非導電陶瓷特種加工復合磨削技術
2012-06-27 02:13:52于建元劉志東
電加工與模具 2012年1期
于建元,劉志東
(南京航空航天大學機電學院,江蘇南京210016)
非導電陶瓷由于具有強度高、硬度高、耐高溫、耐磨損、耐腐蝕、非導電、熱膨脹系數低等優良性能,被日益廣泛地應用于機械、電子、冶金、化工、石油地質鉆探、航空航天和核工業等領域中[1]。但現有的燒結、熱壓、真空熱擠壓等工藝僅能成形出幾何形狀較簡單、精度較低的非導電陶瓷構件,對于形狀較復雜或精度要求較高的非導電陶瓷構件,則必須進行后處理加工;而多為共價鍵、離子鍵及混合形式組成的晶體或粉末結構決定了非導電陶瓷的硬脆性和難加工性[2],使其成形后的加工成為一個重要的技術難題和研究熱點。
機械磨削是目前最常用的非導電陶瓷加工方法,但該方法需利用高剛度的磨床和昂貴的金剛石砂輪,加工成本高、效率低,且易產生微裂紋而嚴重影響加工表面質量和性能。
由于特種加工可實現對任何硬、脆、韌、軟及高熔點的難加工材料、復雜型面及薄壁件的加工[3]。因此,人們開展了非導電陶瓷的特種加工復合磨削技術研究,并取得了較大的進展。
1 非導電陶瓷的精密和超精密磨削加工技術
傳統磨削加工方法已不能滿足現代科技對非導電陶瓷材料的質量和精度需求,因此,有關精密和超精密磨削加工技術已成為當今世界各國研究的熱點,其中較有代表性的是延性域磨削和半延展性磨削、在線電解修整磨削、電化學在線控制修整磨削等加工技術。
1.1 延性域磨削和半延展性磨削
由于非導電陶瓷材料脆性較大,因此在精密加工時極易產生磨削裂紋。針對此問題,Bifano[4]于1991年提出了延性域磨削加工技術,并依據Griffith斷裂擴展準則,應用顯微硬度壓痕法,建立了硬脆材料延性域磨削的臨界切削厚度模型,現在一般都采用“壓痕斷裂力學”模型來進行分析[5]。采用微粉W2.5金剛石砂輪對ZrO2和Si3N4陶瓷的磨削試驗表明:在砂輪線速度為11.8 m/s、工件進給速度為40 mm/min、磨削深度為3 μ m 的磨削條件下,可獲得表面粗糙度值分別為3 nm和8 nm的超光滑鏡面[6]。研究表明,金剛石砂輪磨粒尺寸和磨削參數是影響延性域磨削的重要因素。在磨削條件不變的情況下,實現脆性/延性轉變的磨粒臨界尺寸約為12 nm;而當金剛石砂輪磨粒尺寸不變時,實現脆性/延性轉變的臨界磨削深度為2.4~2.6 μ m,且臨界磨削深度隨著工件進給速度的減小而增大[6]。
采用延性域磨削可省去研磨、拋光等工序,比傳統磨削方法更能提高工件的形位精度,但延性域磨削對機床的剛度、運動精度、低速運動的平穩性及加工環境等有較高的要求[7],故目前大多采用半延展性磨削方法。
在磨削過程中使材料部分地發生塑性變形,依靠脆性破壞和塑性變形的共同作用去除材料的方法稱為半延展性磨削[8]。采用半延展性磨削加工的表面是由微破碎面和靠塑性變形完成切削的大平面交互混合形成的,能使表面缺陷減少到最低限度,從而提高工件的強度等使用性能。研究表明,為了最大限度地通過塑性變形去除陶瓷材料,獲得良好的表面質量,應盡量減小磨削深度和工件進給速度,同時提高砂輪轉速,加工時最好不使用冷卻液,且最后要進行光磨[9]。
1.2 在線電解修整(ELID)磨削
