基于PMAC的商用五軸聯動電火花加工數控系統
2012-06-27 02:13:52康小明趙萬生盧智良萬符榮吳國興
電加工與模具 2012年1期
關鍵詞:程序
梁 速,徐 輝,陳 默,康小明,趙萬生,盧智良,萬符榮,吳 強,吳國興,朱 寧
(1.上海交通大學機械與動力工程學院機械系統與振動國家重點實驗室,上海200240;2.蘇州電加工機床研究所有限公司,江蘇蘇州215011)
渦輪葉盤是航空發動機中的關鍵部件,多軸聯動電火花加工已成為實現其制造的關鍵技術。由于國外于此類技術及裝備對我國實施禁運,加快研制多軸電火花加工機床并使之產業化將具有重要的戰略意義。作為電火花加工機床的核心,數控系統需要在實時性、穩定性及可靠性等方面滿足較高的要求[1-2]。數控系統必須能依照獲取的極間放電狀態,快速地控制多軸完成相應的伺服動作,因此需要較強的實時性;加工穩定性要求電火花加工過程中保持放電連續、伺服平穩;此外,由于電火花加工過程耗時較長,數控系統還需保證其運行具有良好的可靠性。
可編程運動控制器PMAC(Programmable Multi Axis Controller)憑借其在實時運算與數據處理、多軸精密聯動控制、運行穩定性及開放性等方面的優良性能,已在數控機床、機器人、航空航天和醫療設備等領域有著廣泛的應用[3]。同時因其優良的運動控制性能與強實時性,也成為電火花加工數控系統理想的開發平臺。在基于PMAC開展多軸聯動電火花加工數控系統研究與開發方面,李論[4]通過運用PMAC系統設計了五軸聯動電火花加工數控系統,并加工出渦輪盤模擬樣件。然而,基于PMAC開發的電火花加工數控系統大多還停留在實驗室與樣機階段,其在產業化方面仍面臨著諸多問題,主要表現在系統兼容性不強、不具備滿足市場需要的特殊加工功能、尚未達到商品化的開發標準及系統成熟度與可靠性不足等。
本文研制了一種基于可編程運動控制器PMAC的五軸聯動電火花加工數控系統。其采用了全閉環速度模式的控制體系,通過PMAC平臺實現了電火花成形加工控制中包括伺服進給回退運動、間隙電壓檢測、五軸聯動及高速抬刀運動等在內的多項關鍵技術。該數控系統已應用于DK7140型商用五軸聯動電火花成形加工機床,通過閉式整體渦輪葉盤樣件及窄縫窄槽等典型零件的加工實驗,驗證了其良好的加工與控制性能。同時按照商業化標準完善了數控系統,有力地推動了其產業化進程。
1 五軸聯動電火花加工數控系統硬件體系
五軸聯動電火花加工數控系統采用了上下位機的體系結構,見圖 1。上位機以工業控制計算機(IPC)為平臺,下位機以PMAC運動控制器為核心。數控系統采用了基于速度指令模式與高分辨率直線/圓光柵尺構成的全閉環XYZAC伺服控制平臺的方案。
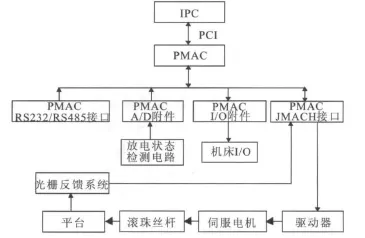
圖1 數控系統的硬件體系結構
