微正壓精餾塔壓力控制方法的研究
2012-04-09 10:25:51蔣建蘭黃麗麗
化學工業與工程 2012年2期
尹 琨,蔣建蘭,白 鵬,黃麗麗,于 洋,楊 潔
(天津大學化工學院,天津 300072)
塔壓是精餾塔控制中重要的被控變量[1-2],當原料需要隔絕空氣或者原料有其它特殊要求時[3],往往對精餾塔進行微正壓(一般認為低于0.01 MPa)[4]操作以滿足相關要求。目前精餾塔的壓力控制主要有精餾塔壓力熱旁路控制[5]、精餾塔浮壓控制等控制方法。由于這些精餾塔的壓力控制往往是通過改變冷卻劑的流量[6-8]或者是改變換熱面積等通過改變冷凝器參數進行控制,具有一定的滯后性[4]。
對此,本研究提出一種針對微正壓操作的氮氣充壓控制方法[9-10],通過試驗考察了該控制方法的可行性;并進行該方法下的微正壓精餾試驗,表明該方法調節靈敏、穩定。
1 微正壓操作的壓力控制原理
本研究涉及的微正壓控制方法通過直接控制精餾塔塔頂壓力以實現精餾塔壓力穩定的目標[11-12]。氮氣充壓系統主要由恒壓罐、正壓罐和負壓罐構成,如圖1所示。
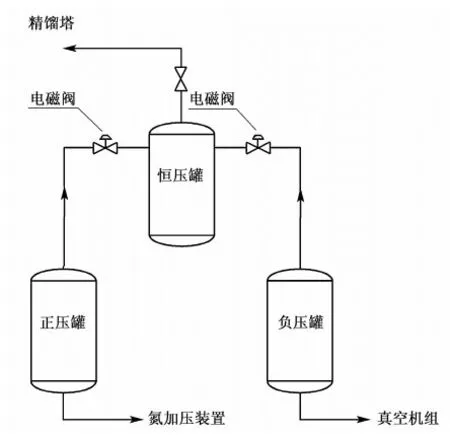
圖1 微正壓操作的氮氣充壓法控制原理Fig.1 Micro-positive pressure control principle in nitrogen charging system
恒壓罐與精餾塔相連,因此精餾塔的壓力與恒壓罐壓力保持一致。精餾塔壓力穩定時,恒壓罐與正壓罐、負壓罐的閥門處于閉合狀態。當精餾塔的壓力出現波動,通過正壓罐、負壓罐對其進行壓力的補償調節。正壓罐與負壓罐不僅起到一個調節作用,同時起到一個緩沖作用,避免了恒壓罐與氮氣加壓裝置及真空機組直接相連而造成的壓力調節偏差過大的問題。
2 微正壓系統的控制驗證試驗
2.1 試驗概述
建立了如圖2所示的試驗裝置,考察該控制系統正(負)壓罐的預設壓力與恒壓罐壓力波動偏差直接的關系以及控制系統的響應時間。定義恒壓罐壓力偏差:[恒壓罐由正(負)壓罐調節造成的最大(小)表壓-恒壓罐預設表壓]/恒壓罐預設表壓;正(負)壓罐系數:[正(負)壓罐預設表壓-恒壓罐預設表壓]/恒壓罐預設表壓。
試驗步驟如下:對整個裝置抽真空,充入氮氣并調節恒壓罐、正壓罐及負壓罐使其達到相應的預設表壓。對恒壓罐制造一個正(負)壓力波動,觀察記錄調節過程中恒壓罐由正(負)壓罐調節造成的最大(小)表壓及回到預設值的響應時間。
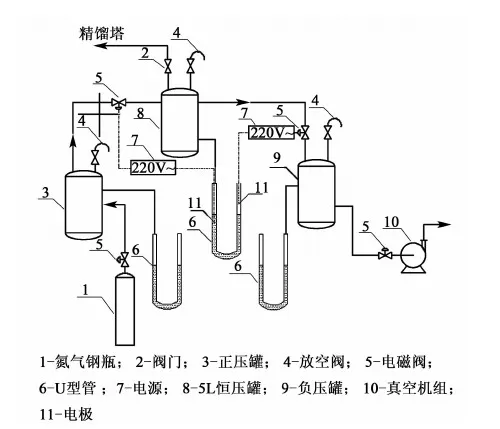
