CBGA、CCGA植球植柱焊接返工可靠性研究*
2012-07-02 05:45:00丁榮崢楊軼博高娜燕
電子與封裝 2012年12期
丁榮崢,楊軼博,陳 波,朱 媛,高娜燕
(中國(guó)電子科技集團(tuán)公司第58研究所,江蘇 無(wú)錫 214035)
1 前言
多功能、高性能、高可靠性及薄型化、輕量化是集成電路發(fā)展的趨勢(shì)。以航空航天為代表的高可靠應(yīng)用中,CBGA和CCGA形式的封裝需求在快速增長(zhǎng)。CLGA外殼/基板植球或植柱之后的CBGA和CCGA電路二次組裝使用中,常出現(xiàn)焊球或焊柱的焊接不良、焊球或焊柱的各種損傷、變形等導(dǎo)致電路不能繼續(xù)使用甚至失效的情況,處于經(jīng)濟(jì)、環(huán)保等考慮,必須進(jìn)行植球或植柱的焊接返工。在返工過(guò)程中,除對(duì)焊接外觀、焊接層孔隙等進(jìn)行控制外,研究返工過(guò)程對(duì)植球植柱焊盤鍍層的影響也是保證焊接可靠性的重要工作。一次返工后焊盤表面鍍金層已不存在,繼續(xù)返工時(shí)需要在殘留少量焊料的鎳層刷焊膏然后植球/植柱,焊接面的可焊接性等性質(zhì)與鍍金層已完全不同;同時(shí)再次植球/植柱時(shí)由于焊接層中金含量極少,而鍍鎳層部分也被熔蝕,因此焊接層中的金屬間化合物含量和成分與首次返工前有明顯不同。這對(duì)植球植柱的焊接質(zhì)量、焊接可靠性是否存在影響及影響程度都需要進(jìn)行分析。
根據(jù)焊接及以往引線器件焊料焊接返工的可靠性經(jīng)驗(yàn),返工有三個(gè)重要的注意事項(xiàng):
(1)從外殼/基板上鏟除焊球或焊柱要求不對(duì)外殼/基板焊盤以及其他布線、密封框、標(biāo)志等造成損傷,即返工不能帶來(lái)任何損傷。
(2)返工后,重新焊接的焊球直徑、高度、位置度、共面性等要滿足相關(guān)要求,即返工前后尺寸一致,以保證二次組裝質(zhì)量及質(zhì)量的一致性。