上位機IPC采用了Ubuntu 8.04的Linux操作系統。其包括GUI、代碼解釋器、工藝數據庫、網絡通訊、文件操作、線程管理及控制器驅動等功能模塊,提供了較全面、完善的人機交互操作功能。IPC系統通過外圍元件擴展接口總線PCI(Peripheral Component Interconnect)連接下位機PMAC。
下位機運動控制器系統由運動控制卡及其各功能附件板卡組成,主要完成伺服運動控制和過程控制等實時任務。運動控制卡采用主頻為20 MHz的MOTOROLA DSP 56001/56002作為主處理器;由于PMAC的單軸伺服更新率可達 55 μ s(接近20 MHz),并能同時精確控制八軸協調運動,因而可使電火花加工的伺服周期降低到1~2 ms;同時因其程序的執行速率快,并具有多線程并行運算與處理數據的能力,檢測環節的實時性得到增強[5]。
PMAC通過JMACH接口ACC-8P端子板、I/O附件ACC-34AA、A/D附件ACC-28A等附件板卡用以實現運動控制器與各類外部設備的信號通訊。控制器通過JMACH接口板連接直線/圓光柵編碼器和電機驅動器,主要實現模擬量速度指令的輸出和位置反饋信號、限位信號的輸入等;通過I/O附件實現對電火花加工脈沖電源的電參數設置及對機床各開關量的控制。為了獲取極間平均電壓,PMAC通過A/D附件采樣二類來自電火花加工脈沖電源的電壓信號:接觸感知電壓和極間平均電壓。
數控系統還包含其他硬件系統:伺服驅動系統主要由伺服驅動器及交流伺服電機組成;光柵位置反饋系統包括安裝于各直線/旋轉軸上的直線/圓光柵及配套的細分盒;I/O控制系統通過接收來自ACC-34AA的電平信號,并通過繼電器進一步控制機床各硬件設備的開關(如蜂鳴器、液泵)以及控制對電火花加工脈沖電源各電參數的設置等。
2 基于PMAC的關鍵技術實現
針對五軸聯動電火花加工數控系統的設計要求,基于下位機PMAC開發了各類軟件功能模塊,包括A/D與軟濾波模塊、伺服進給回退運動程序、五軸聯動程序、主軸高速抬刀程序及PLC順序控制模塊等,實現了間隙電壓檢測、伺服進給回退運動、高速抬刀運動等電火花加工控制的多項關鍵技術。
2.1 基于A/D與軟件濾波模塊實現間隙電壓檢測
數控系統設計了A/D與軟件濾波模塊實現間隙平均電壓的檢測。此功能模塊是基于PMAC的A/D附件及其軟PLC程序開發的。作為伺服檢測的關鍵環節,在模塊構建的過程中充分依照了實時與準確的設計原則。其設計原理如下:首先,電火花加工專用脈沖電源通過將極間電壓濾波處理來獲得間隙平均電壓,PMAC的A/D附件ACC-28A實時地對平均間隙電壓進行采樣及模數轉換,并將電壓數值保存在相應地址的寄存器中(ACC-28A的采樣頻率為18 kHz,模數轉換精度為16 bit)。基于軟PLC平臺設計的軟濾波程序,以70 μ s的輪詢周期訪問寄存器,通過多次采樣并進行均值計算實現信號的軟件濾波,并將軟濾波后所得到的平均間隙電壓值保存為全局變量,供伺服進給回退運動程序的進一步引用。傳統數控體系通常采用以總線通訊的方式,經上位機系統軟實時運算來處理間隙平均電壓,本數控系統直接基于底層系統的A/D與軟件濾波的硬實時模塊實現間隙電壓檢測,不僅簡化了數控系統的層次,使檢測周期降至1 ms以內,同時保證了信號的實時性與精確性。
