CCV生產(chǎn)線快速開機方法的探討
2012-06-26 10:29:44武志強
電線電纜 2012年1期
武志強
(特變電工(德陽)電纜股份有限公司,四川 德陽618000)
0 引言
中壓(額定電壓6~35 kV)交聯(lián)電力電纜通常采用懸鏈?zhǔn)礁煞ń宦?lián)(CCV)生產(chǎn)線三層共擠擠出導(dǎo)體屏蔽、絕緣和絕緣屏蔽。傳統(tǒng)的CCV開機方法,一般會造成200多米的廢品,費工也費料。本文介紹一種新的CCV開機方法,可以將廢品控制在40 m以內(nèi),非常實用。
1 傳統(tǒng)開機方法
1.1 CCV設(shè)備示意圖
CCV生產(chǎn)線示意圖見圖1。
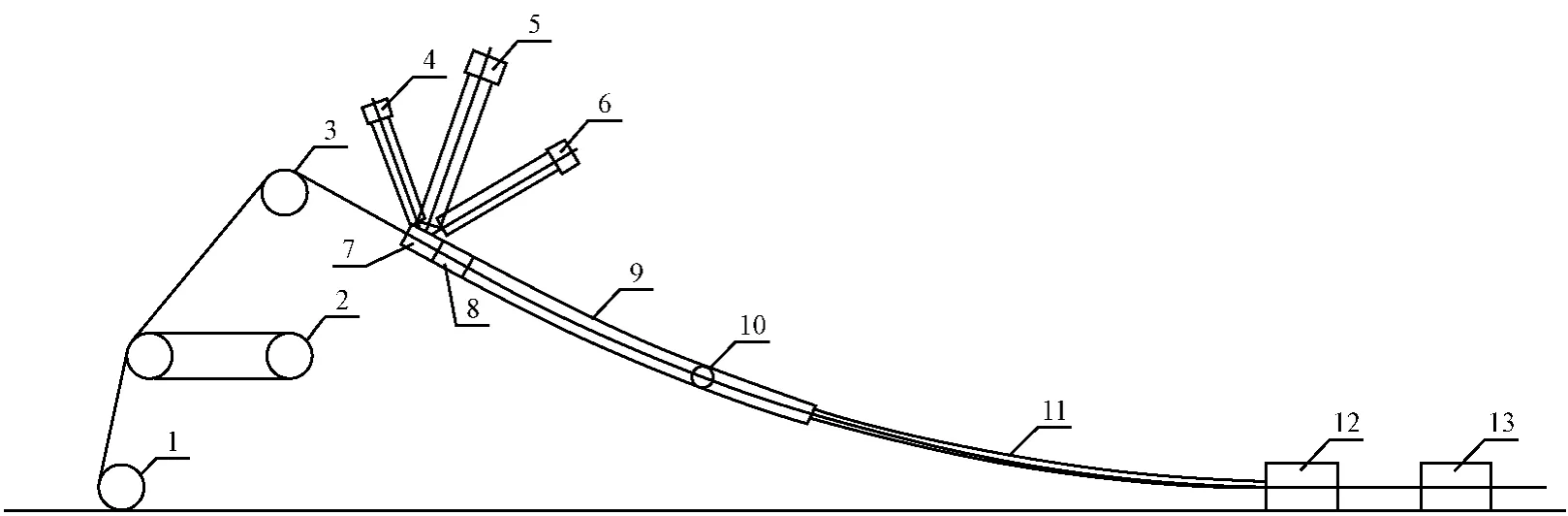
圖1 CCV生產(chǎn)線示意圖
1.2 傳統(tǒng)開機步驟
為了提高電纜絕緣品質(zhì),保證在高電場下可靠運行,導(dǎo)體屏蔽、絕緣和絕緣屏蔽在同一個機頭內(nèi)擠出,避免混入雜質(zhì)或水份。此工藝被稱為“三層共擠”。
傳統(tǒng)的開機步驟如下:由牽引繩牽引導(dǎo)線,同時擠出機開始排料。排料的同時,通過切取擠出塑料觀察各個方向厚度,逐步調(diào)節(jié)機頭模具,得到較為理想的同心度。這時,在絕緣線芯上做一標(biāo)記。待標(biāo)記到達密封裝置,同時關(guān)閉上、下密封,冷卻管注入冷卻水,硫化管注入氮氣并開始加熱。由于硫化管和冷卻管長約150 m,加上排料調(diào)偏心和氮氣加熱的時間,開機過程會產(chǎn)生200多米的廢品,不僅降低了生產(chǎn)效率,而且增加了制造成本。
2 快速開機方法
快速開機的基本思路是不用牽引導(dǎo)體的方法來調(diào)節(jié)絕緣線芯的偏心,而是采用專門設(shè)計的工具代替導(dǎo)體,先調(diào)節(jié)好偏心,直接走線、充氣加熱生產(chǎn),避免了管道牽引走線的過程,節(jié)省了開機時間和電纜材料。
2.1 調(diào)節(jié)偏心
將加工導(dǎo)體經(jīng)儲線器牽引過導(dǎo)向牽引輪至三層共擠機頭,但不穿過擠塑模具。另準(zhǔn)備一根絕緣線芯,導(dǎo)體截面積與待生產(chǎn)絕緣線芯規(guī)格一致,額定電壓相同,導(dǎo)體種類相同,稱之為牽引線芯。牽引線芯作為輔助工具,可以反復(fù)多次使用。牽引線芯經(jīng)下密封、冷卻管、硫化管至上密封。封閉下密封。在擠塑模具( 60擠出機模芯)前,放置一校偏驗棒(見圖2)。
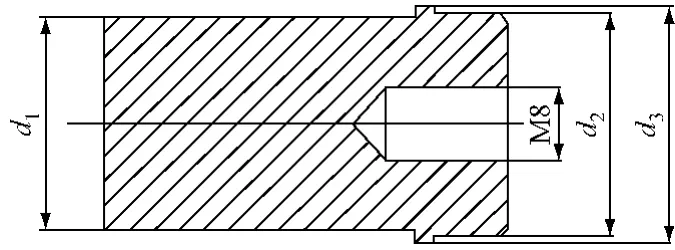
圖2 校偏驗棒
為了機頭模芯與校偏驗棒準(zhǔn)確有效地配合,達到最佳效果,按如下方法確定驗棒參數(shù)。

式中,d為導(dǎo)體直徑;d1為驗棒直徑;d2為棒與 60擠塑機模芯的配合部分直徑;d3為驗棒限位端面直徑。
驗棒后由一根長螺桿與孔M8相接,固定在機頭上,使其整個操作過程中保持不動。
