雙工位弧焊機器人系統控制方法
2012-07-04 09:25:32左世慧
制造業自動化 2012年7期
左世慧,吳 清
ZUO Shi-hui, WU Qing
(北京機械工業自動化研究所,北京 100120)
0 引言
不銹鋼充氣柜是目前電力系統中一種較為新型的結構形式,不同的生產廠家采用了不同的結構形式和生產方式,生產效率和生產質量也有著很大的區別。針對現狀,我所開發專門用于不銹鋼充氣柜的焊接工作站。
這套不銹鋼充氣柜焊接工作站基于弧焊機器人與焊接變位機組成A區和B區雙工位焊接系統,焊接變位機采用機器人配置的附加伺服軸驅動減速機實現工件360度旋轉;為彌補焊接機器人工作區域不能覆蓋被焊接工件的長度方向,采用氣缸實現機器人基座變位。同時考慮到用戶使用上的一些便利,采用了一些有針對性的技術措施。
1 系統組成
采用S7-200系列PLC作為主控制器,同時配置兩臺TP170觸摸屏作為A工位和B工位的選擇工件焊接程序的人機操作界面。
弧焊機器人采用ARC M120iB/10L,兩臺1.6KW的附加軸。
全數字化逆變式焊機Pro Evolution 5200,具有MIG/MAG、脈沖MIG等多種焊接方法功能。焊機內置焊接專家程序,適用于碳鋼、合金鋼、不銹鋼和鋁及鋁合金等多種材料的焊接;焊機可以存儲焊接程序,通過焊機上的接口調用;焊機起弧和收弧程序;具有弧長調節和焊絲回燒控制功能;與機器人具有專用的控制接口,通過航空插頭直接連接,接口信號中有模擬量形式的電壓電流和焊接速度信號,以及開關量形式的控制和反饋信號。
工件材質為2~4mm厚316不銹鋼板。
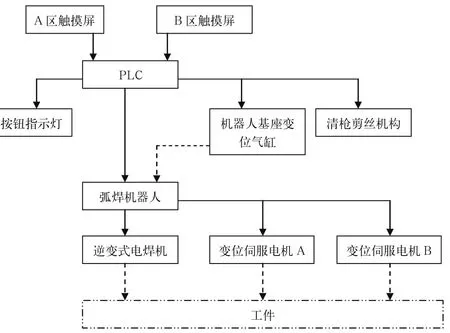
圖1 系統配置圖
2 便于調試監控的人機界面
AB工位各配置一套工裝卡具和一套水平配置的變位伺服電機,工作時間與工件裝卡時間重疊,提高生產效率。為了便于用戶在兩個相互隔離的操作工位調用焊接程序,采用兩塊TP170A觸摸屏分別安裝于AB工位兩側,兩塊TP170A觸摸屏與S7-200系列PLC通過總線方式通訊,通訊協議采用MPI方式,TP170A觸摸屏必須設置為主站工作方式,當然,通訊協議也可以采用PPI方式。注意兩塊觸摸屏的總線地址要有所區分。為便于顯示系統工作狀態和TP170A觸摸屏相互顯示對方的實時操作,本次設計中采用了事件消息來實現這些消息傳遞。如圖3所示,消息顯示的系統狀態包括總急停和氣路壓力過低等狀態,以及相鄰工位觸摸屏實時操作,例如焊接程序選擇、暫停和工位急停等操作。
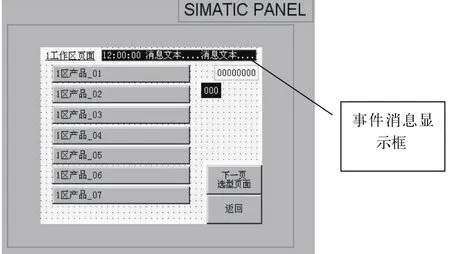
圖2 事件顯示在觸摸屏中的位置
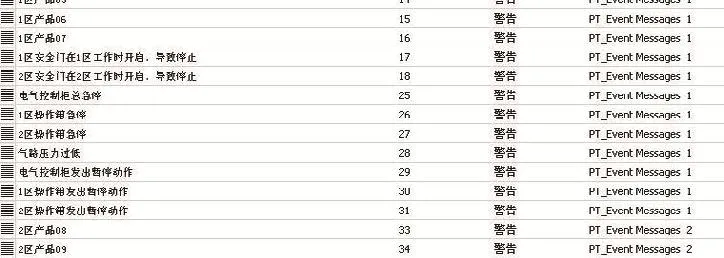
圖3 事件消息的內容
3 子系統間的連接方式
焊接機器人與5200弧焊焊機連接相對簡單,使用隨機附帶的帶有航空插頭的多芯電纜連接機器人和弧焊焊機,即可完成通訊的硬件連接,在機器人操作面板上選擇對應的弧焊焊機類型就可以完成兩者之間的通訊設置。
常用的信號有模擬量:Welding voltage焊接電壓,Wire speed供絲速度。開關量:Start命令起弧,Gas命令送保護氣,Arc on反饋起弧。機器人開始命令弧焊焊機起弧時,只有收到弧焊焊機的Arc on反饋起弧信號時,才開始焊接運動,否則,機器人經過一個預先設置的延時后仍然沒有收到這個信號,機器人終止運行并報警,這個預先設置的延時可以在機器人相關菜單中修改。
4 全數字化弧焊焊機調試的特點