(3)在規(guī)定返工次數(shù)范圍內(nèi),返工重新焊接的焊球或焊柱,其抗拉強(qiáng)度、抗剪強(qiáng)度符合相關(guān)要求,即返工前后的可靠性符合要求。
CBGA、CCGA返工工藝質(zhì)量及返工后的可靠性研究目前還未見(jiàn)報(bào)道。本文主要研究采用無(wú)鉛焊料SAC305(Sn96.5Ag3.0Cu0.5)焊接和采用有鉛共晶焊料(Sn63Pb37)焊接的兩種返工工藝,在多次返工過(guò)程中鍍鎳層熔蝕變化的趨勢(shì)以及隨著返工次數(shù)的增加焊球/焊柱拉脫強(qiáng)度和剪切強(qiáng)度的變化趨勢(shì)。本文實(shí)驗(yàn)采用兩家陶瓷外殼廠商的CLGA基板分別進(jìn)行植球返工,對(duì)兩套數(shù)據(jù)進(jìn)行對(duì)比分析。
2 CBGA、CCGA植球植柱焊接返工流程
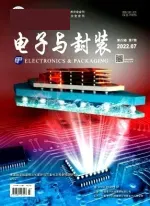
CBGA/CCGA植球植柱返工工藝流程包括:CBGA/CCGA焊料溫度確認(rèn)、焊接加熱溫度-時(shí)間工藝曲線調(diào)試、CBGA/CCGA植球植柱鏟除/拆卸、CBGA/CCGA焊盤上焊料清處、外殼/基板清洗、CBGA/CCGA植球植柱焊膏印刷(低溫焊球可印刷助焊劑)、回流焊、清洗、外觀檢查。參見(jiàn)圖1。
在外殼/基板研制、植球或植柱工藝開(kāi)發(fā)階段,以及CBGA和CCGA器件板級(jí)組裝,CBGA轉(zhuǎn)換成CCGA,有鉛焊料與無(wú)鉛焊料、不同焊料柱或不同鍍層金屬柱轉(zhuǎn)換中,返工是不可避免的。
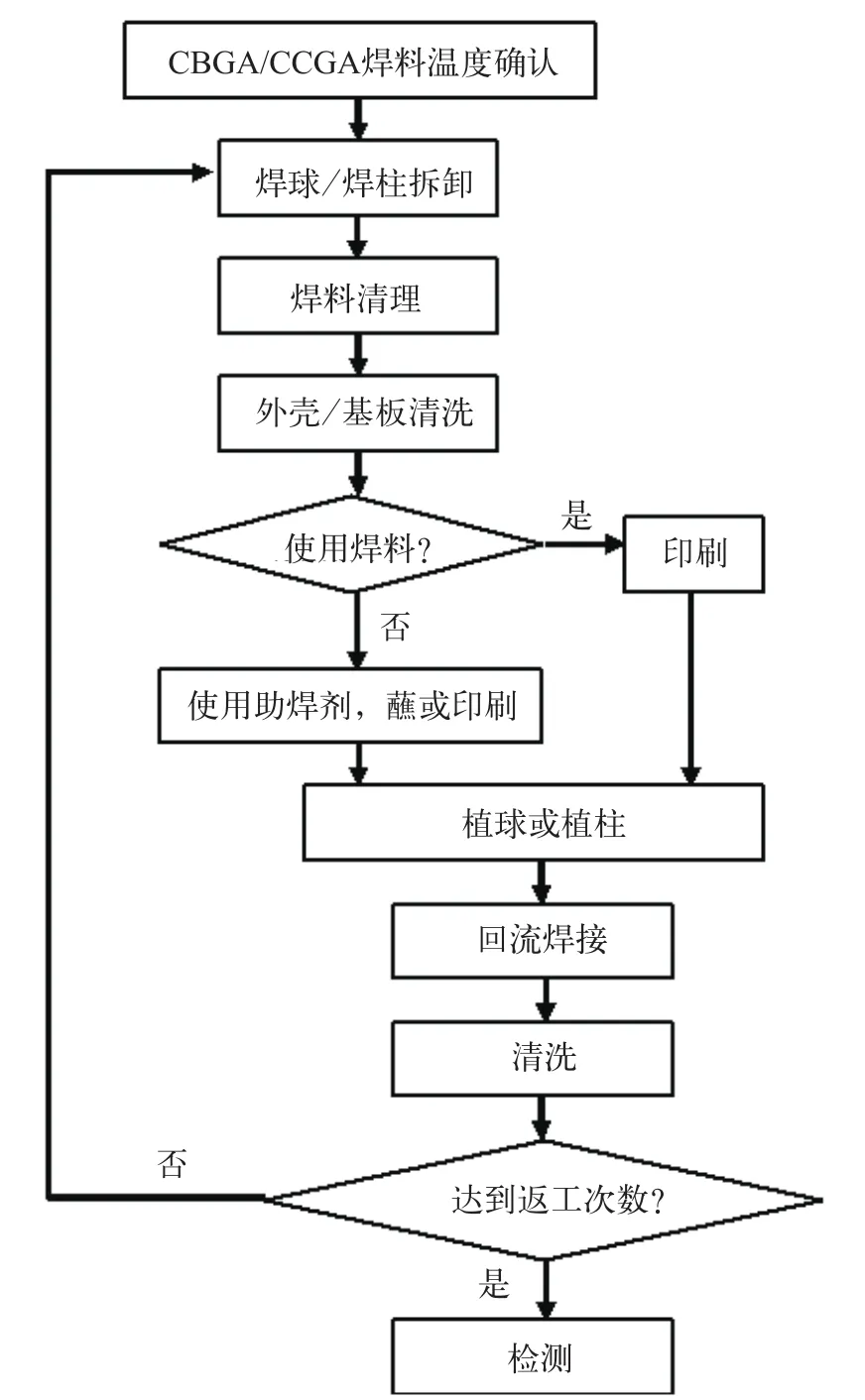
圖1 CBGA/CCGA植球植柱返工流程圖
3 焊接返工試驗(yàn)方案
3.1 焊接返工可靠性試驗(yàn)用材料
