是軟態。相比而言,在線中間退火比在線成品退火對退火后晶格組織狀態的要求相對低一些。在漆包繞組線的生產領域所有拉絲過程中的熱處理操作,都屬于中間退火,甚至會重復幾次這種操作。
從通常的8.0mm銅桿到線材成品尺寸,其壓縮率通常是(90% ~95%)n,在全部冷拉加工過程中往往需要n次中間退火,中間退火在全部冷拉過程的工藝路線安排通常是:大拉→退火→中拉→退火→小拉→退火→細拉→退火→微拉。
2.2 后置式在線中間退火
目前通常采用上述成品退火的方法,其工藝路線如下:大拉+退火→中拉+退火→小拉+退火→細拉→微拉。
這種退火工藝路線安排,存在以下缺點:(1)中間退火放在前一階段拉伸之后而非后一階段拉伸之前,用成品退火代替中間退火顯然是不合理的,其結果保留了上述成品退火的不足,并且將這些不足更加放大和凸顯,使在線成品退火工藝尚未在線纜行業全面普及;(2)由于后置式中間退火裝置自身的缺點所決定的,其很難對0.10mm以下的微細線及低熔點、低強度材料進行退火。
3 前置式在線中間退火工藝路線及裝置
3.1 工藝原理
根據中間退火的概念,從中間退火的作用入手,突破目前解決此問題的思維定勢,換一個角度審視中間退火這一問題,我們可以對冷拉過程和退火過程進行重新組合,創造出一種全新的、與現行的在線成品退火完全不同、專門用于并能夠完全代替其進行在線中間退火的工藝路線。
此全新的在線中間退火工藝路線安排如下:大拉→退火+中拉→退火+小拉→退火+細拉→退火+微拉。
每個獨立加工單元的工藝過程設置為:放線→在線中間退火→冷拉N道→收線。
因為退火是在拉伸前進行,所以也稱為前置式在線中間退火工藝。

3.2 前置在線中間退火拉絲機
總體結構如圖1所示,退火裝置21傾斜安裝于拉絲機傳動機構上方,目的是為了減少占地面積,節約使用空間。當前置式中間連續退火裝置較長時,也可垂直安裝于放線架與拉絲機之間。
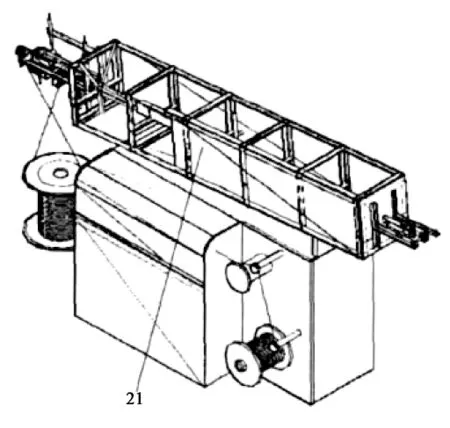
圖1 預熱/退火前置式拉絲機總體結構示意圖
當線材直徑較細時,所需退火溫度較低、退火時間較短,可以省略預熱階段,其總體結構如圖2所示。與圖1不同的是,放線盤的位置放到了退火裝置的另一側,結構更加簡單。
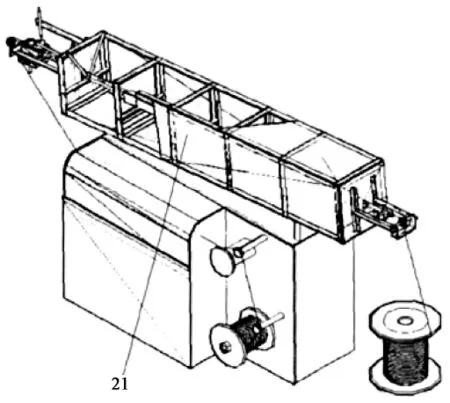
圖2 退火前置式拉絲機總體結構示意圖
3.3 特點
(1)退火時間長。在線連續中間退火工藝使退火工序后移,在拉絲生產過程中同一直徑規格后續工序的放線速度往往是前道工序收線速度的十幾分之一甚至是幾十分之一,退火時間長的優點得到充分體現,達到同樣的退火效果,退火溫度可以降低很多,極大地緩解了退火工序的壓力。
(2)加熱溫度低。退火時間長的優點,使退火溫度的要求也相應降低,最直接的效果是帶來了加熱方式的革命,沒有必要再采用電阻式大電流加熱,普通的介質中電加熱即可滿足退火要求。
(3)無張力要求。因為在線連續中間退火所涉及技術方案是熱處理在放線和拉制之間進行,熱處理后的金屬線材還要進行拉拔,拉絲工藝對進線尺寸的要求不嚴格,所以對張力控制沒有任何要求。