2.2 伺服進給回退運動程序設計
電火花加工放電過程根據平均間隙電壓和伺服參考電壓的差值來決定前進、回退或保持不動。平均間隙電壓信號可通過A/D與軟件濾波模塊實時獲取,數控系統需在預設的伺服周期內將平均間隙電壓與伺服參考電壓作比較,并完成相應的位置控制。位置控制的關鍵在于實現正反向插補,本系統采用基于速度規劃的軌跡分段方法來實現正反向插補。
在電火花加工中,壓差(平均間隙電壓與伺服參考電壓的差值)可作為對放電狀態的模糊表征,因而可根據壓差決定進給速度:壓差的正負決定進給方向的正反,而其絕對值的大小則可對應于進給速率的大小。當電火花加工進行時,在每個伺服周期內,先判斷壓差,決定速度方向及大小,接著根據速度及插補周期計算出單步當量,繼而實現各軸相應的位置控制,完成后再進入下一伺服周期,如此反復直到進給到終點或回退到起點。分段運動的時間間隔即為電火花加工的伺服周期,對于電火花加工極為重要。本數控系統設計分段運動運行時間為2 ms,實驗證明滿足了電火花穩定加工的要求。
PMAC提供了基于各類插補方法實現的多種運動模式,包括RAPID模式、LINEAR模式(2次B樣條)、CIRCLE模式(3次B樣條),PVT模式(Hermite樣條)和SPLINE模式(均勻非有理3次B樣條)等。其中SPLINE模式的計算速度快、精度高,能實現軌跡連續規劃,速度平滑處理[5]。電火花加工的間隙伺服控制是一種反饋控制,伺服過程需根據差值頻繁地執行小幅向前或向后的運動程序,從而使電火花加工放電過程連續穩定,這種特性的運動適合采用SPLINE模式設計。
本數控系統采用基于速度規劃的正反向插補原理,并通過調用SPLINE模式實現了伺服進給回退程序設計,達到了依據放電狀態實施頻繁往復運動的要求。圖2是伺服進給回退程序流程圖。
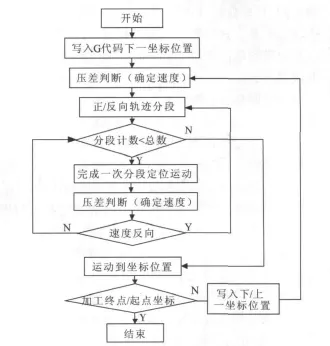
圖2 PMAC運動程序流程圖
2.3 主軸高速抬刀運動的實現
在加工高深寬比型腔如窄縫窄槽時,高速抬刀能顯著提高其最大加工深度及加工效率,發揮不可替代的作用[6]。通過以下技術的實現,本數控系統具備了主軸高速抬刀運動的功能。首先構建了基于PMAC的全閉環速度指令模式的控制體系,使運動軸具備高速運動能力;其次利用PMAC先進的PID控制算法實現了優良的主軸動態伺服性能;再是采用S形曲線合理規劃抬刀運動的加減速過程;最后將設計的抬刀程序嵌入于伺服進給回退程序,實現了加工過程定時抬刀的功能。結合商用機床的主軸進行測試實驗,證明可實現最高速度達12 m/min、最大加速度約1 g的穩定高速抬刀運行性能。