ELID磨削是利用電解過程中的陽極溶解效應去除砂輪表層的金屬基體,保證始終有突出的磨粒來維持砂輪的鋒利狀態,同時形成一層氧化膜覆蓋砂輪表面,抑制砂輪過度電解,使砂輪始終以最佳磨削狀態進行連續加工,從而使工件表面有效地達到鏡面效果[10]。采用3000#的砂輪對AlN進行的磨削試驗表明,ELID磨削可部分替代傳統的研磨拋光工藝,獲得表面粗糙度值為8 nm的光滑鏡面[11]。
1.3 電化學在線控制修整(ECD)磨削
1999年,Kramer等人提出了 ECD磨削技術[12]。該技術與ELID磨削的不同之處在于:在ECD磨削過程中,不需形成氧化膜和氫氧化物膜,而是通過測定磨粒刃口和工件表面狀態來控制電化學的修整過程。研究結果表明,該技術在磨削陶瓷時可顯著改善材料的表面質量,表面粗糙度值可達到0.01 μ m。2000年,又提出采用可控電化學工藝在線修整金屬結合劑砂輪,可對傳統磨削方法極難加工的新型陶瓷材料進行磨削,并獲得良好的表面質量[13]。
2 非導電陶瓷的特種加工復合磨削技術
隨著特種加工技術的發展,超聲波、激光、電解、電火花等加工技術相繼應用到非導電陶瓷材料的磨削加工領域,形成了超聲波輔助磨削、激光預熱輔助磨削、機械電解電火花復合磨削、電火花磨削等復合磨削加工技術,進一步提高了加工效率和表面質量,成為非導電陶瓷加工技術發展的趨勢之一。
2.1 超聲波輔助磨削
超聲波輔助磨削是利用砂輪的磨削作用和超聲振動產生的撞擊、空化、脹裂作用達到磨削非導電陶瓷的目的[14]。高頻的超聲振動能改變硬脆材料的裂紋擴展方向,使其來不及脆性破壞,而繼續以延性方式去除,這樣就加大了材料的臨界延性磨削深度,并減小了磨削力。因此,超聲波輔助磨削不僅可采用較大的磨削用量,還能減少砂輪修整時間,加工效率比普通磨削高一倍以上,可獲得超精密表面。近年來,超聲波輔助磨削作為一種優質、高效、低成本的精密加工方法,已成為非導電陶瓷材料延性域磨削加工的重要技術[15]。研究表明,納米ZrO2陶瓷在普通磨削下的臨界延性磨削深度為15 μ m,而在超聲波輔助磨削時,當振動方向垂直和平行砂輪速度方向時的臨界延性磨削深度分別約為25 μ m和20 μ m;超過工件的臨界磨削深度后,磨削力有下降趨勢,而后出現劇烈跳動現象,表面粗糙度值將顯著上升。由于采用超聲波振動有較大的臨界延性磨削深度,故在要求同樣的表面質量時,采用超聲波輔助磨削可顯著提高生產效率[16]。
2.2 激光預熱輔助磨削
激光預熱輔助磨削是利用高能激光束對非導電陶瓷表面進行局部預熱(1 800℃以上),以提高非導電陶瓷的斷裂韌度,實現由脆性破壞向塑性去除的轉變[17]。對A12O3、ZrO2和Si3N4陶瓷的磨削試驗表明,激光預熱磨削不僅能減小磨削過程中溫度的影響作用,還能降低非導電陶瓷的硬度,增加去除量而不引起磨削裂紋。在砂輪線速度為25 m/s,工件進給速度為2 mm/s,磨削深度為50 μ m 的情況下,3種陶瓷在無激光預熱時的表面粗糙度值分別為 0.318 、0.152 、0.114 μ m,而有激光預熱時的表面粗糙度值分別為 0.208、0.137 、0.097 μ m[18],表面質量均有所提高。
2.3 機械電解電火花復合磨削
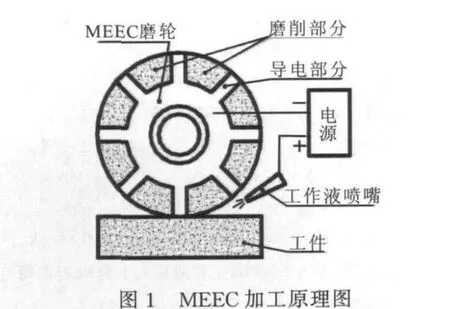