(4)易于放線。有色金屬導體( 0.80mm以下)經成品退火后不可避免地被卷繞在線盤上。當成品退火比較充分時,如伸長率大于30%時,后續拉伸工序的放線比較困難,有時不得不降低后續工序的拉伸速度,或嚴格控制本道工序的退火程度,規定伸長率控制在25%左右,使本道退火不充分,金屬材料的晶格組織回復不徹底、不充分,對中、細線尤為如此。而對于在線連續中間退火工藝,由于放線時是硬線,則不存在放線問題。
(5)設備簡單。在線連續中間退火工藝在功能上對在線連續退火問題進行了簡化:因退火后的線材還需立即連續冷拉加工,不需深度水冷,只要線材表面在空氣環境不立即氧化即可,減少了冷卻水的流量;同時由于不存在線材成品帶水氧化問題,所以去掉了壓縮空氣吹干工序;另外在線連續中間退火的水封裝置自身能夠產生少量水蒸氣,可以滿足線材退火時氣體保護的需要,排除了外接保護性氣體的需求,簡化了工藝流程,去掉了不必要的工藝裝備。
另外導輪不要求具有電極的功能,因此可采用輕質材料(如鋁合金或膠木材料),或也可以采用非導電的、耐磨的非金屬材料;所以根本不存在或徹底解決了大電流電阻式退火中線材打火和因退火環磨損造成的線材表面損傷和碳刷、集電環的使用壽命的問題。
此外也徹底解決另一問題:大電流電阻式退火中因線材和接觸輪都有較大電流通過,故設備須有安全可靠的保護措施。
3.4 提高漆包線成品的綜合質量
除上述優點外,前置式在線連續中間退火工藝還能夠降低后續成品加工的難度,全面提高最終產品的整體質量,現以漆包線生產為例進行說明。
使用硬化程度較高的線材進行漆包線生產時,為使漆包線成品質量達到用戶的要求,目前采用加長漆包線生產階段的退火爐長度的方法來滿足部分需要,這對于硬化程度不是很高的線材可以起作用;但對于硬化程度很高的線材在中、高速(如DV>40)漆包機上生產卻難以起作用。目前中、高速漆包生產線必須采用軟銅線生產就是一個很好的證明。而應用前置式中間退火工藝可以始終將壓縮率控制在一定程度,同時退火時間相對于成品退火的延長,為降低漆包線生產過程中退火溫度、縮短退火爐長度、降低漆包線生產過程難度提供了可能;同時也提高了漆包線成品的柔韌度,不但可以滿足客戶高速繞制線圈的需要,使繞制出的線圈不會出現回彈膨脹的現象,還降低了線圈繞制工人的勞動強度,也不會對其它產生負面影響。同時,由于線材柔軟度的改善,使漆膜能夠更好地附著在線材表面,使漆膜附著力和其它綜合性能更好。
以生產QA-1 0.04mm漆包線為例: 8.0mm軟桿拉拔至 0.04mm, 1.0mm和0.21mm中間退火,漆包線退火爐長3 m,漆包線生產速度900 m/min,QA-1 0.04mm的伸長率大于20%。以生產QA-1 0.10mm為例,0.63mm進行中間退火,拉絲退火爐長度:預熱3 m+退火3 m,拉絲退火溫度600℃,退火后伸長率達到30%以上,在漆包工藝不變的前提下,漆包線的伸長率不變,回彈角下降5°。
另外還縮短了臥式漆包機退火爐的長度。根據材料力學公式撓(垂)度f正比于退火爐長L4,也就是說退火爐每縮短一半,線材在退火管內的垂度將減少1/16,線材在高溫軟態下,其表面與退火管壁接觸發生摩擦而磨傷的現象將大大減輕。磨傷的線材表面不但影響漆包線的外觀質量,同時磨傷處產生的毛刺也對此后漆包線在使用過程中造成隱患,可能會因此導致放電擊穿。因此拉伸過程采用中間退火,可以從縮短漆包機退火爐長度中得到補償,同時提高了產品質量。
4 具體應用
4.1 微細線在線中間退火
(1)技術現狀
