雙半外圈調(diào)心滾子軸承外滾道磨削方法的探索
2012-06-11 01:55:24張益軍
哈爾濱軸承 2012年4期
張益軍,馬 蓮
(哈爾濱軸承集團(tuán)公司 鐵路軸承制造分廠 , 黑龍江 哈爾濱 150036)
1 前言
對(duì)雙半外圈的調(diào)心滾子軸承新產(chǎn)品,其外圈球面滾道的磨削采用過(guò)兩種不同的加工方法,原工藝采用輔助工具夾持兩片外圈磨加工其球面滾道,但磨削后的產(chǎn)品尺寸精度變化大,外滾道的尺寸精度大部分達(dá)不到產(chǎn)品質(zhì)量要求。試驗(yàn)采用電磁無(wú)心夾具吸引兩片外圈,用特殊支點(diǎn)控制其徑向位置,加工的外圈球面滾道,達(dá)到符合產(chǎn)品質(zhì)量要求的結(jié)果。
2 雙半外圈調(diào)心滾子軸承外圈的技術(shù)要求
雙半外圈調(diào)心滾子軸承的外圈和同尺寸規(guī)格調(diào)心滾子軸承整體外圈的各項(xiàng)尺寸精度要求相同,其半片外圈的幅高尺寸允差要小、更嚴(yán)格控制兩端面平行度。圖 1 所給的磨加工圖為所試制的新產(chǎn)品外圈各部的尺寸和形位公差,其滾道的球面度要求控制在0.01mm范圍內(nèi)。
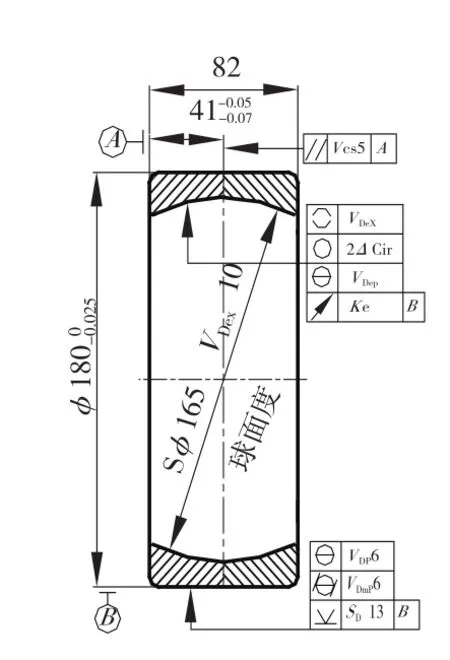
圖1 外圈尺寸和加工精度圖
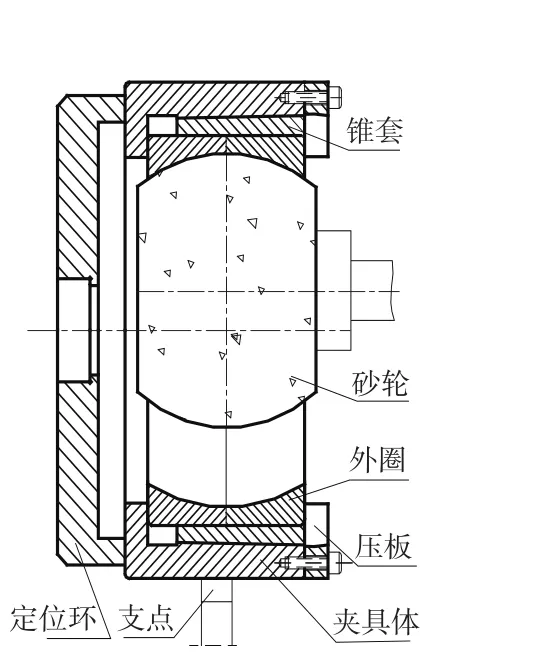
圖2 利用輔助工具加工示意圖
3 用輔助工具夾持兩片外圈的加工
3.1 輔助工具的結(jié)構(gòu)和使用
輔助工具的結(jié)構(gòu)和夾持兩片外圈的加工方式見(jiàn)圖 2 所示,輔助工具由兩層環(huán)狀工具組成,外環(huán)是夾具體,夾具體的外圓為圓柱體、內(nèi)圓為錐體;內(nèi)環(huán)為外圓為錐體、內(nèi)圓為圓柱體并被分兩半的錐套。夾持產(chǎn)品時(shí)內(nèi)環(huán)、外環(huán)的錐體部分相吻合,收縮被分為兩半的錐套,使錐套的內(nèi)圓柱面將兩片半外圈夾緊,兩半外圈的外側(cè)端面用壓板軸向壓靠,組裝好后整體放置在電磁無(wú)心夾具上,用兩個(gè)支點(diǎn)支承輔助工具的外圓加工外圈滾道。
3.2 用輔助工具夾持兩片外圈的加工方法出現(xiàn)的問(wèn)題
(1)磨加工后不拆出外圈,在輔助工具內(nèi)測(cè)量雙片外圈滾道,滾道的橢圓度與夾具體外徑相當(dāng)(VDep<6μ),滾道球面度精度達(dá)到工藝技術(shù)要求。但外圈從輔助工具內(nèi)拆卸后,外圈的滾道橢圓度VDep變大,試磨削 3 對(duì),一對(duì)勉強(qiáng)達(dá)到工藝要求VDep<0.007mm,另兩對(duì)都超出工藝要求,最大一個(gè)VDep達(dá)0.02mm。
