微細電火花加工微孔時加工作用力影響
2012-05-31 08:42:28李劍忠,張余升,欒紀杰,余祖元
大連理工大學學報 2012年1期
李 劍 忠, 張 余 升, 欒 紀 杰, 余 祖 元
(1.大連理工大學 機械工程學院,遼寧 大連 116024;2.上海航天設(shè)備制造總廠,上海 200245;3.無錫微研有限公司,江蘇 無錫 214072)
0 引 言
電火花加工中,雖然工具電極和工件之間沒有直接的機械接觸,但卻存在有多種力的作用,這些力統(tǒng)稱為加工作用力.其主要來源于加工過程中氣泡的膨脹力和破裂沖擊力[1]、兩個電極之間的靜電力和電磁力[1、2]、工作液流動產(chǎn)生的沖刷力[3]以及放電瞬間產(chǎn)生的爆炸力[4]等.對此已有多位專家學者進行了研究.例如Kimoto測量出油中放電時兩極之間產(chǎn)生的加工作用力,并發(fā)現(xiàn)該力主要是由于兩極間的大量氣泡不斷膨脹和壓縮產(chǎn)生的[5];Kunieda等利用壓電陶瓷力敏傳感器得到了加工作用力的變化曲線,但測量結(jié)果中含有一22kHz的干擾[6];Tohi等應(yīng)用分離式霍普金森桿方法測得了液體中單次脈沖放電時兩極間加工作用力的變化曲線,結(jié)果發(fā)現(xiàn)該力峰值在50N以上[7];Puri等研究發(fā)現(xiàn),線切割中加工作用力的存在導致線電極產(chǎn)生振動,振幅大于16 μm[8].但這些研究主要都是針對常規(guī)電火花加工或線切割進行的,都是在電極尺寸較大的情況下得出的結(jié)論,而對微細電火花加工微孔過程中加工作用力的影響則至今未見報道.
微細電火花加工微孔過程中,由于工具電極的直徑僅為微米量級,長度是毫米量級,加工作用力的影響將尤其顯著.本文通過臥式微細電火花加工設(shè)備實際研究這一影響,并針對工具電極受力的幾種情況,根據(jù)彈性力學經(jīng)典理論求解加工過程中力學影響的數(shù)學模型,最后結(jié)合實驗結(jié)果對理論模型進行分析驗證.
1 加工作用力對微孔加工的影響
加工作用力對微細電火花加工微細孔的影響通過在自制的臥式微細電火花加工裝置上實驗進行研究.圖1為實驗裝置的照片.
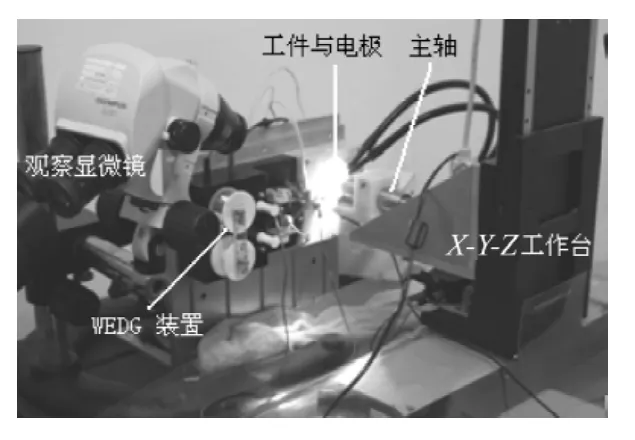
圖1 實驗裝置Fig.1 Experimental equipment
為了研究不同的電極材料、電極轉(zhuǎn)速以及工作液等的影響,實驗共分為16組進行.實驗中采用的加工電壓均為80V,放電電容均為1 000 pF,工件材料均為304不銹鋼.表1所列為各組實驗中所采用的其他加工條件.
