錫銅無鉛焊料在電路板組裝中的應(yīng)用
2012-05-31 06:15:42蔡克新
電子與封裝 2012年10期
蔡克新
(中國電子科技集團公司第二研究所,太原 030024)
1 引言
歐盟頒布WEEE/RoHS法令后,采用無鉛組裝已成為電子封裝產(chǎn)業(yè)的世界性潮流。大多數(shù)電路板(PCB)組裝廠為了滿足無鉛化要求,基本已不再使用傳統(tǒng)的錫鉛合金焊料(SN63PB37),而改用錫銀銅合金無鉛焊料。IPC焊料評估委員會認定錫銀銅焊料(SAC305)為電路組裝中無鉛焊料的最優(yōu)選擇,近年來已經(jīng)得到廣泛應(yīng)用。然而,由于SAC305焊料中含有3%的銀金屬成份,同傳統(tǒng)的錫鉛合金焊料相比價格較貴。因此大多數(shù)電路組裝中的波峰焊和選擇性焊接工藝會選擇價格較低的錫銅無鉛焊料。
近年來業(yè)界已研發(fā)出多種類型含有添加劑的錫銅合金焊料,其性能參數(shù)和操作性都得到顯著提高,添加有Ni或Ni和Bi的錫銅焊料(K100和K100LD)能有效改善潤濕性、焊點美觀性和焊點的可靠性。電路板組裝中基本不會使用無添加劑的錫銅焊料。
2 錫銅無鉛焊料特性分析
錫銅焊料的主要特性包括焊接溫度、潤濕性、焊點外觀、氧化性、腐蝕性、銅遷移性和成本等。
(1)焊接溫度
同SAC305焊料相比,錫銅焊料焊接峰值溫度較高,這是SAC305被作為回流焊工藝典型焊料的一個重要原因。
(2)潤濕性
當使用弱性助焊劑時,錫銅焊料的潤濕性要比SAC305差一些。因此雖然錫銅系焊料可作為無鉛焊料使用,但為了使波峰焊和選擇性焊工藝的焊接通孔被完全填充,需要充分優(yōu)化焊接工藝參數(shù)。
(3)焊點外觀
在焊點外觀方面,錫銀銅焊料形成的焊點表面粗糙、不光亮,即使SAC305的焊點也顯示出IPC-610D中描述的熱痕現(xiàn)象,在波峰焊、選擇性焊和手工焊接工藝中,SAC305焊點會經(jīng)常觀察到產(chǎn)生表面收縮現(xiàn)象,如圖1所示。而含有添加劑的錫銅合金焊料,它的焊點沒有過多的收縮效應(yīng)或熱痕,表面通常光滑、較光亮。其焊點能與Sn63Pb37焊點的外觀一樣美觀。