圖2 微正壓控制系統的裝置示意圖Fig.2 Flow chart for micro-positive pressure control system
2.2 試驗結果及分析
圖3和圖4分別為正壓罐、負壓罐系數與恒壓罐偏差關系的示意圖。其中橫坐標為正(負)壓罐系數,縱坐標為恒壓罐壓力偏差;點為不同預設表壓下恒壓罐的正(負)壓罐系數與恒壓罐壓力偏差關系的對應關系,其連接的直線為其對應點的變化趨勢。
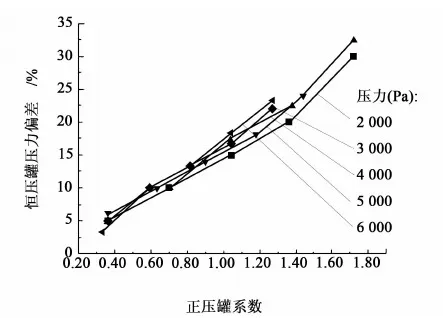
圖3 正壓罐系數與恒壓罐壓力偏差關系示意圖Fig.3 Pressure deviation of constant pressure part versus positive pressure coefficient
由圖3和圖4可知,在不同預設表壓情況下,恒壓罐壓力偏差與正(負)壓罐系數存在類似的變化趨勢。當正(負)壓罐系數在1.00左右恒壓罐壓力偏差小于20%;當正(負)壓罐系數在0.75左右恒壓罐壓力偏差小于10%;當正(負)壓罐系數在0.35左右恒壓罐壓力偏差小于5%。為了保持恒壓罐壓力的穩定,應該使正(負)壓罐系數保持在較小
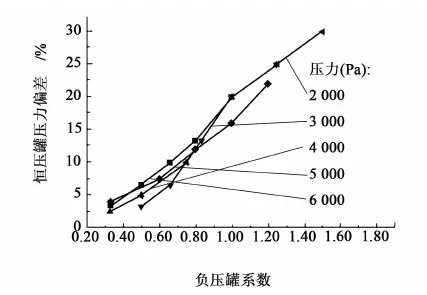
圖4 負壓罐系數與恒壓罐壓力偏差關系示意圖Fig.4 Pressure deviation of constant pressure part versus negative pressure coefficient
的范圍,正(負)壓罐系數越小,其對應的恒壓罐壓力偏差越小,但其相應的調節范圍也變小。在實際操作中,應該根據塔頂的表壓及其允許的力波動范圍,選擇合適的正(負)壓罐系數。
表1和表2為不同正壓罐及負壓罐系數下對應的恒壓罐響應時間。
表1不同正壓罐系數下恒壓罐的響應時間(s)
Table1Responsetimeofconstantpressuretankunderdifferentpositivepressurecoefficients(s)
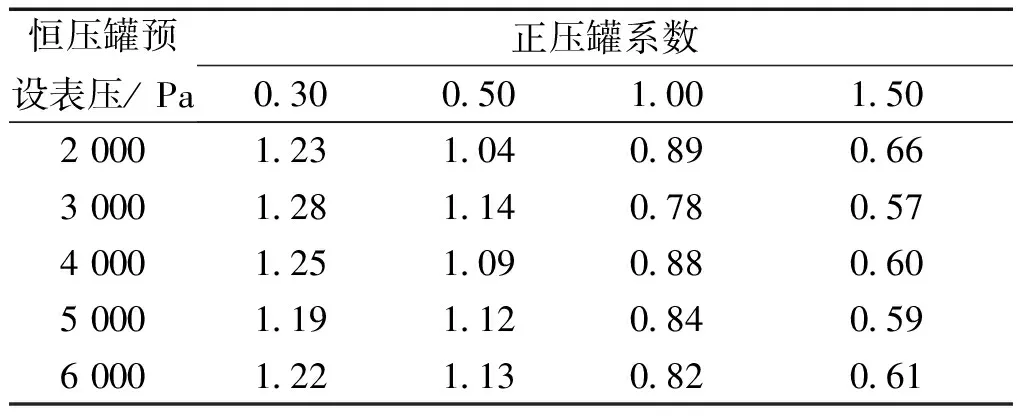
恒壓罐預設表壓/Pa正壓罐系數03005010015020001231040890663000128114078057400012510908806050001191120840596000122113082061
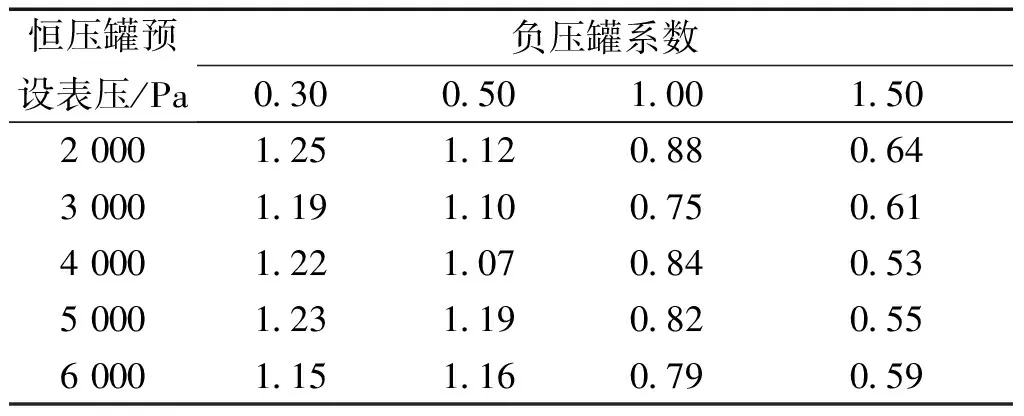