每組實驗的步驟均為先通過 WEDG[9]單元制備微細電極,再驅(qū)動X-Y-Z工作臺移動電極探測工件表面,確定加工的起點位置,然后開始實驗加工微孔.加工中當電極進給達0.2mm時將電極退出加工區(qū)并將電極從初始長度截去0.4mm以避免電極端部變形影響后續(xù)孔的加工,然后再加工下一個微孔.如此重復直至電極剩余長度不足以再次加工下一個微孔時結(jié)束本組實驗.結(jié)束后清洗工件和電極,并測量電極剩余長度和所有加工孔的直徑.

表1 實驗加工條件Tab.1 Experimental processing conditions
分析16組實驗的結(jié)果發(fā)現(xiàn),每組實驗加工出的孔徑都由大到小順次排列,最先加工出的孔徑最大,最后加工出的孔徑最小,而加工條件的改變對這一規(guī)律并沒有顯著的影響.這與每組實驗中電極長度的逐步截短是十分吻合的,從而間接證明了加工作用力的存在與影響.孔徑的順次減小是由于加工過程中電極在加工作用力影響下彎曲變形所致,電極越短則彎曲變形越小,加工的孔徑也越小.表2是所有16組實驗的部分測量結(jié)果.圖2是其中第7組和第14組實驗中加工后所有微孔的顯微照片.
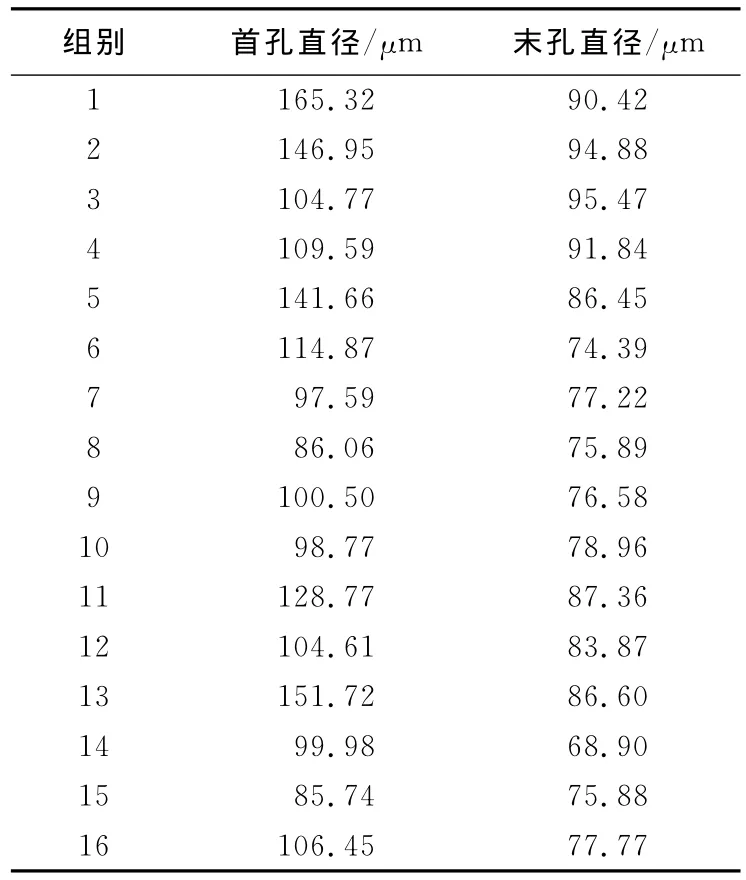
表2 部分實驗結(jié)果Tab.2 Partial experimental results
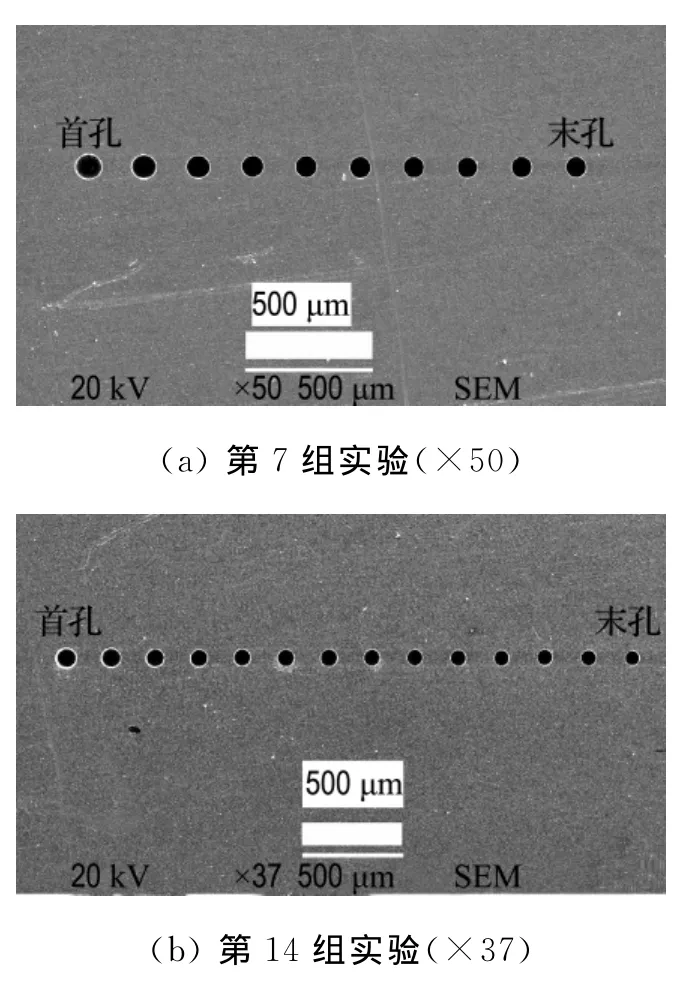
圖2 實驗結(jié)果的顯微照片F(xiàn)ig.2 Micrographs of experimental results
2 加工作用力影響的理論模型
在微細電火花臥式加工裝置中,電極為懸臂梁,同時考慮到下列因素:
(1)電極直徑不變時,電極自身所受的重力為均布荷載,如圖3中q所示;
(2)加工條件相同時,同一電極所受的加工作用力(不包含重力)均值與電極長度無關(guān);