5200弧焊焊機調試比較方便,焊機內置焊接專家參數,可以直接采用,也可以略加修改成為自己的特有參數。焊接的工件材質和板厚相對單一,焊接參數組數不多,故而采用存儲焊接程序的方式,提前調試好幾組焊接程序參數,焊接時由機器人通過4個開關量直接調用預存的16套焊接參數程序。
5 焊接軌跡的補償方式
不銹鋼充氣柜以搭接焊和T形焊居多,這兩種接頭形式對機器人的定位精度要求較高。由圖4焊接試驗樣件可知,將機器人前進方向上其余兩個方向分別調偏1.5毫米左右,焊接效果變差。因此對于焊接剛性不足的不銹鋼充氣柜而言,提高定位精度尤為重要。
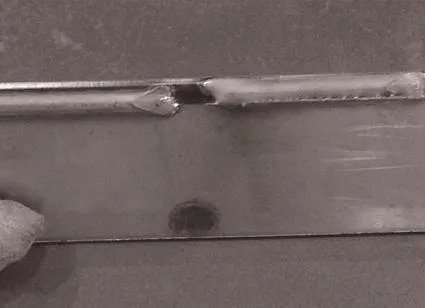
圖4 焊接實驗樣件
弧焊機器人ARC M120iB/10L具備Touch sensing功能,通過與弧焊焊機的連接和配合,利用焊絲碰觸工件獲取工件的實際位置,修正機器人焊接路徑坐標,達到精確焊接的目的。根據實際工況,機器人有幾種Touch sensing類型可供選擇。
6 焊接機器人程序的調用方法
機器人運動程序有幾種設定方式,可以獨立的關聯機器人本體、附加軸A和附加軸B,也可以關聯上述三個運動模塊的組合,例如:一個運動程序同時關聯機器人本體和附加軸A,這樣在一個運動程序段中就可以同時示教機器人本體和附加軸A的運動軌跡,實現七軸(加上機器人本體六個軸)同時運動。而同時關聯機器人本體、附加軸A和附加軸B的運動程序在本設計中不僅沒用實際意義而且有害(例如:機器人本體和附加軸A協調工作中,如果還關聯附加軸B運動,會使B工位在A區工作期間上下料極為危險)。
DEFAULT_GROUP = 1,1,*,*,*,*,*;//關聯機器人本體和附加軸A
CONTROL_CODE = 00000000 00000000;
/APPL
ARC Welding Equipment : 1,*,*,*,*;
/MN
1: //程序開始
。。。。。。
12: ;
13:L P[4] 100mm/sec FINE ;
14: Arc Start[2] ; //焊接開始
15:L P[5] 25mm/sec FINE ;
16: Arc End[2] ; //焊接結束
17: WAIT 2.00(sec) ;
。。。。。。
P[5]{ //位置點P[5]的坐標結構,包括機器人本體坐標和附加軸坐標
GP1:
UF : 0, UT : 1, CONFIG : 'N U T,0, 0, 0',
X = -578.358 mm, Y = 1633.231 mm,Z = -34.678 mm,
W = 41.534 deg, P = -.748 deg, R= 53.432 deg
GP2:
UF : 0, UT : 1,
J1= 184.309 deg};
7 結論
雙工位弧焊機器人系統經過用戶驗收,各項指標達到設計要求。操作簡單,系統工作穩定。實際焊縫成型好,焊接質量穩定,焊接飛濺少。工人勞動強度大幅度減低,勞動環境大為改善。
[1] ARC M120iB/10L機器人操作手冊.
[2] S7-200.系統手冊.
[3] TP170A設備手冊.
[3] Pro Evolution 5200焊機操作手冊.
猜你喜歡
人大建設(2019年12期)2019-05-21 02:55:44
山東冶金(2019年1期)2019-03-30 01:35:32
中山大學法律評論(2018年1期)2018-03-30 01:21:00
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
環球時報(2017-03-30)2017-03-30 06:44:45
石油化工建設(2016年4期)2016-02-27 15:03:16
中國衛生(2015年3期)2015-11-19 02:53:32