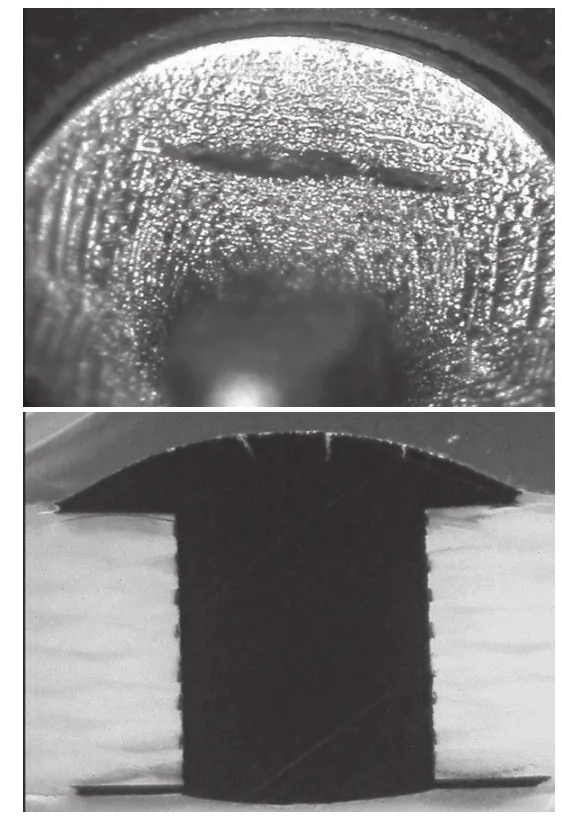
圖1 SAC305焊點的頂部和橫切面圖
(4)氧化性
波峰焊工藝的無鉛焊料氧化速度快,生成的焊料氧化物渣漬較多。為了防止在高溫焊槽中產(chǎn)生過多的氧化物,無鉛焊料應(yīng)包含一種減少渣漬的添加劑。同時也應(yīng)采用較低的焊槽溫度、焊槽中注滿焊料、提高清除渣漬的頻率等方式,對焊槽氧化物進行控制。
(5)腐蝕性
SAC305對鐵較強的腐蝕性是它的一個重要缺陷,而錫銅焊料對鐵的腐蝕性較弱。所以波峰焊設(shè)備的焊槽最好使用與無鉛焊料兼容的鈦、鑄鐵、磁涂層和鋼涂層材料。
(6)銅遷移性
相對于SAC305焊料,錫銅無鉛焊料具有較小的銅遷移性,尤其是Sn-Cu-Ni-Bi合金的銅遷移性更小。這個特性非常重要,因為在波峰焊工藝中,焊料的銅遷移性高會增加焊槽的維護次數(shù)。在電路板的無鉛返修工藝中,由于升溫速率較高,所以焊料的銅遷移特性也相當重要。表1是含有添加劑的錫銅焊料與SAC305的綜合性能詳細對比。
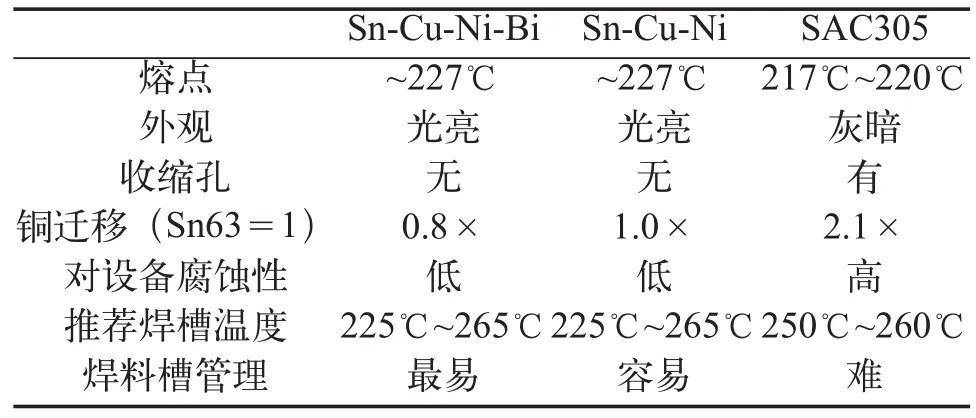
表1 無鉛焊料綜合性能對比表
(7)焊料成本
表2列出了幾種無鉛焊料與Sn63Pb37焊料的成本對比,從表2中可以看出錫銅無鉛焊料的成本比較低。在波峰焊接工藝中,焊料成本是主要支出費用。
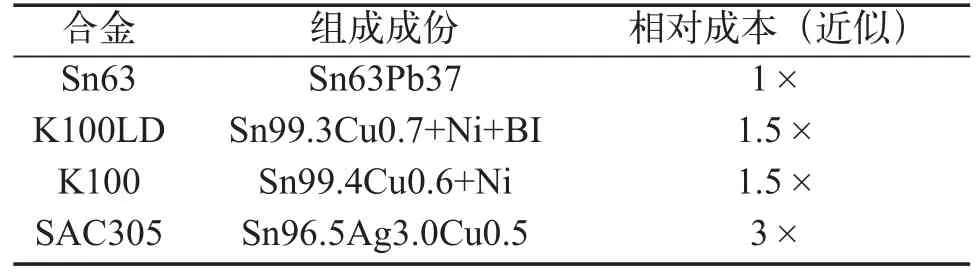
表2 無鉛焊料成本對比表
3 錫銅無鉛焊料的波峰焊工藝
無鉛焊料與Sn63Pb37焊料相比其潤濕速度要慢,所以在波峰焊接工藝中無鉛焊料對焊接通孔的潤濕速度也相應(yīng)變慢。因此應(yīng)正確選擇助焊劑,如果所焊接的器件容易焊接,使用免清洗助焊劑就能清除氧化物;而在電路板和器件由于存貯問題難以焊接時,采用高含量免清洗助焊劑或水清洗助焊劑效果會更好一些。
組裝中較慢的鏈條速度、較長的焊料接觸時間也有助于確保較好的孔填充效果,錫銅焊料通常需設(shè)定稍高的焊槽溫度。
為了達到較好的焊接效果,焊料對電路板的接觸高度是一個重要參數(shù)。最小的接觸高度是電路板厚度的1/2,在潤濕能力較差的組裝中,使用電路板厚度的3/4更能保證充足的孔填充。3s~5s的接觸時間能達到無空洞的孔填充效果。
