某型汽車覆蓋件——框前板拉延模設(shè)計(jì)
2012-07-03 08:59:06胡義華諶炎輝黃慶高
制造業(yè)自動(dòng)化 2012年4期
胡義華,諶炎輝,黃慶高
(1. 廣西工學(xué)院 鹿山學(xué)院,柳州 545616;2. 廣西工學(xué)院 機(jī)械工程系,柳州 545006;3. 柳州市騰龍汽車配件制造有限公司,柳州 545007)
1 沖壓件的特點(diǎn)
該零件是某車型覆蓋件——框前板,如圖1所示。材料為BLD(一般用冷軋?zhí)妓劁摫“澹虾?.2mm。由于該覆蓋件的形狀復(fù)雜,是非回轉(zhuǎn)的復(fù)雜曲面形狀零件,同時(shí)該零件非對(duì)稱導(dǎo)致該覆蓋件在拉延時(shí)容易起皺和開裂。
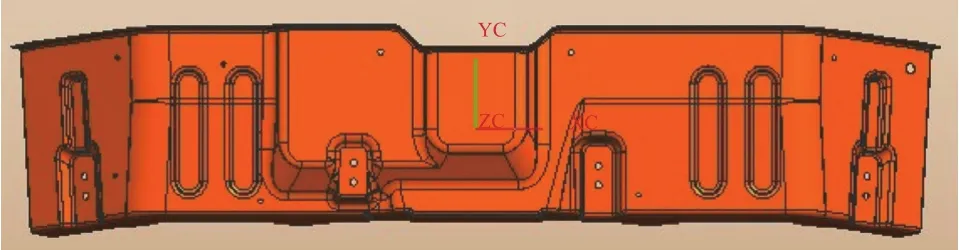
圖1 框前板零件圖
2 拉延模具結(jié)構(gòu)形式以及間隙的確定
根據(jù)使用沖壓設(shè)備不同,形狀簡(jiǎn)單、拉延深度不大的鈑金件一般采用單動(dòng)壓力即來成形。根據(jù)零件特點(diǎn),適合采用單動(dòng)拉延模,且根據(jù)沖壓力的大小采用6300KN油壓機(jī)參數(shù)設(shè)計(jì),6300KN油壓機(jī)屬單動(dòng)壓力機(jī),因此拉延模結(jié)構(gòu)為單動(dòng)拉延模。
拉延模的凸模、凹模和壓邊圈尺寸大,形狀復(fù)雜,從成本和效率來來考慮,一般都采用鑄造結(jié)構(gòu),且上、凹模座與工作部分零件整體鑄造。