選用2家外殼生產(chǎn)廠的高溫氧化鋁共燒陶瓷外殼分別為CLGA729和CLGA429,焊盤W金屬化層上鍍Ni-Au(Ni≥3.5μm,Au≤0.3μm),焊盤直徑Φ0.60mm,CLGA729的焊盤節(jié)距為1.27mm,CLGA429焊盤節(jié)距為1.00mm。
焊膏為免清洗型SAC305和免清洗型Sn63Pb37;1.0mm節(jié)距的CLGA729植球采用Φ0.60mm 的Sn10Pb90高溫焊球,1.27mm節(jié)距的CLGA429植球采用Φ0.76mm的Sn10Pb90高溫焊球。
3.2 焊接試驗(yàn)設(shè)備及焊接和回流/返工工藝曲線
3.2.1 焊接試驗(yàn)設(shè)備
回流焊爐TYR108N-C,控溫加熱臺(tái)JRT-0606C。
3.2.2 返工工藝流程
Sn63Pb37焊膏植球的返工去球及去焊料:高精度控溫加熱臺(tái)JRT-0606C溫度設(shè)定為220℃,待溫度到達(dá)設(shè)定值,用金屬鑷子將待返工電路放置在加熱臺(tái)上保持60s,用刮刀刮除焊球并用吸錫繩吸去殘留焊料,最后取下電路冷卻。
3.2.3 植球回流焊接工藝曲線
采用Sn63Pb37焊膏,植球回流焊接工藝曲線如圖2。
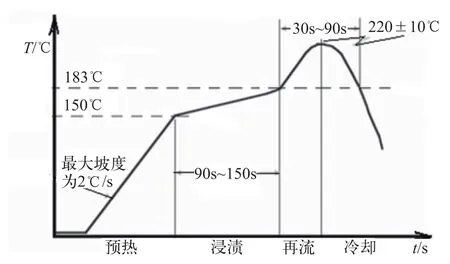
圖2 Sn63Pb37共晶焊膏植球焊接工藝曲線圖

圖3 SAC305焊膏植球焊接工藝曲線圖
采用SAC305焊膏,植球回流焊接工藝曲線如圖3。
3.2.4 SAC305焊膏植球的返工去球及去焊料
高精度控溫加熱臺(tái)JRT-0606C溫度設(shè)定為250℃,待溫度到達(dá)設(shè)定值,用金屬鑷子將待返工電路放置在加熱臺(tái)上等待60s,用刮刀刮除焊球并用吸錫繩吸去殘留焊料,取下電路冷卻。
3.3 焊接返工可靠性試驗(yàn)樣品制備
將SAC305無(wú)鉛焊膏、Sn63Pb37焊膏分別進(jìn)行返工1次、返工2次、返工3次、返工4次和返工5次。返工流程按圖1進(jìn)行。
4 試驗(yàn)樣品分析與檢測(cè)