日本學者黑松彰雄提出了機械電解電火花復合磨削技術(MEEC)[19],其加工原理見圖1。磨輪由導電部分和磨削部分交替排列組成,將工作液噴嘴與磨輪分別接直流電源正、負極,工作液(電解液)直接噴射到磨輪與非導電陶瓷之間。當磨輪磨削部分與非導電陶瓷接觸時,產生機械磨削作用;當磨輪導電部分與非導電陶瓷接觸時,由工作液引起電解作用;導電部分脫離非導電陶瓷表面的瞬間產生電火花放電,去除非導電陶瓷材料,同時實現在線修整磨輪。通過磨輪對非導電陶瓷反復進行電解電火花和機械磨削的共同作用,提高了加工效率和表面質量。
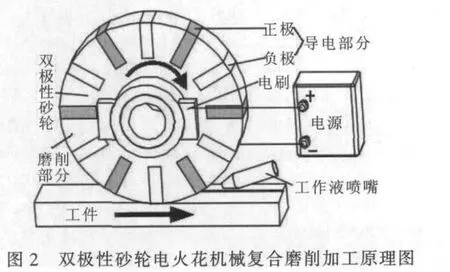
劉永紅提出了雙極性砂輪電火花機械復合磨削加工方法[20],其加工原理見圖2。雙極性砂輪包括呈輻射狀交錯排列的正、負電極組成的導電部分和磨削部分,正負電極在接近和離開非導電陶瓷表面瞬間交替放電,同時輔以砂輪的機械磨削作用,可實現對非導電陶瓷材料的高效精密加工[21]。
雖然以上兩種方法均能實現對非導電陶瓷的高效精密加工,但都存在著放電難以控制、電能利用率低、電解液銹蝕機床及污染環境等問題。
2.4 電火花磨削
郭永豐等基于絕緣陶瓷輔助電火花加工原理[22]進行了絕緣陶瓷電火花磨削加工技術的研究[23]。通過蒸鍍、涂覆等方法[24]在絕緣陶瓷表面形成金屬、碳素等導電層,并以煤油為工作液,利用電火花加工時瞬間產生的局部高溫,使煤油熱分解出來的碳、磨輪濺射出來的金屬及其化合物在絕緣陶瓷表面形成新的導電層,從而在絕緣陶瓷表面與磨輪之間形成持續放電的回路,使電火花磨削加工能連續進行。以紫銅塊作為工具電極,煤油作為工作液 ,峰值電流 4 A,脈寬 740 μ s,脈間 100 μ s,成功地將Si3N4陶瓷由4 mm×5 mm×17 mm的方棒形加工成直徑為1 mm的微細軸[23],見圖3。
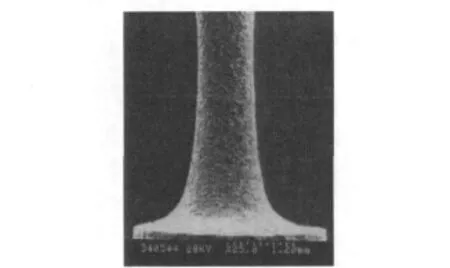
圖3 電火花磨削Si3N4陶瓷實物圖
劉永紅提出了雙電極同步伺服電火花機械復合磨削新技術[25],其加工原理見圖4。將高速旋轉的導電砂輪接脈沖電源正極,緊貼工件表面,并向導電砂輪作伺服進給運動的銅片電極接脈沖電源負極,利用導電砂輪和銅片電極之間產生的火花放電作用蝕除非導電陶瓷材料,同時產生的碳化層和變質層可通過機械磨削作用去除。該技術綜合利用了電火花加工和機械磨削的能量,在去除陶瓷材料的同時對磨輪進行在線修整,保持磨輪的形狀精度和鋒銳性,提高了加工效率和表面質量。采用45鋼輪對Al2O3陶瓷的磨削試驗表明,放電電流為10 A,放電電壓為 30 V,脈寬和脈間分別為 500、400 μ s,砂輪轉速為1 090 r/min,工件進給速度為2 mm/s時,最大材料去除率可達90 cm3/min,表面粗糙度值可達Ra1.2 μ m[26]。
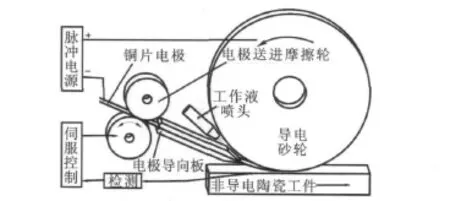
圖4 雙電極同步伺服電火花機械復合磨削加工原理圖
3 非導電陶瓷的電火花誘導可控燒蝕磨削加工技術