綜上所述,拉延模整體結(jié)構(gòu)形式為單動(dòng)拉延模,凹模、凸模及壓邊圈為整體鑄造鑄件,各部分導(dǎo)向采用導(dǎo)板導(dǎo)向,共設(shè)置對(duì)稱導(dǎo)板6個(gè)。
拉延模具凸模與凹模之間的間隙選用料厚為間隙。為防止壓料圈與凸模摩擦或碰撞,壓料圈與凸模工作部分至少要有1~3mm的間隙。
3 模具主結(jié)構(gòu)的設(shè)計(jì)
3.1 確定模具壓料面尺寸
壓料面的尺寸要比板料尺寸大,這樣才能保證壓料面能壓住整塊板料。避免拉延成形時(shí),板料沒有完全被壓料面壓住,未被壓住部分還沒流入壓料面內(nèi)時(shí)即產(chǎn)生起皺現(xiàn)象,造成拉延失敗。設(shè)計(jì)時(shí)壓料面比板料尺寸單邊大10mm。則壓料面長(zhǎng)度為1420mm,寬度為500mm,如圖2所示。
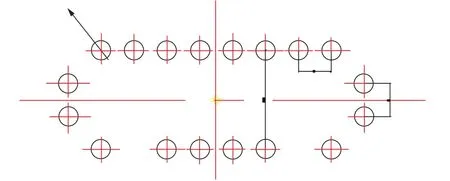
圖2 壓料面示意圖
3.2 壓邊圈的設(shè)計(jì)
單動(dòng)拉延模的壓邊圈由氣墊通過頂桿頂出產(chǎn)生壓邊力,拉延工件時(shí),壓料面與凹模壓緊板料,為拉延成形提供阻力,并與凸模的成形力共同提供板料的變形力,使板料產(chǎn)生充分的塑性變形。
工作時(shí),壓邊圈受到較大的載荷,壓邊圈要有一定的厚度以滿足強(qiáng)度和剛度的要求。同時(shí)考慮到導(dǎo)板空間,為降低平衡塊高度,沿壓料面形狀鑄造,比壓料面低20mm,本設(shè)計(jì)壓邊圈高度為333mm。