電路板用錫銅焊料完成焊接,對無鉛焊接使用噴霧式水清洗助焊劑,電路板的頂部預(yù)熱溫度設(shè)定在焊料制造商的推薦應(yīng)用范圍內(nèi)。表3所示為典型波峰焊工藝參數(shù)。
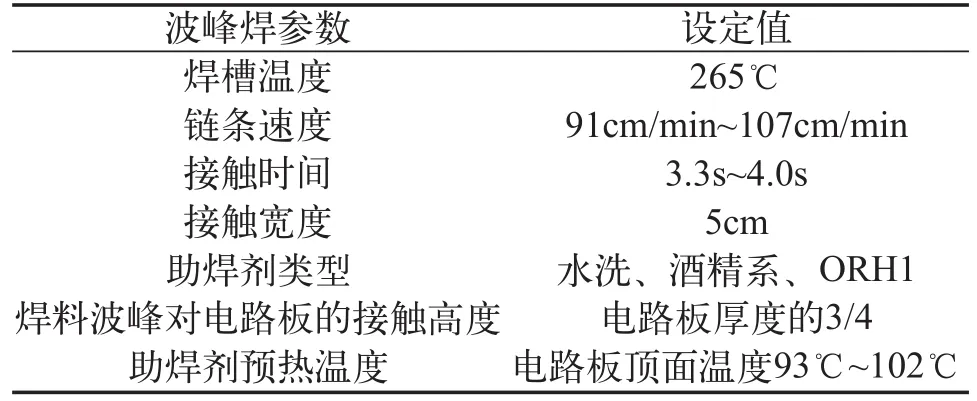
表3 錫銅焊料的典型波峰焊工藝參數(shù)
采用錫銅焊料完成厚度2.4mm的電路板的焊接,焊接參數(shù)為表3所示值,焊料型號為表2中的K100LD錫銅焊料,顯示出極好的孔填充效果且沒有焊接缺陷。圖2所示為典型的焊接效果圖。通常較厚的電路板其孔填充不完全,但此圖中充分的孔填充是采用焊料浸濕到電路板厚度3/4的方法。
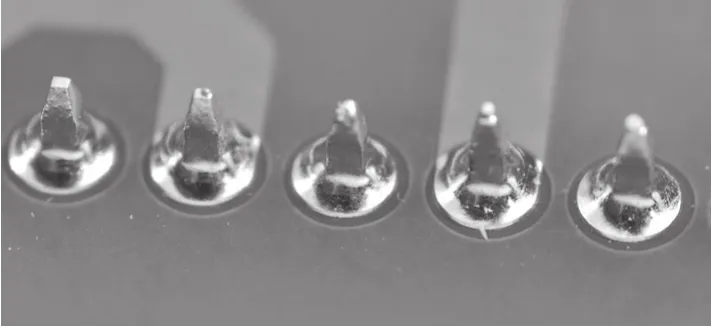
圖2 錫銅焊料的波峰焊接效果
電路板底部SMD的焊接組裝效果也同樣良好。圖3可以看出采用表3的參數(shù),SMD元件的焊接角自然、潤濕完全。焊點外觀同Sn63Pb37焊接的一樣好。此電路板厚度為1.6mm。
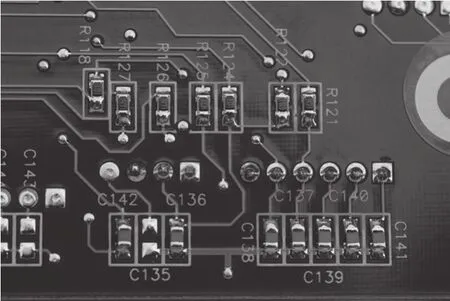
圖3 SMD錫銅焊料的波峰焊接效果
波峰焊工藝的優(yōu)化非常重要,鏈條速度、接觸時間和焊料波峰對電路板的浸潤深度是關(guān)鍵工藝參數(shù),對無鉛焊料比Sn63Pb37焊料的潤濕速度慢的特性了解,有助于使焊孔填充良好。
當焊接不同類型、不同厚度的電路板時,一旦選定一種特性較好的焊料合金,便需考慮助焊劑的作用。無鉛焊接工藝中要承受較長的焊料接觸時間和較高的焊接溫度,選取液體助焊劑非常必要。離開焊料波峰后,助焊劑還能保持活性,減少橋聯(lián)和立碑缺陷的產(chǎn)生。
錫銅焊料可應(yīng)用于所有常規(guī)的電路板,厚度超過2.4mm的電路板在進行通孔波峰焊時,使用固體含量低的免清洗助焊劑存在問題。孔填充工藝中,當可焊性差或電路板厚度大于2.4mm時,需要考慮使用固體含量高的助焊劑。雖然水清洗助焊劑由于其活性較強,焊接效果要好一些,但焊后需要清洗。
4 錫銅無鉛焊料的手工焊接工藝
為了保持焊接效果的一致性,在手工焊接中通常使用和波峰焊、選擇性焊接工藝同類型的錫銅無鉛焊料。