(3)加工孔的外表面時,電極承受的加工作用力僅作用在電極末端,如圖3中Fn和Ft所示;
(4)電極不可伸長,且電極受力后的彎曲變形為彈性小變形;
(5)電極直徑遠小于電極夾持部分的直徑,故其彎曲變形僅發(fā)生在圖4中L所示的直線部分.
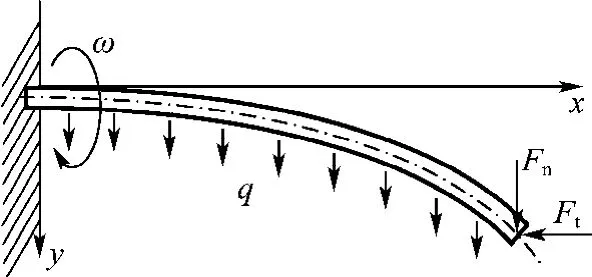
圖3 懸臂梁模型Fig.3 Model of cantilever

圖4 電極形狀Fig.4 Electrode shape
為此,根據(jù)彈性力學中經(jīng)典Bernoulli-Euler桿件理論[10],當用ω、d、ρ和E分別表示電極的轉(zhuǎn)速、電極直徑、電極材料密度與彈性模量時,計算獲得電極在3種不同的加工作用力影響下的彎曲變形,即加工作用力影響模型如下:
(1)電極受徑向力作用不考慮其旋轉(zhuǎn)和質(zhì)量時的影響模型(模型Ⅰ)
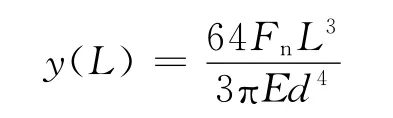
忽略電極自身的質(zhì)量、軸向力和旋轉(zhuǎn)的影響(即令圖3中的ω=0,F(xiàn)t=0,q=0),只考慮電極受恒定的徑向力Fn作用時產(chǎn)生的變形為

式中:I為電極的主慣性矩,I=πd4/64,從而得電極僅受徑向力Fn作用時的末端最大變形量為
(2)電極受徑向力作用考慮其旋轉(zhuǎn)和質(zhì)量時的影響模型(模型Ⅱ)
忽略軸向力(即令圖3中的Ft=0)并考慮電極質(zhì)量和旋轉(zhuǎn)影響時,電極在徑向力Fn作用下產(chǎn)生的變形應(yīng)滿足如下的微分方程[10]:
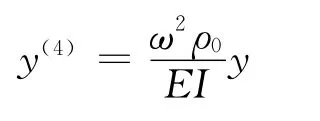
該方程解的一般形式為

式中:λ= (ω2ρ0/EI)1/4;ρ0=πd2ρ/4,為電極單位長度的質(zhì)量;I=πd4/64,為電極的主慣性矩.