返工后對(duì)焊球進(jìn)行抗拉強(qiáng)度測(cè)試、抗剪強(qiáng)度測(cè)試。參見(jiàn)圖4。
圖4 焊球抗拉強(qiáng)度測(cè)試和抗剪強(qiáng)度測(cè)試示意圖
去球后,對(duì)焊盤進(jìn)行解剖。參見(jiàn)圖5。
焊球拉脫強(qiáng)度檢測(cè)采用DAGE4000微測(cè)儀進(jìn)行,拉升速度為0.20mm/s,CBGA729和CBGA429試驗(yàn)樣品的焊球抗拉強(qiáng)度測(cè)試值見(jiàn)表1和表2。

表1 CBGA729焊接及不同返工次數(shù)后的拉脫強(qiáng)度單位/ kg
去除焊球后清理焊料不干凈、焊接內(nèi)部孔隙甚至檢測(cè)人員人為因素也會(huì)引起焊球抗拉強(qiáng)度值的波動(dòng),觀察返工及返工次數(shù)對(duì)焊接強(qiáng)度的影響,應(yīng)看出整體有變?nèi)踮厔?shì),而不應(yīng)僅看測(cè)試值的波動(dòng)。從表1和表2可以看出焊球返工第1次、第2次、第3次、第4次和第5次,焊球的抗拉強(qiáng)度均無(wú)明顯的變?nèi)踮厔?shì)。
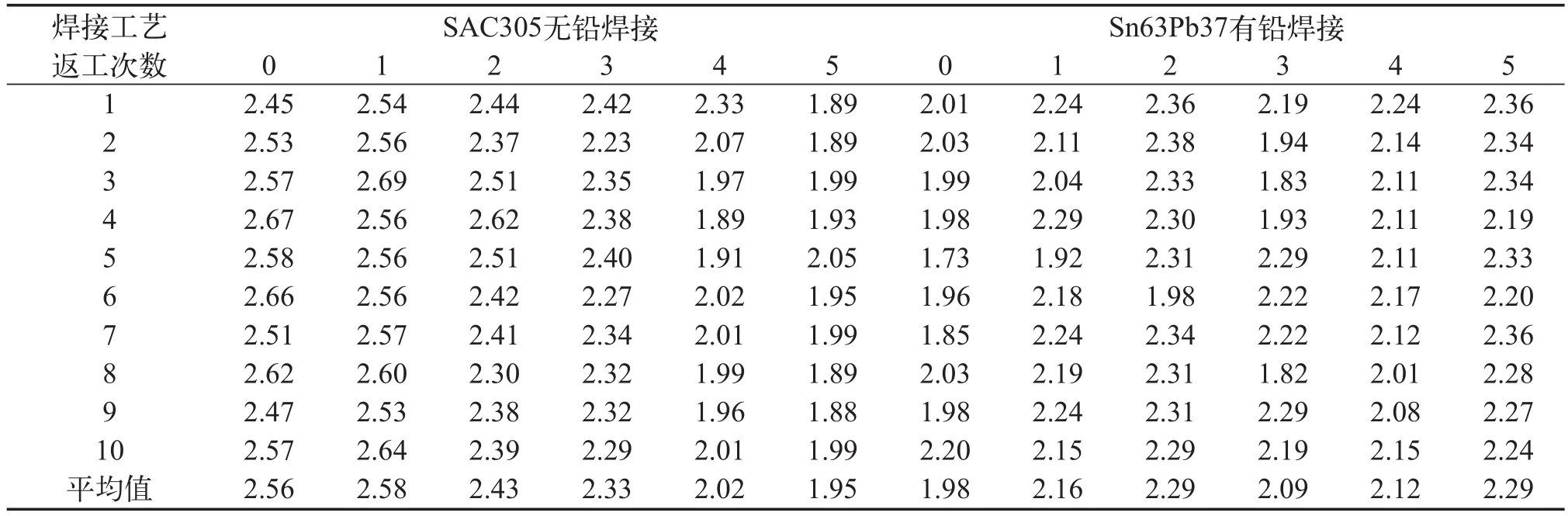
表2 CBGA429焊接及不同返工次數(shù)后的拉脫強(qiáng)度單位/ kg

表3 CBGA729焊接及不同返工次數(shù)后的剪切強(qiáng)度單位/ kg
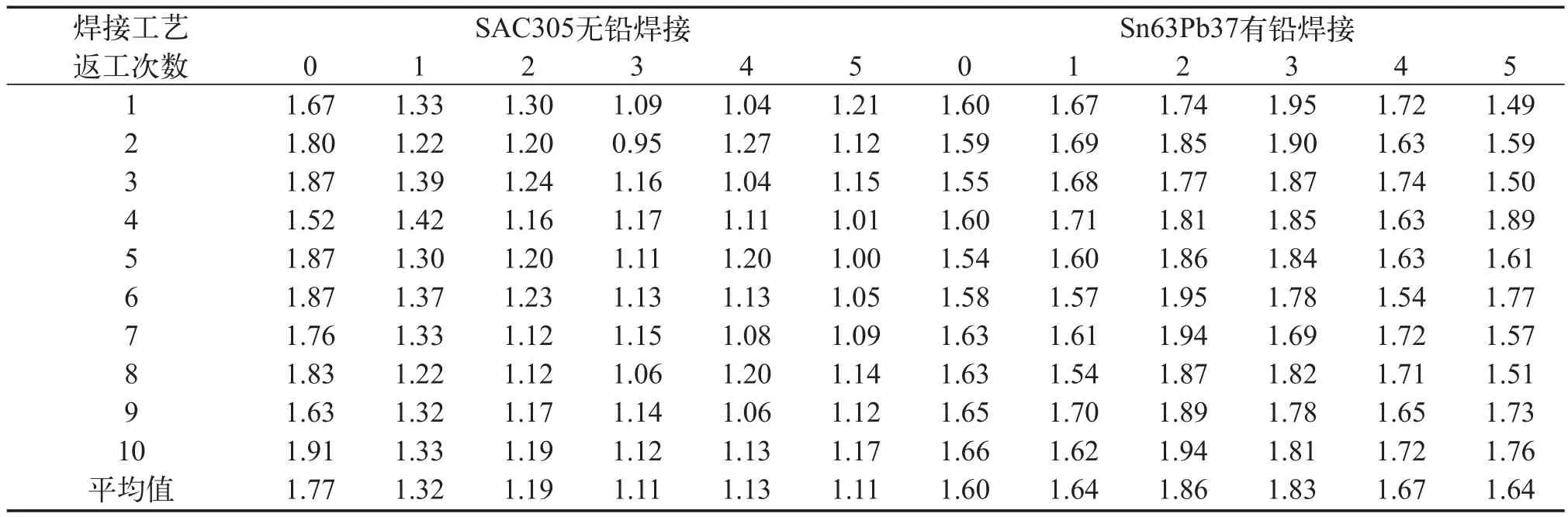
表4 CBGA429焊接及不同返工次數(shù)后的剪切強(qiáng)度單位/ kg
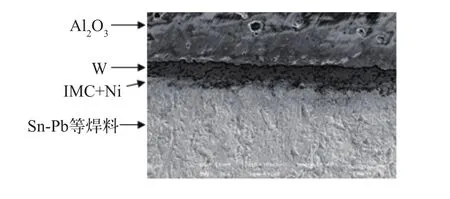
圖5 返工后焊盤解剖局部圖
焊球剪切強(qiáng)度檢測(cè)采用DAGE4000微測(cè)儀進(jìn)行,推速為0.10mm/s,CBGA729和CBGA429試驗(yàn)樣品焊球剪切強(qiáng)度測(cè)試值見(jiàn)表3和表4。