錫銅焊絲同SAC焊絲的焊接參數(shù)設(shè)置相同,焊頭溫度需要達到371℃~427℃。同SAC手工焊接工藝一樣,錫銅焊絲為了滿足充分的熱傳遞需求,需要選擇合適的焊頭類型。
含有添加劑的錫銅焊料沒有發(fā)現(xiàn)SAC焊絲所出現(xiàn)的收縮效應(yīng),焊點外形一致性好且很光亮。圖4是用焊芯為水清洗助焊劑的錫銅焊絲的焊點圖。
操作人員把焊接鉻鐵溫度設(shè)定為399℃、稍微增加焊接時間,在厚度為1.6mm的電路板上能形成極好的焊料流,可觀察到環(huán)形焊盤頂部周圍焊料流動性良好。用錫銅K100焊料棒和焊絲組裝的電路板,同傳統(tǒng)的Sn63Pb37工藝相比缺陷率極低。
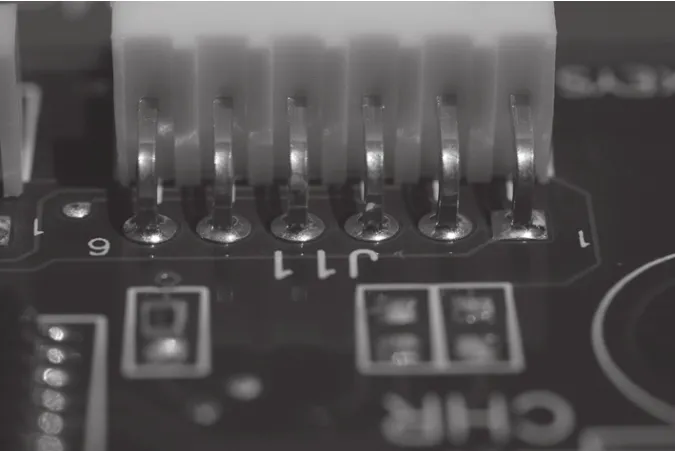
圖4 錫銅焊料的手工焊接效果
5 小結(jié)
目前,大多數(shù)電路組裝廠使用SAC焊料或錫銅無鉛焊料。在多種應(yīng)用場合,錫銅無鉛焊料比SAC焊料有更多的優(yōu)越性,在未來幾年錫銅無鉛焊料的應(yīng)用會越來越廣泛。
不是所有的錫銅無鉛焊料的焊接性能都好,添加劑能使它們的性能發(fā)生變化,從而增強焊點美觀性、具有更少的焊料渣漬、更低的銅遷移和更好的焊料流動性。一些無鉛焊料也能減少SAC無鉛焊料在波峰焊、選擇性焊和手工焊接中所觀察到的裂紋現(xiàn)象,且在波峰焊接工藝中具有一定的成本優(yōu)勢。
[1] 黃卓,等.電子封裝用無鉛焊料的最新進展[J].半導(dǎo)體技術(shù),2006,11:815-818.
[2] 許寶興.Sn-Ag-In系焊料的實用化與今后的課題[J].印制電路板信息,2005,2:58-62.
[3] 余權(quán)軍,等.Sn-Ag-In無鉛電子釬料助焊劑研究[J].電子元件與材料,2005,5:27-29.
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國醫(yī)藥科學(2015年19期)2015-02-27 12:33:11
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03