考慮到方程應(yīng)滿足的邊界條件:

解得方程中的常數(shù)C1、C2、C3、C4的值分別為

(3)電極受軸向力作用考慮其旋轉(zhuǎn)和質(zhì)量時的影響模型(模型Ⅲ)
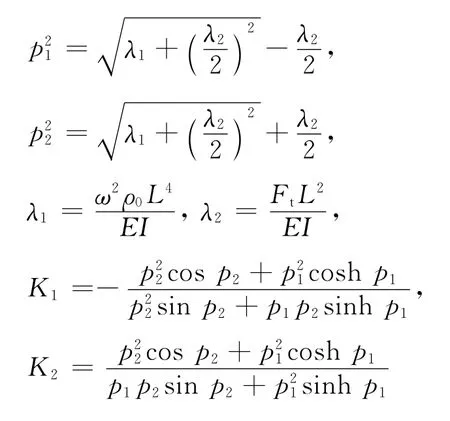
忽略徑向力(即圖3中的Fn=0)并考慮電極質(zhì)量和旋轉(zhuǎn)影響時,根據(jù)彈性力學中經(jīng)典Bernoulli-Euler桿件理論,可得電極在軸向力Ft作用下產(chǎn)生的末端變形為[10]

上式中各參數(shù)分別為
3 理論模型的驗證與分析
根據(jù)上述3種理論模型,將前述16組實驗中每組結(jié)果的首孔與末孔的半徑差作為電極的末端變形,采用迭代逼近的方法分別反求出相應(yīng)的Fn或Ft,然后再根據(jù)所獲得的48組數(shù)據(jù)中的Fn和Ft,以及每一組實驗中加工其他各孔前的對應(yīng)電極長度,由理論模型求出每一組實驗中加工其他各孔時的電極的彎曲變形量,并與實際加工后該孔與末孔的半徑差的測量結(jié)果對比,從而驗證理論模型的使用效果.計算中取鎢的彈性模量為36.5GPa,其密度為1.935×104kg/m3,取碳化鎢的彈性模量為585GPa,其密度為1.375×104kg/m3.
下面僅以較好的第7組和較差的第14組實驗數(shù)據(jù)說明對理論模型的驗證情況.表3列出了根據(jù)第7組和第14組實驗結(jié)果中首孔與末孔的半徑差反求獲得的Fn和Ft,圖5表明了根據(jù)這兩組實驗中各加工孔的測量結(jié)果對理論模型的驗證情況,表4則給出了所有16組實驗中模型計算結(jié)果與實際測量值之間的平均誤差與均方差的統(tǒng)計結(jié)果.
