馬鞍山電廠660MW超臨界機組鍋爐鋼結構安裝
2012-05-31 07:02:52徐耀兵高建平李繼峰
電力勘測設計 2012年4期
關鍵詞:鋼結構
徐耀兵,高建平,潘 軍,李繼峰,李 兵
(中國電力建設工程咨詢公司,北京 100120)
1 概述
馬鞍山電廠“上大壓小”擴建工程2×660MW燃煤發電機組是由中國電力建設工程咨詢公司采用EPC總承包模式進行建設的。鍋爐設備是上海鍋爐廠生產的2010t/h超臨界變壓運行、螺旋管圈直流爐,一次再熱、單爐膛切圓燃燒、平衡通風、露天布置、固態排渣、全鋼結構、全懸吊結構π型布置。
鍋爐鋼結構包括主鋼架、副鋼架、爐頂鋼架、空預器鋼架及平臺扶梯等,鋼結構寬43m、深49.4m、高84.95m(大板梁頂標高),基本結構為7層8段,總重約4800t。J、K、L、N四根大板梁布置于鋼結構頂部,其中K、L板梁為上下疊梁。鋼結構中最重的部件是L上板梁,重72.6t。鋼結構連接節點使用10.9s級扭剪型高強螺栓連接。
馬鞍山電廠2×660MW鍋爐鋼結構2010年9月28日開始吊裝,由于設備制造、施工工藝、施工方法等原因,在鋼結構安裝過程中出現一批影響鋼結構安裝質量的問題,如:立柱兩端頂緊面、連接板貼合面、斜撐安裝、高強螺栓終緊等。本文針對鋼結構安裝過程中出現的問題,進行了詳細的分析,制定了切實可行的方案,保證了鋼架構的安裝質量,為后續的受熱面安裝工作奠定了堅實的基礎。
問題及解決方案
2 鋼結構安裝工藝及分析
2.1 立柱頂緊面接觸面積不足
60萬機組鍋爐的鋼結構主要采用H型鋼制作立柱,H型鋼兩端采用機銑工藝加工成具有較高水平度的平面,使得立柱安裝時有足夠的接觸面積,以保證受力性能。
但在設備的加工制作過程中,對立柱斷面的機銑工藝控制不足,導致現場安裝時立柱對接時,端面間存在0.5~2mm不等的間隙。根據《鋼結構工程施工質量驗收規范》(GB50205-2001)[1]和上海鍋爐廠《鋼結構說明書》的要求,立柱端面的接觸面積必須達到70%以上。將立柱返回制造廠重新加工端銑面時間緊迫;同時,現場的加工設備不具備加工端銑面的條件,立柱頂緊面接觸面積的問題必須采取現場方案解決。
在保證安裝質量的前提下,同時保證現場安裝進度。決定采用“先沉降、后加墊片”的方式解決立柱端面間隙問題。以第一層立柱和第二層立柱之間的間隙為例,H3.7柱連接處的間隙最大達到2mm,最小的為0.7mm。第二層立柱安裝完成后,先不處理此處的間隙。繼續向上安裝第三層,直至大板梁吊裝前,再次檢查H3.7柱一、二層之間的間隙,原來0.7mm間隙處已經頂緊,最大2mm的間隙現在已減小至0.9mm。因為上方鋼結構的重量,使第二層立柱產生一定的沉降,部分較小的間隙在立柱頂緊后消失。對于仍存在的間隙,使用厚度0.5、1、1.5mm的墊片,填充柱頭之間的間隙,保證立柱端部接觸面積在70%以上。加墊片時注意選擇墊片厚度,間隙在2mm以下時,宜加一片墊片。
采用“先沉降、后加墊片”的方式,減少了在立柱連接的同時加裝墊片方式對鋼結構自身性能的影響。鋼結構自然沉降后可以自行頂緊的位置,之前被人為的加入墊片,就導致該處無法正常沉降,產生附加應力,對鋼結構的整體穩定性產生影響。因此,先讓鋼結構自由沉降,然后在仍存在間隙的地方加裝墊片,保證鋼結構縱向傳力的連續性,是保證鋼結構安裝質量的一個關鍵點。
