盤式刨花機控制系統的設計與應用
2012-10-12 13:29:14董本志任洪娥
制造業自動化 2012年7期
關鍵詞:生產
董本志,徐 強,任洪娥
DONG Ben-zhi, XU Qiang, REN Hong-e
(東北林業大學,哈爾濱 150040)
0 引言
隨著我國家具和木制品工業的快速發展,各種用途的人造板都具有廣闊的發展前景[1]。生產人造板的主要原料是優質的木材刨花,在分析傳統方式的基礎上,開發設計了盤式刨花機,它是用來生產高質量微米級木材刨花的機械設備。刨花工藝中,由于木材是各向異性材料,木材的刨花受切削方向和切削速度的影響很大,因此合理控制切削過程中速度和方向能大大提高刨花的品質[2]。引入一套可靠、穩定的數控系統解決了刨花機的控制問題,同時控制系統還能夠完成自動生產、節省人力資源和大大提高生產效率。目前僅有德國邁耶公司擁有生產微米級木材刨花的控制技術。
1 盤式刨花機組成和控制過程
盤式刨花機基本結構如圖1所示,按照功能劃分,可分為以下五個組成部分:進料輸送臺、進料壓輥、切削刀盤、余料壓輥和余料輸送臺。由變頻器控制切削部分的主軸電機,方便調速。其余四個部分由五個汽缸、四個步進電機和八個定位用的行程開關構成。盤式刨花機控制系統所用到的電氣設備還有:PLC一臺、交流接觸器、繼電器、步進電機驅動器和開關電源等[3]。
開發設計的盤式刨花機控制系統,包括下列工序:上木料,傳送木料,進料端壓輥夾送(保持進料時木料平穩)木料,到達切削位置時刀盤上升進料端壓板加緊(保證切削過程木料水平穩定)木料開始切削,切削完畢后刀盤下降等待下一次切削,余料輸出端送出余料,最后卸下剩余木料,至此一個操作過程結束。在余料輸出的同時放入新的木料,開始循環工作[4]。
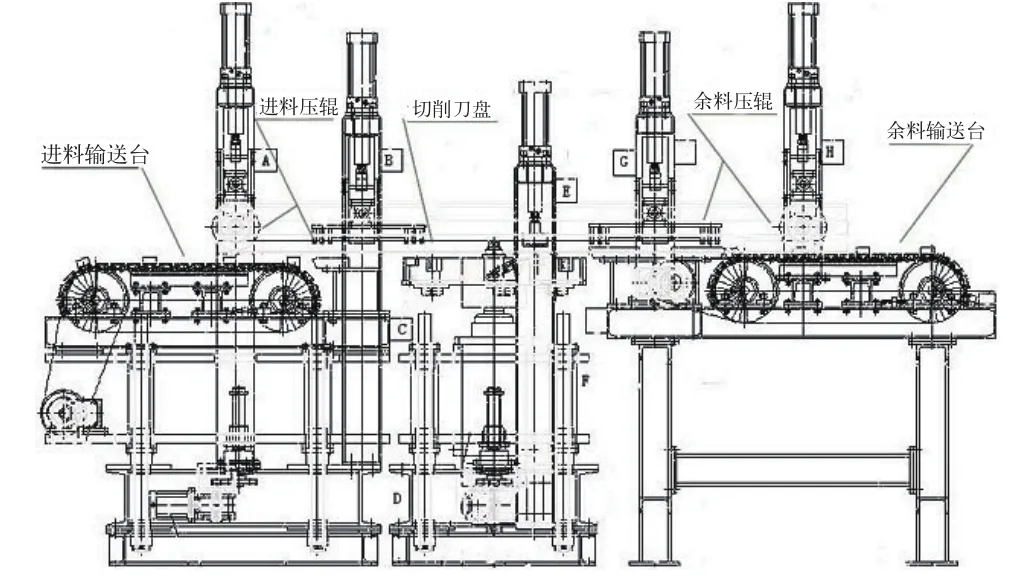
圖1 盤式刨花機結構示意圖
2 控制系統的設計
2.1 控制系統結構
系統可分為以下模塊:系統啟動和停止部分,進木料、出余料部分,刀盤自動切削部分,系統急停和故障報警部分等。系統自動控制的實現和各個行程開關有密切關系,其中八個重要行程開關的安裝位置如圖1中的 A、B、C、D、E、F、G、H點所示。為了應對自動系統故障問題,有兩種工作模式可供選擇,人工控制和自動控制。人工控制是指操作員通過控制柜的按鈕完成每一個工序,工作效率低,但是可以保證生產繼續進行,減少損失。自動控制的工作效率高,能完成從進木料,切削,出余料等一系列生產過程。自動控制的工作流程圖如圖2所示。