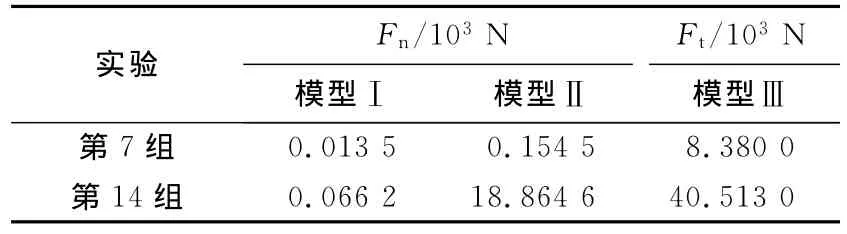
表3 理論模型反求結(jié)果Tab.3 Reverse calculation results of theoretical models
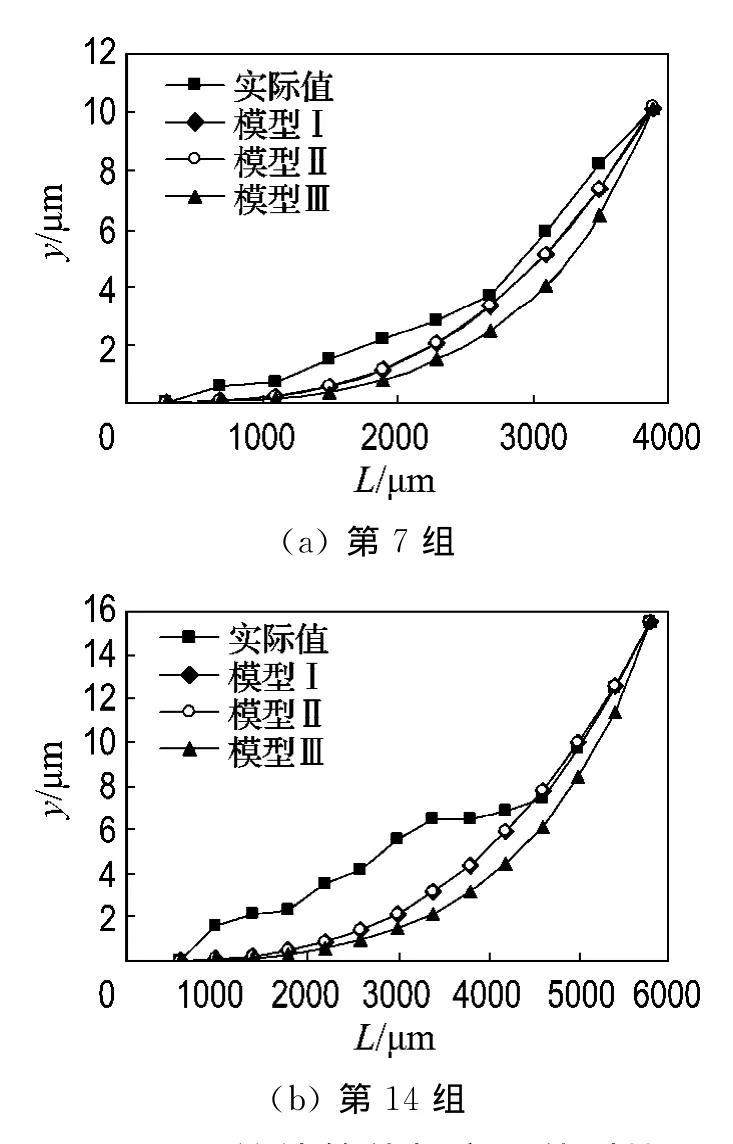
圖5 理論計算值與實驗值對比Fig.5 Comparison of the theoretical values and the experimental values
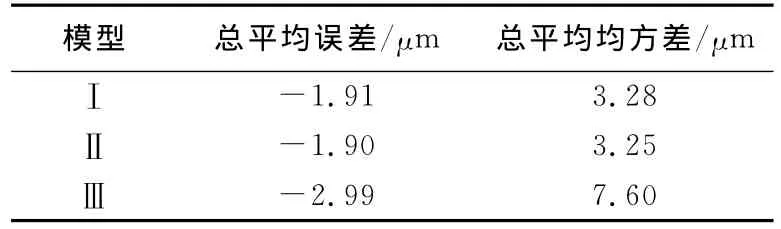
表4 不同模型的統(tǒng)計結(jié)果Tab.4 Statistical results of the models
從圖5和表4可以看出,模型Ⅱ的理論計算結(jié)果與實際測量值吻合最好,能夠較好地解釋微細電火花加工微孔過程中,當加工條件不變時,工具電極越長加工孔徑越大的孔徑隨電極長度同向變化的現(xiàn)象,從理論上揭示了加工作用力對微孔加工過程的影響.在加工過程中,隨著電極長度的增加,電極在加工作用力作用下的彎曲變形將隨之增大,從而導致同樣直徑的電極在長度不同時加工出的孔徑不等,電極越長,孔徑越大.模型Ⅰ雖然沒有考慮電極質(zhì)量及其旋轉(zhuǎn)影響,但計算結(jié)果與模型Ⅱ近于重合(見圖5中模型Ⅰ和模型Ⅱ曲線),只是誤差稍大,說明當電極微小時,其質(zhì)量和旋轉(zhuǎn)的影響近乎可以忽略.模型Ⅲ由于計算誤差最大(見表4),說明其偏離實際情況較遠,加工過程中電極彎曲變形受徑向力Fn作用遠較軸向力Ft敏感、顯著.