壓邊圈寬度根據(jù)壓料面單邊加寬100mm,留出足夠的空間設(shè)置合模限位塊。同時(shí)考慮導(dǎo)板空間,壓邊圈長(zhǎng)度為1960mm ,寬度為700mm。
壓邊圈重量估算:按總長(zhǎng)、總寬、總高相乘再乘于0.35的系數(shù)計(jì)算體積,則壓邊圈重量約為1599kg。
壓邊圈采用鑄件整體鑄造,為了減輕重量,鑄件上部非重要部分掏空,在合模限位塊處設(shè)置加強(qiáng)筋。加強(qiáng)筋厚度為30mm。在上表面鑄造12個(gè)高35mm的平衡塊凸臺(tái),在平衡塊凸臺(tái)下表面正下方設(shè)置12個(gè)凸臺(tái)支撐限位塊,凸臺(tái)形狀尺寸與平衡塊凸臺(tái)相同。
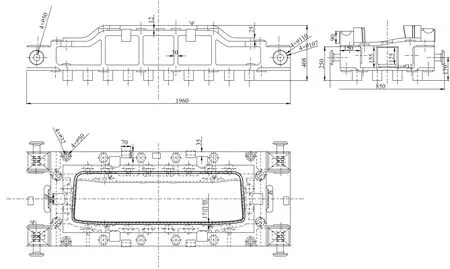
圖3 壓料圈結(jié)構(gòu)圖
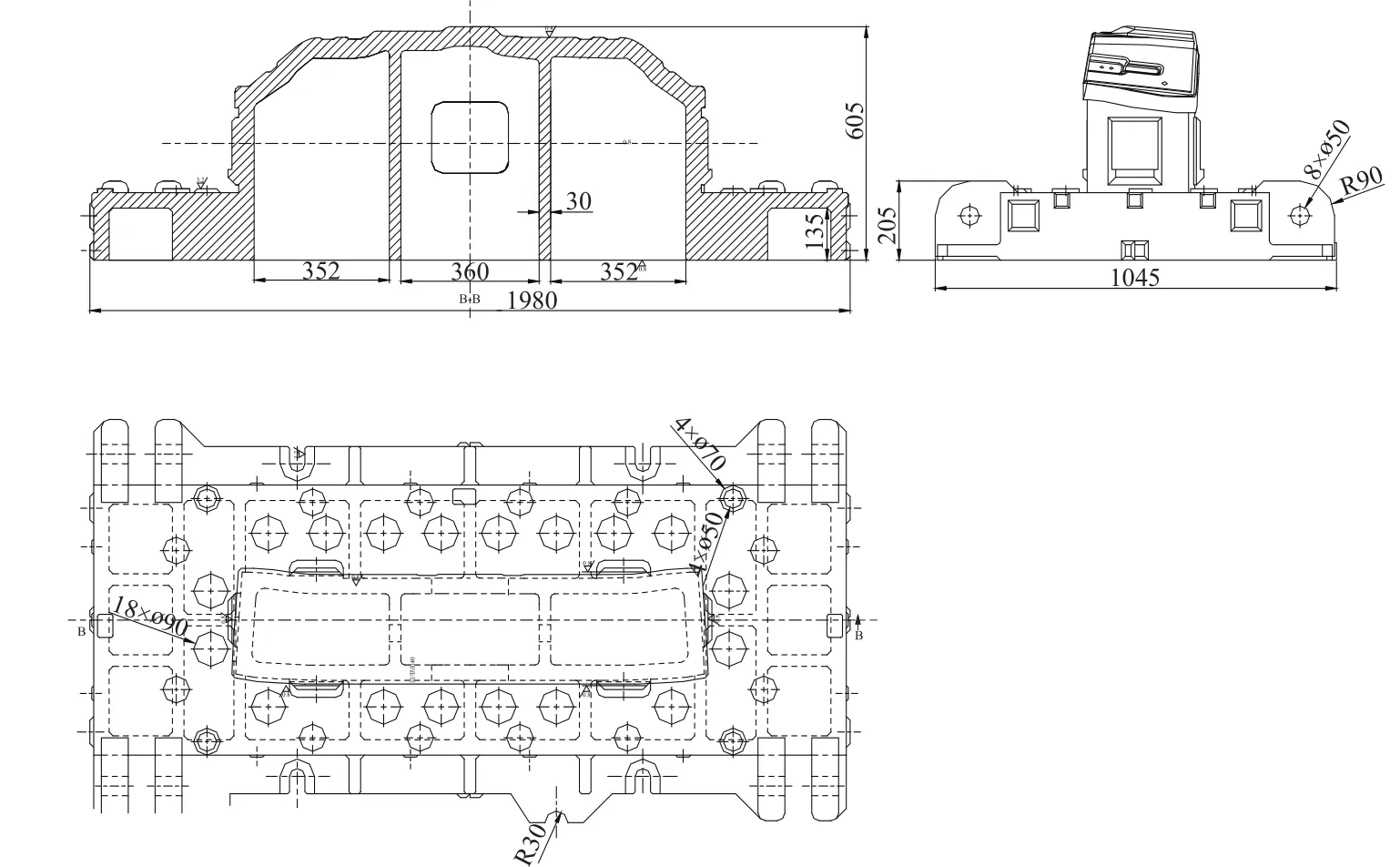
圖4 凸模結(jié)構(gòu)圖
為便于加工,在壓邊圈位于壓力機(jī)中心處設(shè)置三處加工基準(zhǔn)孔,加工時(shí)用于與機(jī)床定位。壓邊圈如圖3所示。
3.3 凸模與模座的設(shè)計(jì)
在本設(shè)計(jì)中由于模具的外型尺寸比較大,考慮到鑄造和加工的方便性和降低成本采用整體式比較合理。