軸承套圈斜油孔鉆模加工工藝改進
2012-06-11 01:55:54秦博,陳述
哈爾濱軸承 2012年4期
秦 博,陳 述
(1.黑龍江省電工設備總公司, 黑龍江 哈爾濱 150040;2.哈爾濱軸承集團公司 南直軸承分廠, 黑龍江 哈爾濱 150036)
1 前言
為了實現軸承良好的潤滑狀態,有時在軸承套圈上設計通油潤滑孔。一般采用鉆模引導鉆頭實現潤滑油孔加工,油孔的位置精度完全依靠鉆模來保證。
2 軸承套圈及鉆模的結構特點
某軸承內圈結構圖如圖 1 所示。圓周均布 3個直徑d小于1.5mm的潤滑油孔,油孔軸線與內圈軸線的夾角為α。
該產品潤滑油孔的加工難度如下:
(1) 油孔較小,加工時鉆頭易斷;
(2) 油孔要求的角度較嚴,不易控制;
(3) 油孔等分差有嚴格的要求。
因此,為了滿足加工油孔的各項精度要求,需設計加工一種合理的斜油孔鉆模,鉆模如圖 2所示,套圈裝夾方式如圖 3 所示。
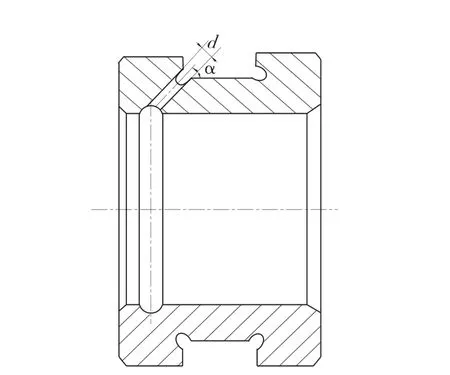
圖1 產品結構
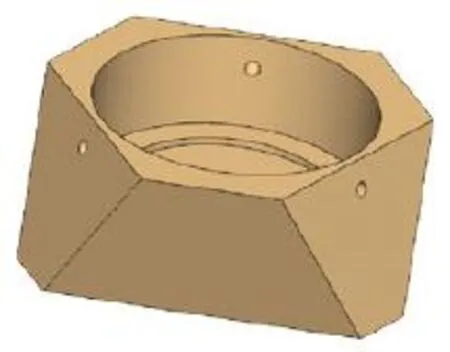
圖2 鉆模結構
鉆模的主要作用是準確地在套圈上定位鉆孔。各等分斜面自身精度要求高,在其端面精確位置加工等分小孔,且等分精度要求也非常高。同時該產品還需要淬火加工。
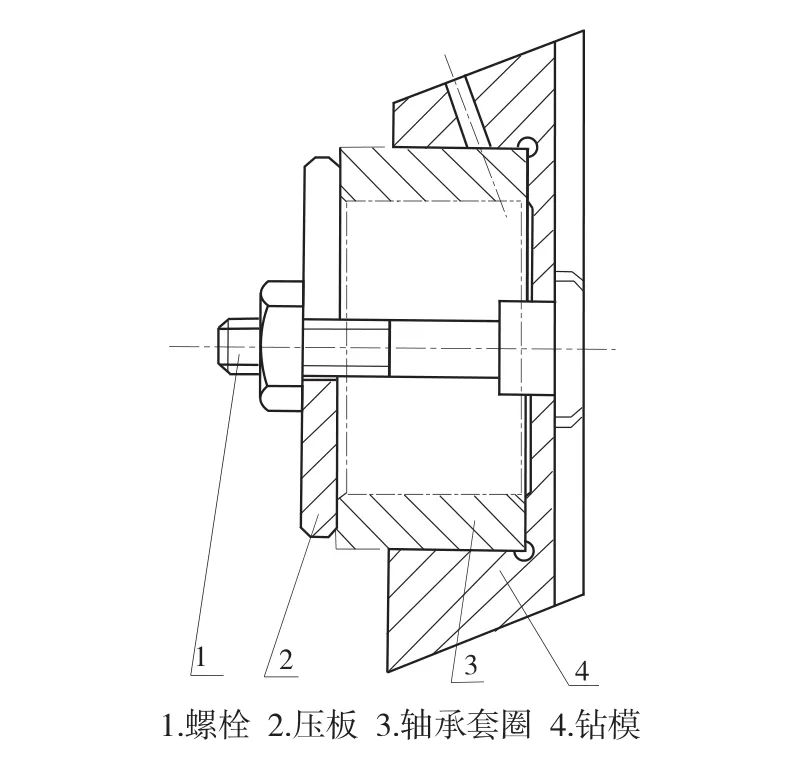
圖3 套圈裝夾方式
3 改進前鉆模加工工藝
(1) 備 料。
(2) 車 工:等分面按外接圓加大5-8mm車好,內孔Ra1.6留磨量,底面車好,與大端面平行0.05mm以內。
(3)銑 工:銑好缺口,Ra1.6等分面留磨量,與止口中心對稱0.15mm以內。
(4) 平 磨:磨好端面及等分面,與內孔對稱垂直0.05mm以內。
(5) 鏜 工:以止口及相鄰端面找正,鏜好等分孔。
(6) 鉗 工:去毛刺,打字。
首先,企業應該強化全體員工的內控意識,做好內部控制培訓、宣傳工作,樹立整個企業的內部控制思想。然后,企業可以通過外包的方式,聘用有資質的中介機構量身打造一套健全合理的內部控制制度。之后,將內部控制制度在企業的所有環節、所有部門貫徹執行。