表2 不同負壓罐系數下恒壓罐的響應時間(s)Table 2 Response time of constant pressure tank underdifferent negative pressure coefficient (s)
注:該響應時間下的擾動壓力值為恒壓罐預設表壓值的1/2。
從表1和表2中可以看出,在文中所涉及的控制系統中恒壓罐壓力發生波動時通過控制系統調節可以使恒壓罐在極短時間內達到平衡狀態。當正(負)壓罐系數增加時其對應的響應時間較少,但由于其響應時間的減少隨正(負)壓罐系數增加并不明顯同時過大的正(負)壓罐系數會使系統壓力波動過大。因此為了減少壓力波動使裝置運行平穩,正(負)壓罐系不應過大。
3 微正壓系統的控制應用試驗
建立如圖5所示試驗裝置,考察在該微正壓系統控制下精餾塔塔頂壓力變化情況,驗證該系統的可行性及運行效果。微正壓控制系統與精餾塔相連設定恒壓罐的預設壓力,記錄甲醇-水物系精餾分離過程中塔頂壓力波動情況。
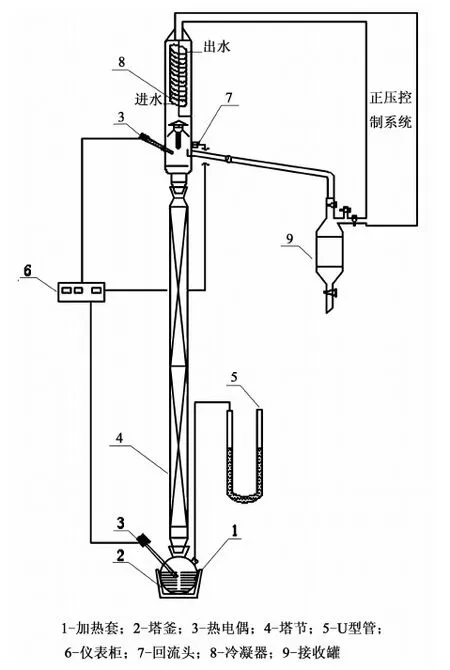
圖5 微正壓控制系統下的間歇精餾試驗裝置圖Fig.5 Batch distillation apparatus under micro-positive control system
圖6為在不同恒壓罐預設壓力下的精餾塔塔頂壓力隨時間的變化情況。
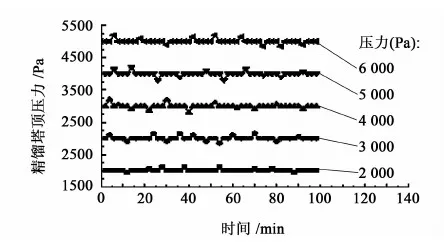
圖6 精餾塔塔頂壓力隨時間變化圖Fig.6 Top pressure changing tendency vs.time
從圖6中可以看出在整個精餾操作過程中精餾塔塔頂壓力基本保持穩定。當塔頂壓力出現波動時也可以通過系統調節使之在短時間內回到穩定狀態,同時調節過程中系統調節的壓力偏差較小。說明該系統調節靈敏且調節引起的偏差較小,可以應用于一些特殊物系精餾分離過程中的微正壓控制。
4 結論
1) 本研究所提出的精餾塔微正壓控制系統可以實現精餾塔的壓力穩定及壓力波動時的調節控制。
2) 不同的恒壓罐預設正壓條件下,正(負)壓罐系數與恒壓罐的壓力偏差之間存在類似的規律。即當正(負)壓罐系數在1.00左右,恒壓罐壓力偏差小于20%;當正(負)壓罐系數在0.75左右,恒壓罐壓力偏差小于10%;當正(負)壓罐系數在0.35左右恒壓罐壓力偏差小于5%。
3) 在該系統調節下恒壓罐在壓力波動時達到預設表壓所需的響應時間較短,正(負)壓罐系數對其影響不明顯。
4) 利用該微正壓控制系統對甲醇-水物系進行精餾分離。說明該系統可以應用于精餾分離過程,
并能保證塔頂的壓力穩定。
參考文獻:
[1]吳俊生,邵惠鶴.精餾設計、操作和控制[M].北京:中國石化出版社,1997