之后對(duì)凸模進(jìn)行熱處理達(dá)到要求,由于覆蓋件的沖裁一般情況下是一次成型不要再次加工的成型方法,所以多成型零部件的要求較高,因此,在凸模的上平面面積較大的地方要設(shè)置透氣孔,防止在拉延過程中在平面處造成氣體的聚集,導(dǎo)致壓力的不平衡,從而引起拉延件的質(zhì)量下降。凸模的長(zhǎng)度和寬度與凹模一致,與壓邊圈對(duì)應(yīng),凸模座也要鑄出平衡墊塊凸臺(tái),高度為10mm,長(zhǎng)寬為40×60。
與壓邊圈上的定位器凸臺(tái)對(duì)應(yīng),同時(shí),為避免鑄造時(shí)應(yīng)力集中,用半徑R15過度。
根據(jù)壓力機(jī)上滑塊T形槽位置,查相關(guān)手冊(cè),中型模具設(shè)置壓板槽單邊數(shù)量為3,用于凸模與壓力機(jī)上滑塊的固定。
凸模也要開出通氣孔,氣孔采用機(jī)加工或者鉗工加工出來,并加防塵軟管,布置如圖4所示。
3.4 凹模與凹模座的設(shè)計(jì)
與壓邊圈對(duì)應(yīng),凹模座的外形尺寸與壓邊圈相一致,凹模座也要鑄出合模限位塊凸臺(tái),高度為10mm,長(zhǎng)寬為40×60mm。
在凹模座的鑄造中多不重要的部位也要挖空,以減輕模具的重量。在凹模座上設(shè)置加強(qiáng)筋,其中沿X方向的厚度為40mm,沿Y方向的厚度為30mm,加強(qiáng)筋的設(shè)計(jì)要避免十字交叉,做成“丁字”交叉形式,用以增加相對(duì)剛度和強(qiáng)度。
模座根據(jù)壓力機(jī)工作臺(tái)T形槽位置,設(shè)置6處壓板槽,用于凹模與壓力機(jī)工作臺(tái)的固定。