外圈滾道橢圓度變大的原因:其一是錐套被切割兩瓣后,熱處理和磨削過(guò)程等造成的錐套體內(nèi)的內(nèi)應(yīng)力釋放使錐套發(fā)生了變形,在夾緊時(shí)兩瓣的錐體使外圈產(chǎn)生變形。其二是外圈外徑尺寸與錐體內(nèi)圓尺寸不匹配,夾緊外圈時(shí)也使其產(chǎn)生變形。
(2)輔助工具和兩片外圈組裝在一起后整體重量大,增加了對(duì)支點(diǎn)的壓力,加重了支承點(diǎn)對(duì)輔助工具外圓的磨損和劃痕,不但影響加工精度也使操作者勞動(dòng)強(qiáng)度增大。
基于上述問(wèn)題,考慮正常生產(chǎn)用輔助工具夾持兩片外圈加工外滾道不合適,又探索了新的加工方法。
4 采用電磁無(wú)心夾具同時(shí)加工兩片外圈滾道的方法
4.1 采用的設(shè)備和夾具
所用設(shè)備是T-167N外滾道磨床,該磨床的電磁無(wú)心夾具支承定位精度高、剛性好,支點(diǎn)調(diào)整方便可控。夾具所用的支點(diǎn)為雙層硬質(zhì)合金支承(如圖 3 所示),合金點(diǎn)的支承面是與工件外徑匹配的圓弧面,圓弧面垂直電磁夾具定位環(huán)的端面(本次產(chǎn)品磨加工前用標(biāo)準(zhǔn)件對(duì)支點(diǎn)圓弧面進(jìn)行了研合),使兩層合金圓弧分別支承靠緊的兩片外圈。
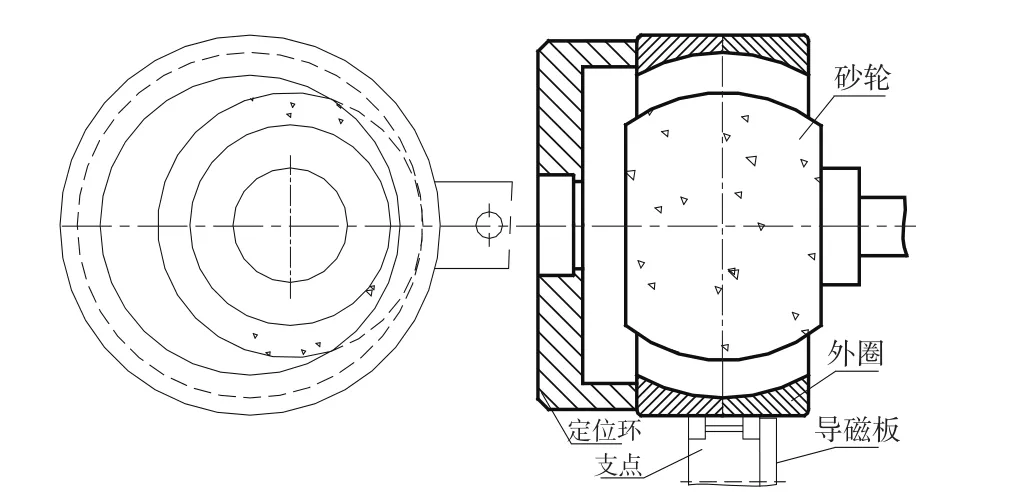
圖3 雙半外圈滾道加工示意圖
4.2 對(duì)外圈質(zhì)量和加工過(guò)程的重點(diǎn)要求
(1)控制外圈定位基準(zhǔn)面精度:外圈平面平行差Vcs<0.004mm、外圓橢圓度VDp<0.005mm、外圓對(duì)基準(zhǔn)端面垂直差<0.005mm(全寬)。
(2)要選配外圈外徑尺寸:每對(duì)被磨削的外圈外徑尺寸相互差Dmp1-Dmp2<0.003mm。
(3)選擇外滾道終磨加工,控制磨加工留量。本次加工的產(chǎn)品其外溝終磨尺寸留量<0.08mm。
(4)成對(duì)磨削的外圈編號(hào),成對(duì)移交成品組裝工序。
4.3 檢測(cè)結(jié)果
為了全面檢測(cè)外圈滾道各項(xiàng)精度,除外滾道壁厚差、橢圓度、滾道對(duì)稱性檢測(cè),其滾道球面度采用輔助工具固定每對(duì)外圈的方法進(jìn)行檢測(cè)。本次采用這種方法加工的新產(chǎn)品外滾道各項(xiàng)精度都達(dá)到工序間質(zhì)量要求,其VDep<0.005mm,VDex<0.01mm,Ke<0.005mm。
3 結(jié)論
從雙半外圈的調(diào)心滾子軸承新產(chǎn)品兩種加工方法的加工質(zhì)量結(jié)果分析中,可見(jiàn)采用電磁無(wú)心夾具同時(shí)加工兩片半外圈滾道的方法是可行的。在采用這種加工方法時(shí)對(duì)雙半圈的選擇要保證前述技術(shù)要求,才能加工出成品要求的產(chǎn)品質(zhì)量。