采用電火花磨削加工方法時,對非導電陶瓷加熱的效果主要依賴于脈沖電源的能量輸出,而電火花放電釋放出的熱量只是集中在很小的放電通道附近區域,傳輸到非導電陶瓷的熱量十分有限且利用率很低,從而導致對非導電陶瓷的“軟化作用”有限,加工效率不高。針對此問題,劉志東發明了一種通過輔助電極可控燒蝕方式使被加工的非導電陶瓷材料快速軟化、而后進行機械磨削去除材料的加工方法[27],其加工原理見圖5。
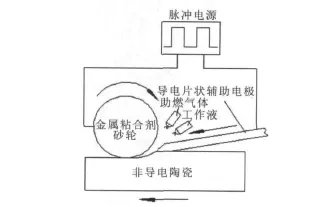
圖5 電火花誘導可控燒蝕磨削加工原理圖
該方法采用導電的金屬粘合劑砂輪作為磨輪,在磨輪和非導電陶瓷之間連續送入導電片狀輔助電極(如20號鋼片),在脈沖電壓作用下,使磨輪與導電片狀輔助電極之間產生火花放電,同時向加工區域連續或間歇通入能與導電片狀輔助電極材料產生燒蝕放熱效應的助燃氣體(如氧氣),使導電片狀輔助電極材料在電火花放電作用下達到燃點溫度以上而處于熔融甚至氣化狀態,然后與通入的助燃氣體發生燒蝕反應,生成燒蝕產物,并釋放出大量的熱量作用于非導電陶瓷材料表面,使非導電陶瓷材料表面加熱至軟化甚至熔融狀態,然后在磨輪的機械磨削作用下磨削去除。
該方法的關鍵技術在于燒蝕熱量的控制,可依靠導電片狀輔助電極的材料、尺寸、送進速度及氣體的間歇供給或氣體連續供給時的氣體流量、壓力、砂輪轉速等進行調整。在加工過程中,部分燒蝕的熱量傳遞到磨輪表面,可保持磨輪的形狀精度和自銳性,降低磨輪受到的磨削力,因此對機床的剛性要求較低;由于采用水或非可燃水溶性工作液作為工作介質,不存在使用油性工作液時電火花加工產生的環境污染、火災隱患等問題。與常規電火花磨削加工方法相比,可數倍甚至數十倍地提高非導電陶瓷材料的蝕除效率,是一種高效率、低損耗、低成本、安全、綠色環保的加工方法。
4 結論
隨著現代科技的發展,非導電陶瓷材料的應用越來越廣泛,同時對其制品的加工效率、加工精度和表面質量的要求也越來越高。采用單獨的機械加工或特種加工方法都難以滿足其加工要求,而伴隨著陶瓷加工理論研究的不斷深入和特種加工技術的進一步成熟,特種加工復合磨削技術必將成為今后非導電陶瓷加工技術的發展趨勢。
[1]Anon.Engineering ceramics market outlook[J].American Ceramic Society Bulletin,2003,82(11):2-12.
[2]Mohri N,Fukuzawa Y,Tani T,et al.Some considerations to machining characteristics of insulating ceramics-towards practical use in industry[J].CIRP Annals-Manufacturing Technology,2002,51(1):161-164.
[3]劉晉春,趙家齊,趙萬生.特種加工[M].4版.北京:機械工業出版社,2007.
[4]Bifano T G,Dow T A,Scatter good R O.Ductile regime grinding:a new technology for machining brittle materials[J].ASM E Journal of Engineering for Industry,1991,113:184-189.