由于在本設(shè)計(jì)的工作過程中,壓邊圈采用壓力機(jī)的液壓頂桿進(jìn)行復(fù)位。根據(jù)壓力機(jī)工作臺(tái)的尺寸,在壓邊圈上設(shè)置了18根頂桿,所以在凹模座的相應(yīng)位置也要設(shè)置18處用來安放頂桿的孔,壓力機(jī)頂桿直徑是90mm,所以在凹模座上用于頂桿通道的孔直徑為93mm。
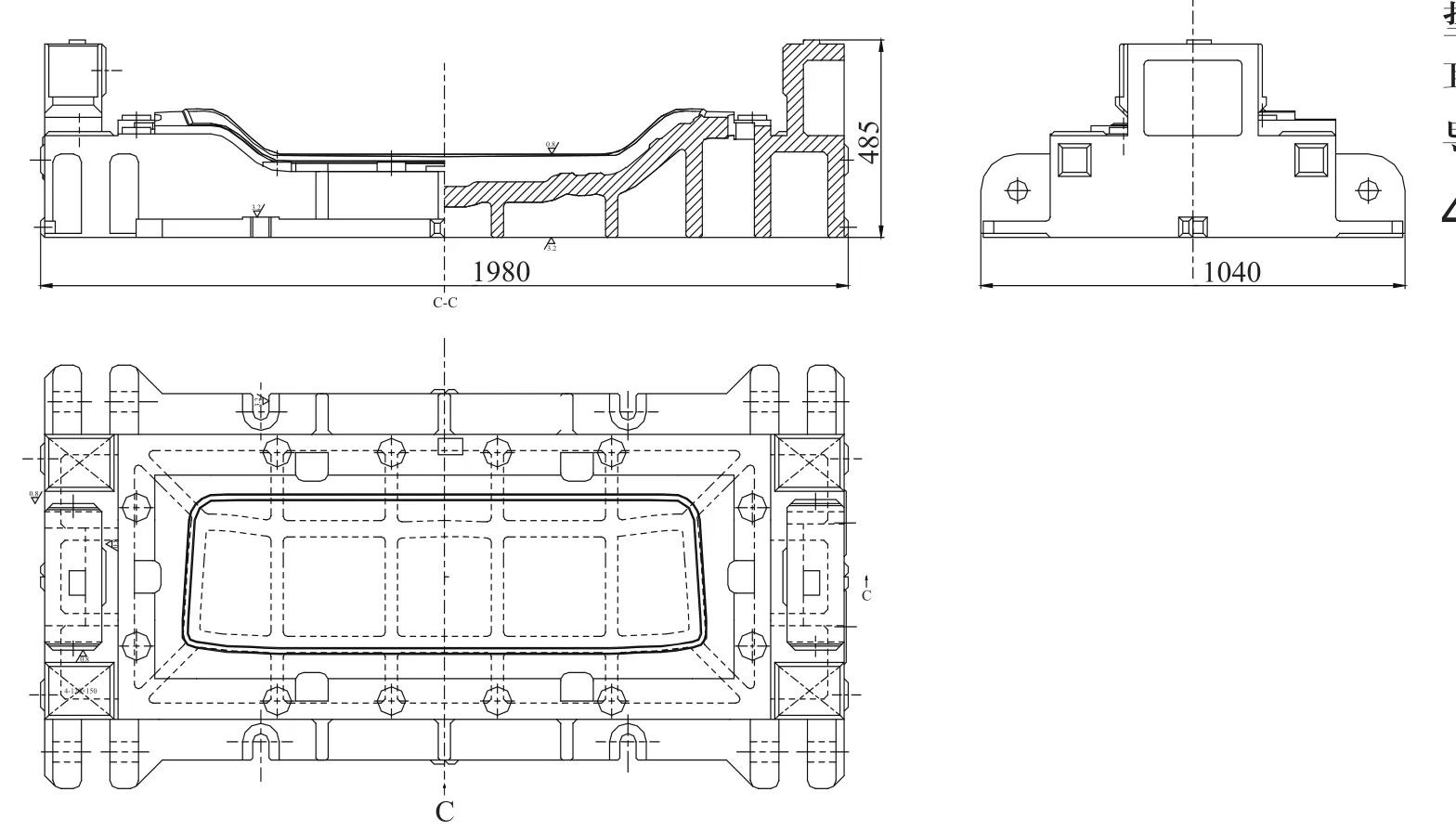
圖5 凹模結(jié)構(gòu)圖
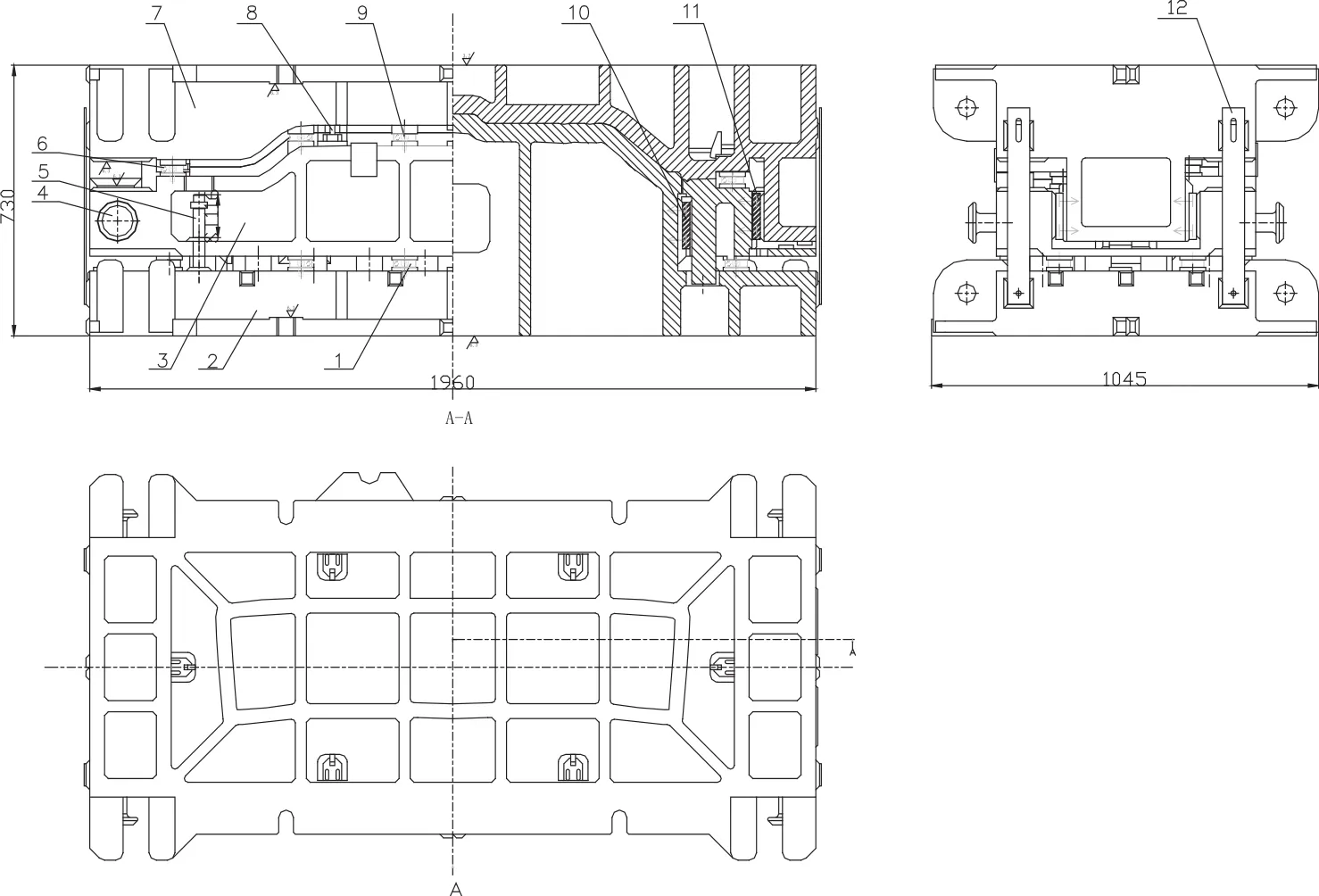
圖6 拉延模具裝配圖
凹模座底面位于壓力機(jī)中心處設(shè)置三處定位鍵槽,加工時(shí)用于與機(jī)床定位,如圖5所示。
3.5 模具輔助零件設(shè)計(jì)
為了使凸模進(jìn)入凹模后受力均勻,同時(shí)避免與壓邊圈直接碰撞,且防止傾斜而導(dǎo)致凸凹模加速磨損,必須在凸模和壓邊圈之間設(shè)置平衡墊塊、到底墊塊及進(jìn)行起重裝置—吊耳、限位拉桿、起重棒、導(dǎo)向耐磨板的設(shè)計(jì)。
4 模具工作原理
拉延模具裝配如圖6所示,凸模合模前,壓力機(jī)中的氣缸通過頂桿將壓邊圈頂起,頂出的的高度比模具閉合時(shí)高40mm,總體上比凸模高,保證板料能平穩(wěn)的放在壓邊圈上,板料由操作工人手工放到壓料面上,由于定位器頂部為斜面且經(jīng)過表面拋光,這使得板料的放入十分方便;放好板料后,凸模在壓力機(jī)上滑塊的作用下開始下行,凸模下行時(shí)首先與壓邊圈壓住板