理論計算與實驗結(jié)果之間存在誤差的主要原因在于:難以求解電極在工作狀態(tài)下真實受力的影響模型,即難以綜合考慮徑向力和軸向力對電極變形的聯(lián)合影響,同時加工作用力的數(shù)值逼近反求計算以及加工孔徑的測量也都存在有一定誤差.但由圖5和表4可以看出,由于模型計算結(jié)果總是小于實測值,在計算模型中加入適當?shù)男拚禂?shù),將能進一步減小計算誤差,提高模型的準確程度.
4 結(jié) 論
(1)在微細電火花加工微孔過程中,雖然工具電極和工件之間沒有直接的機械接觸,但加工作用力的影響不容忽視.當加工條件和電極直徑相同時,加工孔徑與工具電極的長度呈同方向變化,電極越長則加工出的孔徑越大,且加工條件改變時,這一規(guī)律沒有顯著變化.因此,微細電火花加工微孔時必須考慮電極長度的影響.
(2)基于彈性力學理論獲得的微孔加工過程中加工作用力的影響模型,特別是徑向力影響模型,能夠較好地解釋上述現(xiàn)象,計算結(jié)果幾乎不受微小電極的質(zhì)量及其旋轉(zhuǎn)因素的影響,且與實際測量值非常接近,從理論上揭示了加工作用力對微孔加工過程的影響.電火花加工微孔過程中,由于加工作用力特別是微小徑向力的存在,使電極的彎曲變形隨電極長度增加而增大,從而導致同樣直徑的電極在長度不同時加工出的孔徑大小不等.
致謝:大連理工大學工業(yè)裝備結(jié)構(gòu)分析國家重點實驗室的吳承偉教授在理論模型求解過程中給予了幫助.
[1] KUNIEDA M,TOHI M,OHSAKO Y.Reaction forces observed in pulse discharges of EDM [J].International Journal of Electrical Machining,2003,8:51-56
[2] HERRERO A,AZCARATE S,REES A,etal.Influence of force components on thin wire EDM [C]//International Conference on Multi-Material Micro-Manufacture (4M).Cardiff:Whittles Publishers,2008
[3] KATZ Z,TIBBLES C J.Analysis of micro-scale EDM process[J].International Journal of Advanced Manufacturing Technology,2005,25:923-928
[4] 胡玉景,張建華,任生峰,等.不同電規(guī)準條件下硬質(zhì)合金電火花加工性能的研究 [J].工具技術(shù),2006(1):26-28
[5] 木本保夫.放電加工における衝撃力について[J].電氣學會雜誌,1961,81(871):1877-1885
[6] KUNIEDA M,ADACHI Y,YOSHIDA M.Study on process reaction force generated by discharge in EDM [C]//Proceeding of the 2nd International Conference on Machining and Measurement of Sculptured Surfaces. Krakow:Institute of Metal Cutting,2000
[7] 土肥麻里子,小松利直,國枝正典.ホプキンソン棒法を用いた放電加工反力の測定[J].精密工學會誌,2002,68(6):822-826
[8] PURI A B,BHATTACHARYYA B.Modelling and analysis of the wire-tool vibration in wire-cut EDM[J].Journal of Materials Processing Technology,2003,141:295-301
[9] MASUZAWA T,F(xiàn)IJINO M,KOBAYASHI K.Wire electro discharge grinding for micromachining[J].CIRP Annals,1985,34(1):431-434
[10] TEODOR M A.Stability Theory of Elastic Rods[M].Singapore:World Scientific Press,1997
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