PMAC提供了PID+速度前饋+加速度前饋的運動控制算法。結合商用機床的主軸,通過階躍位置與正弦速度等響應特性實驗,實現了對控制器各環節參數的優化,使主軸動態伺服性能達到了理想水平。經調試后的各項瞬態參數如下:上升時間10 ms、調整時間25 ms、最大超調量 0.9%、跟隨誤差-4~8 μ m,運動軸具備了快速響應能力與優良的速度跟隨性能。
高速抬刀易帶來機械沖擊、過沖量大等問題,因此需合理規劃高速抬刀運動的加減速過程,本數控系統采用S形曲線來設計。PMAC提供了基于特征參數 Ts與 Vm自行規劃S曲線加減速的插補器,其中加速時間常數 Ts為S曲線加速過程所需的時間,目標速度 Vm為經過S曲線加速后進入勻速狀態的最大速度。通過精心設計 Ts與Vm,可在保證跟隨性能的前提下,得到加速性能最優的速度曲線。當目標速度 Vm為12 m/min時,設計Ts為50 ms,此時最大跟隨誤差小于100 μ m,抬刀加速行程約5 mm,抬刀最大加速度達9.68 m/s2。通過高速抬刀加工實驗證明,高速抬刀S型加減速過程的運動性能穩定,無明顯的振動與沖擊。
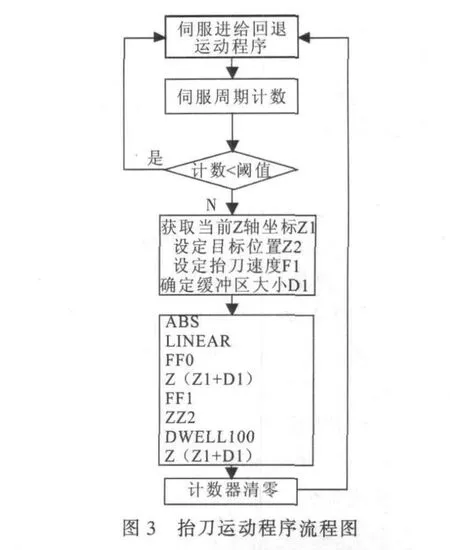
為了實現定時抬刀運動,設計了抬刀運動程序,并嵌入到伺服進給回退程序中。首先確定抬刀程序中的主要變量,如:當前Z軸位置、抬刀目標位置、抬刀速度及緩沖區大小等。當前位置即是啟動抬刀程序時Z軸的伺服位置,抬刀目標位置為當前位置+抬刀高度,抬刀速度由用戶設定,緩沖區是為防止抬刀復位過程的過沖影響放電區域而預留的緩沖距離,其大小由抬刀速度決定。接著,根據當前位置和目標位置,采用絕對坐標(ABS)和線性插補模式(LINEAR)設計抬刀運動的往復動作。與伺服進給回退程序集成的關鍵在于定時器(計數器)的設計,當伺服周期與抬刀周期一定時,啟動抬刀運動程序的計數器閾值即為抬刀周期/伺服周期,計數器隨著伺服過程逐漸累加,當達到閾值時執行抬刀運動程序,并于抬刀復位時清零,如此反復以實現其定時抬刀功能。其程序流程見圖3。
3 典型樣件加工實驗
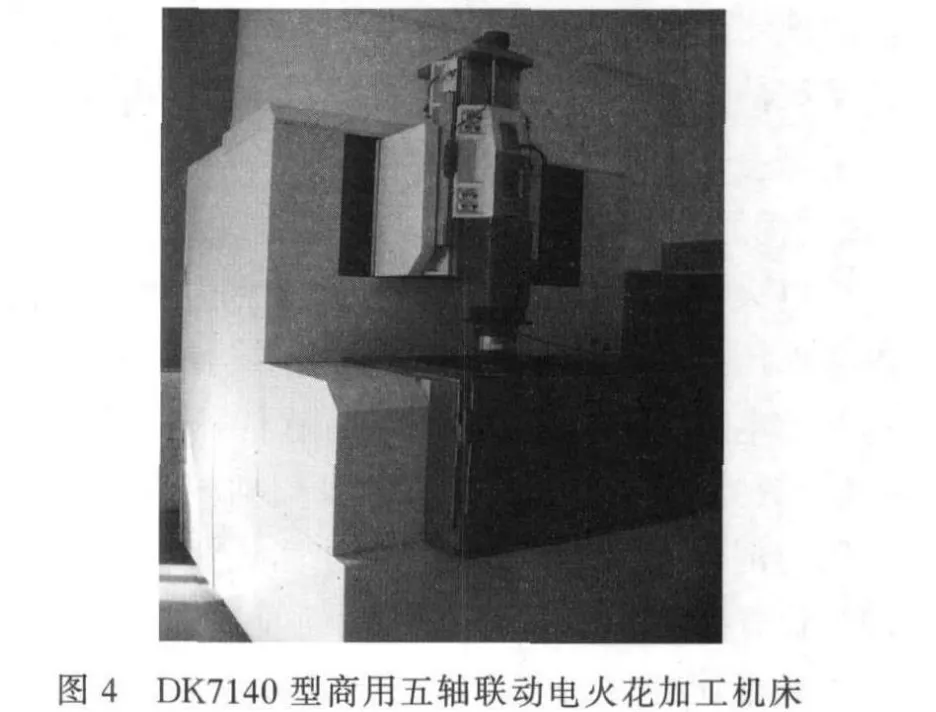
通過將本數控系統應用于DK7140型五軸聯動電火花成形加工機床(圖4),進行包括窄槽窄縫與閉式整體渦輪葉盤在內的多種類的典型樣件加工實驗,以驗證系統的各項加工與控制性能。
3.1 窄槽加工實驗
為體現本數控系統高速抬刀的性能優勢,分別采用基于本數控系統的DK7140型機床和商用窄槽窄縫加工專用機床,在完全相同的加工條件下,進行窄槽加工實驗以對比其加工性能。實驗采用60 mm×1 mm×120 mm(長×寬×深)的石墨電極在45鋼工件上加工窄槽。加工采用的電規準如下:空載電壓 120 V,最大加工電流 12 A,脈寬 120 μ s,脈間60 μ s。實驗結果為:最大加工深度達到100 mm,其中加工深度在30~40 mm期間,平均加工效率為7.5 mm/h。圖5是100 mm深的窄槽加工樣件及加工后的石墨電極。