料,壓邊圈通過壓力機(jī)頂桿獲得壓邊力,與凸模壓出壓料面形狀,凸模與壓邊圈靠耐磨板導(dǎo)向,壓邊圈在平衡墊塊的作用下與凸模一起平穩(wěn)下行;凸模下行至一定程度開始與凹模的凸模接觸,凸模與凹模靠耐磨板導(dǎo)向,凹模與凸模一起作用使板料開始成形,壓邊圈與凹模上的合模限位塊接觸時(shí)拉延成形完畢;凸模開始回程,壓邊圈在頂桿作用下與凸模一起上行,此時(shí),工件與凸模脫離,壓邊圈上升至一定高度(40mm)將不再運(yùn)動(dòng);由于本制件的重量大,其本身的重力遠(yuǎn)大于凸模歲對(duì)制件的夾緊力,所以,制件靠自身的重力作用留在壓邊圈上,制件的取出非常方便。
5 結(jié)束語
拉延模經(jīng)實(shí)際生產(chǎn)應(yīng)用,模具設(shè)計(jì)方案做到最簡(jiǎn)化,利用最少的資源,生成最大的經(jīng)濟(jì)和社會(huì)效益。
[1] 翁其金, 徐新成. 沖壓工藝及沖模設(shè)計(jì)[M]. 機(jī)械工業(yè)出版社, 2008.
[2] 中國(guó)模具設(shè)計(jì)大典編委會(huì), 中國(guó)模具設(shè)計(jì)大典[M]. 江西科學(xué)技術(shù)出版社, 2009.
[3] M.F.oct, Design of Machines Elements, China Machine Press, 2008.
[4] ASTME, Die Design Handbook, McGRAW-HILL Book Co, 2005.