微細線橫截面積很小,對各種影響因素非常敏感,而成品運行速度很快,在線成品退火工藝溫度與理論溫度之間差值較大,存在較大的過熱度。另外后置式大電流電阻式退火中自身存在的線材打火和因退火環磨損造成的線材表面損傷和退火線材的張力控制等系統性問題,使微細銅線(0.10mm以下)的在線中間退火一直無法實現,始終處于一個空白狀態。而極微細線的冷拉工藝又非常需要軟態原材料的配合,因為軟態材料的屈服強度和抗拉強度之間存在差值,這就保證了軟態材料的冷拉過程更容易實現。硬態材料的屈服強度更接近于抗拉強度,甚至沒有屈服強度,如硬態銅的抗拉強度幾乎是軟態銅屈服強度的2倍,材料在冷拉過程中極易發生脆斷。極微細線的加工已接近拉拔加工極限,若沒有軟態材料的配合很難連續實現。因此極微細銅線(0.025mm及以下)的拉制又急需在線中間退火工藝的支持。
(2)特別適用于微細線在線中間退火
前置式中間退火工藝由于放線速度慢,退火溫度過熱度很小,且電加熱的溫度控制精度很高,運行中溫差值不大于±1℃,因此不會因為溫度原因造成斷線。同時該工藝裝置中的導輪速度較慢,都是被動導輪且無論是結構還是材質都能保證其極其輕滑,因機械傳動造成斷線的幾率極低。另外,此工藝是一種非常成熟的工藝,不會產生其它質量問題。
例如直徑0.02mm極微細線的冷拉過程,其拉伸過程中是否斷線與每道次的軟硬程度及壓縮率有關。若以0.20mm軟態線材直接拉制,其橫截面的總壓縮率達99%,拉伸至0.04~0.02mm階段時,其總壓縮率達到96%以上,其抗拉強度接近38 kg/mm2,拉伸過程中很容易斷線,使裸線的滿盤率降低,并降低生產效率。若以0.04mm線材進行中間退火,線材由軟態直接拉制,其屈服強度不到21 kg/mm2,即使拉伸到0.02mm,其總壓縮率也只有75%,在其它情況相同的條件下,每道次壓縮率雖然是其拉制過程中是否斷線的主要原因,但其關聯程度已降低很多,也降低了配模的難度,保證了極微細線冷拉加工過程的連續順利完成。以拉制0.025mm銅線為例,從 8mm軟桿開始拉制,1.0mm和0.21mm兩次中間退火,拉絲退火爐長2.5 m,280℃左右可對0.05mm銅線的進線成功進行完全退火。
4.2 鋁及鋁合金、鋁復合材料在線中間退火
(1)技術現狀
鋁及鋁合金因熔點和強度都比較低,故此前拉伸過程沒有單線在線連續退火工藝。中間退火通常采用傳統的罐式爐或盤式退火,不但能耗高而且效率低,質量也不穩定。
(2)實現了鋁基線材在線退火
前置式在線中間退火工藝及設備以其自身的諸多優點,完全可以替代傳統的退火工藝,并實現了在線退火。漆包鋁線和漆包銅包鋁線涂漆過程中的的退火工序,就是一個很好的證明,產品質量及其可靠性優于傳統工藝。
5 結束語
前置式在線中間退火工藝及設備,為全面提高有色金屬線材產品的質量提供了可靠的保證,特別適用于細微線和鋁及鋁合金、鋁復合材料的在線中間退火。利用前置式在線中間退火拉絲機對直徑較大的線材進行在線中間退火,可以考慮采用其它加熱方式,如渦流電加熱。前置式在線中間退火拉絲機安全、可靠,與傳統的設備相比,其復雜程度大大簡化,設備造價、維護難度大幅度降低。其操作簡單、運行成本低廉的特點,極大地方便了該工藝的全面推廣使用,為提高下游相關產品的綜合質量做出貢獻。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52