[2]KOURTI T.Process analysis abnormal situation detection: From theory to practice[J].IEEI Control Systems Magazine, 2002, 22(5):10-10
[3]張大年.精餾塔的浮壓控制與節能[J].江蘇化工,2002, 3: 44-47
[4]蔣勇, 湯晟, 楊偉.塔河油田凝析油微正壓穩定工藝技術改造油氣田地面工程[J].2011, 3: 50-53
[5]張艷霞.熱旁路分程控制在精餾塔壓力控制中的應用[J].石油與天然氣化工,2004,33(5): 340-342
[6]MAIDI A, DIAF M, KHELASSI A,etal.Non-interacting fuzzy control system design for distillation columns[J].Wseas transactions on circuits and systems, 2005, 4(4) : 345-350
[7]KANO M, SHOWCHAIY, A N, HASEBE S,etal. Infere ntial control of distillation compositions selection of model and control configuration[J].Contr Eng Pract, 2003, 11 (8) : 927-933
[8]CANETE J F, CORDERO T, GUIJAS D,etal.An adaptive neuro-fuzzy approach to control a distillation column[J].Neural Comput & Applic, 2000, 9 (3): 211-217
[9]張志強.精餾過程模擬、優化與控制研究及其應用[M].上海:上海交通大學,2000
[10]WATCHER J A.Operation and control of a high purity distillation column[D].Purdue University, 1990
[11]金以慧.過程控制[M].北京:清華大學出版社,1993
[12]MARLIN T E.Process control: Designing processes and control systems for dynamic performance [J].New York:McGraw-Hill, 2000