(7) 熱處理:淬火,發藍。
(8) 鉗 工:打光Ra1.6面及清理鉆模孔。
(9) 徑 磨:磨好止口內徑,止口底面不磨。
改進前主要存在的問題是鉆模結構復雜,壁薄,淬火后由于應力問題使鉆模變形且無法消除,影響了鉆模的精度。
4 改進后鉆模加工工藝
根據以上情況,通過與設計者溝通,采用了兩種方式解決問題。第一,對于用鉆模加工產品較少的情況,可以取消淬火工藝,節約制造成本,縮短了生產周期,也滿足了正常使用。第二,對于用鉆模加工產品較多的情況,采用了鑲嵌淬火隔套的方案,見圖 4 所示。淬火隔套壁厚2~3mm,與鉆孔取0.005~0.01mm過盈配合。鉆模本身不淬火,既保證了產品質量,又提高了使用壽命。
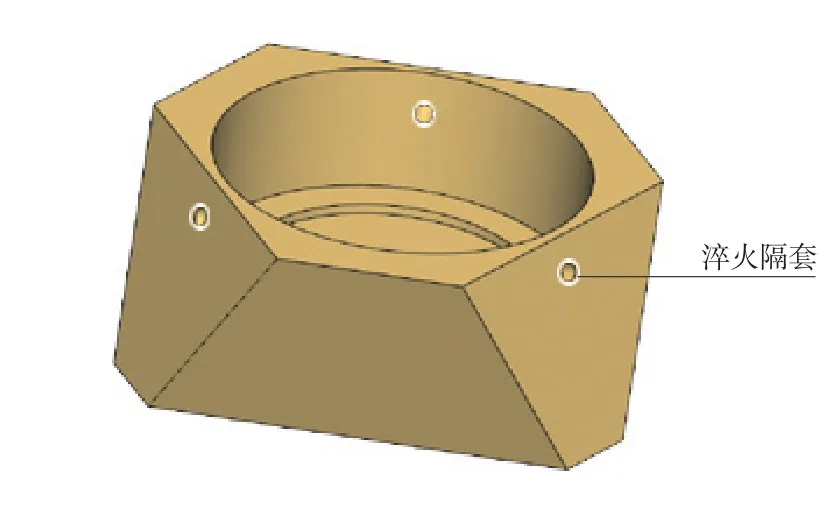
圖4 鑲嵌淬火隔套示意圖
4.1 工藝改進一
(1) 備 料。
(2) 車 工:等分面按外接圓加大5-8mm車好,內孔Ra1.6留磨量,底面車好,與大端面平行0.05mm以內。
(4) 平 磨:磨好端面及等分面,與內孔對稱垂直0.05mm以內。
(5) 鏜 工:以止口及相鄰端面找正,鏜好等分孔。
(6) 鉗 工:去毛刺,打字。
(7) 徑 磨:磨好止口內徑,止口底面不磨。
4.2 工藝改進二
(1)備 料。
(2)車 工:等分面按外接圓加大5-8mm車好,內孔Ra1.6留磨量,底面車好,與大端面平行0.05mm以內。
(3)銑 工:銑好缺口,Ra1.6等分面留磨量,與止口中心對稱0.15mm以內。
(4)平 磨:磨好端面及等分面,與內孔對稱垂直0.05mm以內。
(5) 鏜 工:以止口及相鄰端面找正,將等分孔加大1mm鏜好。
(6) 鉗 工:去毛刺,打字。
(7) 徑 磨:磨好止口內徑,止口底面不磨。
(8) 徑 磨:磨好各隔套,鑲嵌在小孔中,同時要求過盈配合。
5 結束語
按以上兩種方法加工的鉆模投入使用后,解決了因熱處理變形影響鉆模加工精度的問題,效果良好。