2.2 連接板與立柱間貼緊面問題
由于承載負荷不同,鋼結構的立柱設計中,存在截面收縮的情況。截面不同的立柱在連接時,上部立柱的外側面與下部立柱的外側面不在同一平面上,需要在上部立柱的連接位置上加裝梳形板,保證連接板與兩立柱之間充分貼緊。
在制造過程中,立柱、梳形板、連接板是分開制作的,裝配過程中就會出現梳形板的厚度偏大或者偏小的現象。梳形板厚度偏小時,連接板與上部立柱不能貼緊,存在間隙;厚度偏大,與下部立柱間存在間隙。如果直接將高強螺栓終緊,立柱與連接板將形成空腔,摩擦面失效,對鋼結構的穩定性產生嚴重的影響。
馬鞍山電廠鋼結構安裝過程中,梳形板厚度出現不同程度的偏差。廠家按照現場尺寸制作了厚度分別為0.5、1、1.5、2mm的專用墊片。經過加裝專用墊片,保證了連接板與立柱之間充分貼緊。
2.3 多段斜撐安裝問題
考慮到省煤器和空預的附屬設備的安裝和支撐,將一層鋼結構拆分為若干段,各段之間采用多段斜撐連接。以馬鞍山電廠鍋爐N列第三層(15.5~27m) 鋼結構,見圖1,被分為三段,每段之間設置2~4根斜撐承力。
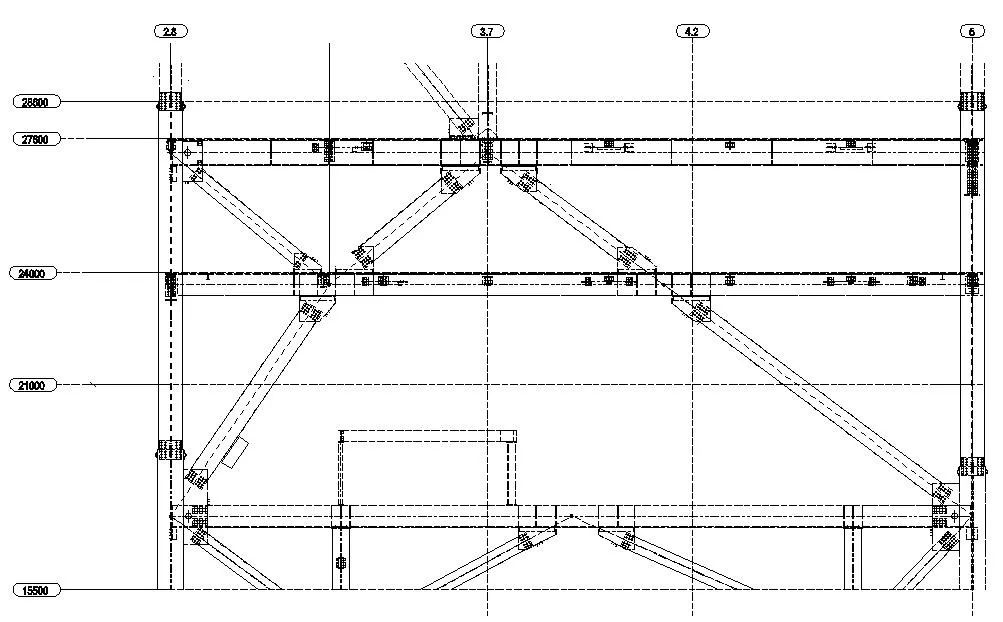
圖1 多段斜撐連接示意圖
中三根通長的橫梁跨度為21.5m,在安裝三根橫梁之間的斜撐時。如果事先沒有做充分考慮,就會出現橫梁間距過小或斜撐長度不夠的情況。但是經過詳細的設備復查后發現,斜撐的尺寸偏差在規范要求范圍內。究其原因,出現斜撐裝不進去或斜撐長度不夠,是因為橫梁在大跨度情況下出現上撓或下撓。圖2中,最大撓度達到23mm。最下方一根橫梁上撓,第二根和第三根橫梁下撓,導致第二段斜撐裝不進去,第三段斜撐長度不足。
針對安裝過程中出現的這些問題,我們制作了專用抱箍,安裝在橫梁撓度最大的部位,用10t的葫蘆將橫梁的撓度校正至接近水平位置,保證橫梁撓度在±5mm之間,三段共9根斜撐實現順利安裝。
1.4 高強螺栓緊固問題
高強螺栓連接是目前鋼結構較為常用的連接方式,安裝方便,現場適應性強。但安裝高強螺栓時,緊固力必須達到設計要求,例如:M22的扭剪型高強螺栓的緊固力為590~680N﹒m,M30的大六角高強螺栓的緊固力為1120~1490N﹒m。
在高強螺栓復檢過程中,經常發現部分高強螺栓終緊力不足的問題,終緊度差0.5-1個絲扣。這勢必會影響鋼結構的穩定性和承載性能。
造成高強螺栓終緊力矩不足的原因主要是施工方法和施工工藝不合理,不按順序、不分先后的擰緊,結果造成擰完后面的,發現前面的松了;擰完四周的發現中間的動了。每個節點上的高強螺栓最少為12顆,最多80顆,成矩形方陣布置,見圖2。
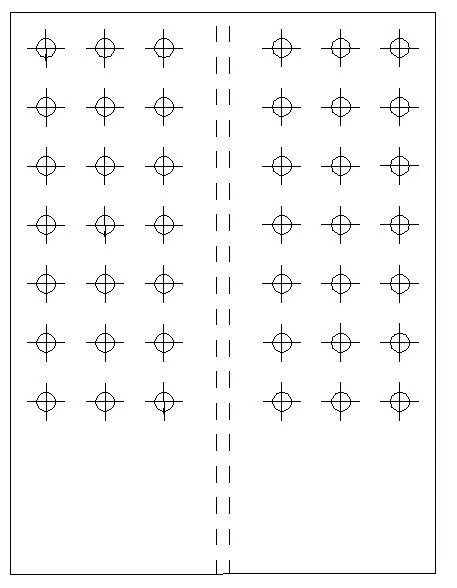
圖2 立柱頭部螺栓孔分部示意圖
高強螺栓終緊過程中,必須按照一定的順序,先中心后四周,且要對稱擰緊。這樣才能保證整個節點上的高強螺栓都達到規定的緊固扭矩。
高強螺栓終緊后必須對終緊扭矩進行抽檢,使用標準的扭力扳手檢查。出現扭力不合格的擴大抽檢分為,若再每一層鋼結構中出現顆螺栓扭力不合格,則要求對整層的高強螺栓進行復核。
3 鋼結構整體標高控制