同樣,從表3和表4可以看出,除采用SAC305焊料的CBGA429焊球剪切強(qiáng)度與返工第1次、第2次、第3次、第4次和第5次后的剪切強(qiáng)度有明顯變化外,其他均未出現(xiàn)焊球抗剪強(qiáng)度隨返工次數(shù)的增大而有明顯變?nèi)醯内厔?shì)。采用SAC305焊料的CBGA429出現(xiàn)反常,分析認(rèn)為是鍍層表面狀態(tài)引起,與返工次數(shù)無(wú)關(guān),第1次、第2次、第3次、第4次和第5次返工后的測(cè)試值無(wú)明顯變化趨勢(shì)。
采用德國(guó)蔡司ZEiss Super55掃描電鏡對(duì)解剖樣品鍍鎳層厚度、成分等進(jìn)行分析,參見(jiàn)圖6。
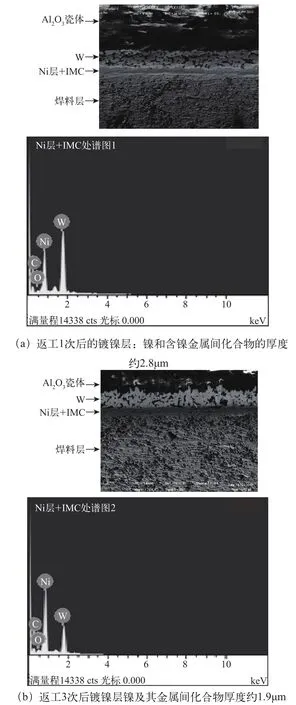
圖6 隨著CBGA植球返工次數(shù)增加,鍍鎳層厚度變化趨勢(shì)
從分析圖上可以看出,返工一次后的能譜圖中未出現(xiàn)金元素,表明金層在第1次鏟去焊料時(shí)即完全去除。隨著返工次數(shù)的增加,鍍鎳層及其焊接生成的金屬間化合物層厚度明顯減小,當(dāng)返工次數(shù)達(dá)到一定數(shù)量時(shí),金屬鎢表面的含鎳層可能消失,如果再進(jìn)行返工回流焊接,就會(huì)形成“虛焊”。故CBGA、CCGA植球或植柱外殼的鍍鎳層厚度要嚴(yán)格控制,通常將燒結(jié)致密的鎳層厚度控制在3.8μm以上。
5 試驗(yàn)結(jié)果分析
將表1、表2、表3和表4的數(shù)據(jù)代入到數(shù)據(jù)統(tǒng)計(jì)分析軟件中,均符合正態(tài)分布,表明返工及返工后的拉脫強(qiáng)度、剪切強(qiáng)度測(cè)試正常。
圖6的電鏡照片和能譜數(shù)據(jù)表明,在第一次回流焊接后,鍍金層全部溶解到焊料中,并在第1次返工過(guò)程中隨焊料去除。因此,CBGA、CCGA的植球和植柱的返工全部在鍍Ni層上進(jìn)行。