打開三臺擠塑機(60、150和80)主電機開關(guān)和料斗閥門,開始擠塑。導(dǎo)體屏蔽、絕緣和絕緣屏蔽擠在驗棒上,將塑料從驗棒上拉出,用刀片切斷,并觀察其斷面。根據(jù)斷面偏心情況調(diào)節(jié)機頭調(diào)偏螺栓,修正各個擠出層厚度,直至達到比較滿意的效果。
2.2 開機
迅速取出驗棒,將加工導(dǎo)體穿過三層共擠機頭模具,與牽引線芯相接。對接方法有兩種:一是利用壓接管(銅或鋼),將加工導(dǎo)體與牽引線芯的導(dǎo)體壓接在一起,當(dāng)然有條件的工廠可用導(dǎo)體焊接機對焊導(dǎo)體,更加可靠;二是采用特殊設(shè)計的導(dǎo)體連接件,達到快速連接的目的,導(dǎo)體連接件結(jié)構(gòu)見圖3。
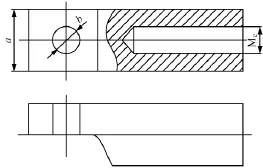
圖3 導(dǎo)體連接件
導(dǎo)體連接件由兩個構(gòu)成一副,一個壓接在加工導(dǎo)體上,另一個壓接在牽引線芯的導(dǎo)體上,通過圖3中內(nèi)螺紋Mc壓接導(dǎo)體。導(dǎo)體連接件直徑a與導(dǎo)體直徑d一致,或略大于d,可取a=d+0.2 mm,只要能穿過機頭模芯即可。連接孔直徑b在保證連接件強度的前提下,盡量取較大值,目的是提高連接螺栓的規(guī)格和強度。經(jīng)驗公式為a=b+2t,式中,t為壁厚,取3~5 mm。導(dǎo)體規(guī)格越大,取值越大。導(dǎo)體連接件事先壓接在加工導(dǎo)體和牽引線芯上,開機時快速用螺栓連接在一起,減少停機時間。
啟用CCV生產(chǎn)線的倒車功能,將連接件倒至機頭模芯處。再次打開擠塑機,待塑料擠包在連接件上時,打開上、下牽引的聯(lián)動開關(guān),開始緩慢走線。注意,擠塑時—定要封閉連接螺栓,避免冷卻水進入導(dǎo)體。封閉上密封,向冷卻管注入冷卻水,硫化管注入氮氣,打開硫化管加熱開關(guān)。一旦其他工藝參數(shù)值達到工藝設(shè)定值,提高線速度至設(shè)定值。配有在線測偏儀的設(shè)備,可以根據(jù)掃描圖像和數(shù)值對屏蔽層和絕緣層厚度進行微調(diào),以求得到更好的電纜品質(zhì)。
3 結(jié)束語
由于塑料加工的特殊性,要求塑料在擠塑機中停滯的時間越短越好,不得超過10 min。采用導(dǎo)體連接件快速連接的方法,可以有效縮短擠塑機停機時間。如果操作熟練,配合默契,整個停機時間不超過5 min。本文描述的導(dǎo)體連接件是最基本的形式,改進連接件的結(jié)構(gòu),可以取得更為理想的效果。
采用快速開機的方法,省去絕緣線芯從上密封到下密封再封閉下密封的過程。整個開機過程,耗用材料在40 m以內(nèi),比傳統(tǒng)方法節(jié)約160 m以上。如果按每月開機10次計算,一條CCV生產(chǎn)線可節(jié)約1 600 m絕緣線芯,效果顯著。不僅降低了生產(chǎn)成本,并且提高了生產(chǎn)效率。