[5]鄧朝暉,張璧,孫宗禹,等.陶瓷磨削材料去除機理的研究進展[J].中國機械工程,2002,13(18):1608-1611.
[6]納米爾,林濱,關強,等.幾種工程陶瓷的延性域磨削[J].天津大學學報(自然科學與工程技術版),1999,32(4):486-491.
[7]Bifano T G,Yi Y.Acoustic emission as an indicator of materialremoval regime in glass rnicro-machining[J].Precision Engineering,1992,14(4):219-228.
[8]Zhong Z,Venkatesh V C.Semi-ductile grinding and polishing of ophthalmic aspherics and spheres[J].Annals of the CIRP,1995,44(1):339-442.
[9]柯宏發,張耀輝,陳友良.陶瓷半延展性磨削試驗研究[J].金剛石與磨料磨具工程,1998(1):25-28.
[10]Ohmori H,Nakagawa T.Analysis of mirrorsurface generation of hard and brittle materials by ELID grinding with superfine grain metallic bond wheels[J].Annalsof the CIRP,1995,44(1):287-290.
[11]Katahira K,Ohmori H,Uehara Y,et al.ELID grinding characteristics and surface modifying effects of aluminum nitride(AlN)ceramics[J].International Journal of Machine Tools&Manufacture,2005,45(4):891-896.
[12]Kramer D,RehsteinerF,Schuhmacher B.ECD(Electrochemical In-Process Controlled Dressing),a new method for grinding of modern high-performance cutting materials to highest quality[J].Annals of the CIRP,1999,48(1):265-268.
[13]Sch? pf M,Beltrami I,Boccadoro M,et al.ECDM(Electro Chemical Discharge Machining),a new method for trueing and dressing of metal bonded diamond grinding tools[J].CIRP Annals-Manufacturing Technology,2001,50(1):125-128.
[14]Spur G.Ultrasonic assisted grinding of ceramics[J].Industrial Ceramics,2001,21(3):177-181.
[15]鄭建新,徐家文,呂正兵.陶瓷材料延性域磨削機理[J].硅酸鹽學報,2006,34(1):102-106.
[16]向道輝,劉建慧,支新濤.納米ZrO2陶瓷的超聲振動延性域磨削特性研究[J].工具技術,2009,43(8):30-34.
[17]Rozzi J C,Pfefferkorn F E,Incropera F P,et al.Transient thermal response of a rotating cylindrical silicon nitride workpiece subjected to a translating laser heat source.Part I:comparison of surface temperature measurements with theoretical results[J].Journal of Heat Transfer,1998,120(4):899-905.
[18]Marinescu I D.Laser-assisted grinding of ceramics[J].High-Performance Ceramics,1998,47(5):314-316.
[19]黑松彰雄.新素材電加工材のMECC加工法ブレス技術,1986,24(12):66-68.
[20]劉永紅.雙極性電加工工具:中國,01261619.2[P].2002-07-17.
[21]李小朋,劉永紅,于麗麗,等.非導電陶瓷雙極性砂輪電火花機械復合磨削新技術[C]//第11屆全國特種加工學術會議論文集.北京:機械工業出版社,2005:91-93.
[22]福澤康,谷貴幸,巖根英二,等.放電加工機を用いた絕緣性材料の加工[J].電氣加工學會言志,1994,29(60):11-21.
[23]郭永豐,白基成,劉海生,等.絕緣陶瓷電火花磨削加工的研究[J].電加工與模具,2006(1):54-57.
[24]徐小兵.絕緣性陶瓷電火花加工原理和輔助電極膜制備探討[J].新技術新工藝,2003(5):17-18.
[25]劉永紅.非導電超硬材料電火花機械復合磨削方法及機床:中國,200410023547.X[P].2004-12-29.
[26]劉永紅,于麗麗,李小朋,等.非導電工程陶瓷電火花磨削技術[J].機械工程學報,2008(8):132-136.
[27]劉志東.基于放電誘導可控燒蝕的非導電工程陶瓷的磨削加工方法:中國,201110041602.8[P].2011-02-21.