當(dāng)鍍鎳層厚度達(dá)到3.8μm或更大時(shí),外殼/基板能經(jīng)受5次返工,且鍍鎳層隨著返工次數(shù)的增加,厚度逐漸減小,因此要提高CLGA外殼/基板耐返工的次數(shù),必須控制鍍鎳層具有足夠厚度。相比起潤(rùn)濕焊料和防氧化作用的金層,鎳層對(duì)于SAC305、Sn63Pb37等焊料具有優(yōu)異的抗熔蝕能力。在鍍鎳層消失前,鎳層厚度對(duì)植球植柱的可焊性無(wú)影響,焊球或焊柱的拉脫強(qiáng)度、剪切強(qiáng)度亦無(wú)明顯變差的趨勢(shì),控制返工次數(shù)可以保證植球或植柱的焊接質(zhì)量及其可靠性。
6 結(jié)論
通過(guò)對(duì)高溫氧化鋁共燒陶瓷外殼/基板CLGA729、CLGA429的焊球返工試驗(yàn),發(fā)現(xiàn)對(duì)于厚度大于3.8μm的鍍鎳層,返工后焊球或焊柱的拉脫強(qiáng)度值、剪切強(qiáng)度值沒(méi)有明顯變化。且植球植柱焊盤能經(jīng)受5次返工,不存在PBGA基板返工后焊盤脫落等問(wèn)題。CLGA外殼/基板的耐焊接性顯著強(qiáng)于覆銅結(jié)構(gòu)的印刷線路板,CBGA或CCGA植球或植柱返工是可行的,在控制鍍鎳層厚度與返工次數(shù)后其可靠性是有保證的。
[1] 孫忠新. BGA組裝與返修技術(shù)[J].印刷電路與貼裝,2001,1:71-75.
[2] 胡強(qiáng).BGA的返修工藝與技術(shù)[J].電子工藝技術(shù),2006,27(1):19-25.
[3] 成立,楊建寧,等.焊球陣列封裝及其返修工藝技術(shù)[J].2007,32(6):535-538.
[4] 李全英,朱珠,等.BGA焊球返修工藝[J].兵工自動(dòng)化,2010,29(3):31-32.
[5] 張偉,孫守紅,等.無(wú)鉛BGA返修工藝方法[J].電子工藝技術(shù),2012,33(2):86-89.