鋼結構的整體標高對受熱面的安裝、鍋爐運行都有著重要的作用。標高偏差,將引起受熱面安裝位置的改變,導致受熱面無法正常對口、定位;在運行中,受熱面沒有處在它的設計溫度區域內,對傳熱和鍋爐性能都有較大影響。
在鋼結構制造過程中,立柱的高度都有一定的偏差。從單根立柱來看,基本上都在規程規范要求范圍內[2],但是多層累計后,就容易導致鋼結構整體標高超標。以馬鞍山電廠的鍋爐鋼結構為例,它的鋼結構分為七層八段,如果每段鋼柱的高度都有-5mm的偏差,則鋼結構的整體高度偏差將達到-40mm。鋼結構的整體標高偏差嚴重超標。
通常的解決方法都是采用現場補救。大板梁就位前,測量板梁支座的標高。如果標高偏低,則采用加墊片的方式。在板梁支座上加墊片,將影響大板梁的穩定性,存在較大隱患。如果標高偏高,對板梁支座上的卡槽進行車削,造成板梁支座強度降低,同樣存在安全隱患。同時,這種調整方式難度非常大,調節幅度也很小。
馬鞍山電廠鍋爐鋼架的立柱尺寸在制造過程中出現負偏差的情況較多,如第三層立柱的設計標高為11200mm,實際到貨的立柱,最長的僅為11197mm,最短的則僅有11191mm。在制造方面滿足尺寸偏差的要求,但是在多層中出現這種負偏差,將導致鋼架整體標高降低。馬鞍山電廠1#鍋爐鋼架在第五層安裝結束時,標高偏差為-45mm。如果繼續裝完第六、第七層,標高的負偏差將會更大。針對這種情況,我們緊急聯系鋼架制造廠家,將第六層、第七層的立柱長度分別加長25mm、20mm。在第七層安裝結束時,鋼架整體標高較設計值僅低3mm,保證了大板梁的安裝尺寸。為大板梁的安裝奠定了堅實的基礎。
4 對鍋爐鋼架安裝的建議
在總承包單位、監理單位和施工單位的共同努力下,快速、高效、高質量的完成了馬鞍山電廠鍋爐鋼架的安裝工作,在各級驗收中均達到優秀標準。受熱面承載前監檢工作中,獲得了98分的高分。
(1)鋼結構制造廠必須嚴格控制制造工藝和加工精度,確保按照圖紙尺寸加工生產。設備出廠前,必須對鋼結構進行預組裝。核對部件加工尺寸,檢查螺栓孔的開孔位置,為現場安裝提供方便。
(2)現場安裝過程中,要加強圖紙會審和技術交底。力求每一個施工人員都能領會施工過程中的技術要求、施工方法,為創造高質量的精品工程準備條件。
(3)總承包單位、監理單位、施工單位和制造廠必須較強聯系,將安裝過程中的缺陷和不足及時反饋給制造廠,避免后續過程中再次出現同一缺陷。同時,把現場安裝的要求提供給制造廠,做到廠內調整和現場調整相結合,將一個問題分散成若干個小問題,提高鍋爐鋼架的安裝質量。
[1]GB 50205-2001,鋼結構工程施工質量驗收規范[S].
[2]DLT 5210.2-2009,電力建設施工質量驗收及評價規程[S].
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
石油化工建設(2018年1期)2018-07-10 09:49:50
電站輔機(2017年3期)2018-01-31 01:46:40
中國公路(2017年15期)2017-10-16 01:31:54
物流技術與應用(2017年3期)2017-05-17 05:29:07
發明與創新(2016年33期)2016-08-21 13:22:16
中國工程咨詢(2016年4期)2016-02-14 07:28:44