而商用窄槽窄縫加工專用機床的最大加工深度僅為38 mm,在深度為30~38 mm期間的平均加工效率僅為1.6 mm/h。通過窄槽加工的對比實驗,充分證明了本數控系統的高速抬刀功能在最大加工深度與加工效率方面具有顯著的優勢。
3.2 閉式整體渦輪葉盤樣件加工實驗
結合正方向軌跡插補原理及五軸聯動等比例插補算法,開發了五軸聯動伺服進給與回退程序,使數控系統具備了穩定的五軸聯動電火花加工功能。為了驗證多軸聯動的加工性能與效果,進行了閉式整體渦輪葉盤樣件的加工實驗。整個加工過程中數控系統具備優良的伺服穩定性,短路率極低,加工效率較高,加工出的閉式整體渦輪葉盤具有良好的表面質量及較高的尺寸精度。
圖5 高速抬刀窄槽加工樣件
4 結論
利用可編程運動控制器PMAC優良的多軸精密聯動控制與數據實時處理能力,研制了一種基于PMAC的五軸聯動電火花加工數控系統。本數控系統采用全閉環速度模式的控制體系,實現了電火花加工過程中的間隙電壓檢測、伺服進給回退運動、高速抬刀運動、五軸聯動及各類搖動等多項關鍵控制技術。通過應用于DK7140型五軸聯動電火花成形加工機床,進行了包括窄縫窄槽與閉式整體渦輪葉盤樣件等典型零件在內的加工實驗,驗證了數控系統優異的加工與控制性能。同時按照商用機床的標準完善了數控系統,在推動其產業化開發方面做出了有益的嘗試。
[1]趙萬生.先進電火花加工技術[M].北京:國防工業出版社,2003.
[2]Ho K H,Newman S T.State of the art electrical discharge machining(EDM)[J].International Journal of Machine Tools&Manufacture,2003,12(2):1287-1300.
[3]Delta Tau Data Systems,Inc.PMAC hardware manual[M].Chatsworth,Cal.,USA:Delta Tau Data System Inc.,1998.
[4]李論.基于實時Linux的六軸聯動電火花加工數控系統[D].哈爾濱:哈爾濱工業大學,2004.
[5]郭銳,趙萬生,李論,等.基于Linux的微細電火花加工數控系統的研究[J].計算機集成制造,2007,13(2):370-374.
[6]金子雄二.直線電動機驅動的電火花加工機床的性能[J].模具工業,2002(4):54-58.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