圖2 自動控制工作流程圖
2.2 控制系統參數
受到盤式刨花機的工作環境限制,要選定一個能在惡劣環境下穩定工作的控制核心,據此選用了工作可靠,穩定,抗干擾性能好的歐姆龍CP1H系列PLC作為控制核心。此PLC擁有四路高速脈沖控制步進電機驅動器,有兩路模擬量控制變頻器,通過RS-232串口實現PLC與上位機的通信。其基本性能還有:24點輸入,16點輸出,輔助繼電器(一般用500點M0-M499),程序容量:64K(可裝存儲卡擴充),基本指令:34種,可在程序運行時寫入程序,電源模塊內置:DC24V,擁有定時器和計數器[3]。
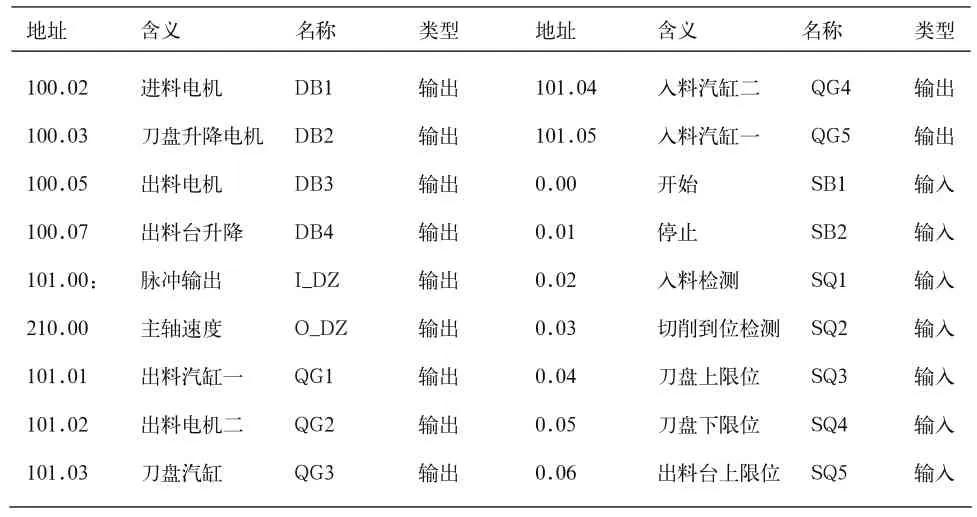
表1 PLC輸入/輸出點的含義
在該控制系統中,PLC的輸入來自以下三個方面:1)行程開關的通斷信號;2)控制面板的按鈕信號;3)上位機控制信號。PLC的輸出控制著變頻器,繼電器,步進電機驅動器,報警喇叭,故障信號等做出相應的動作,完成盤式刨花機的自動控制過程。其具體輸入/輸出點代表的含義見表1。
2.3 控制系統的梯形圖
根據圖2所示控制流程圖,采用梯形圖編程語言編制系統中各個模塊的程序。下面給出系統進木料部分梯形圖(包括人工和自動),如圖3所示。

圖3 進料部分梯形圖
在系統啟動之前把木料平放在進料臺上,按控制面板上的“啟動” 按鈕,使W0.00觸發,控制系統進入啟動狀態,PLC發出脈沖驅動進料電機,開始進木料,如果具備下面條件:A點行程開關被觸發,B點行程開關沒有信號。則進料端壓輥下降夾送木料,等到B點有上升沿信號時,刀盤延時上升準備切削,刀盤上下分布兩個限位開關,防止行動過限。系統的退出余料,急停和報警部分的程序段,不再贅述。
3 系統在生產中的檢驗
圖4是德國麥耶公司加工的刨花,圖5是本文所述盤式刨花機加工的刨花。圖5所示的長條薄片刨花厚度分別是62、47、100、110、53μm,長度在55~80mm之間,寬度在31~65mm之間。利用本文所述數控系統,控制刨花機生產的長條薄片刨花已經達了到德國邁耶公司同類設備的技術水平。

圖4 德國麥耶公司加工的長條薄片刨花
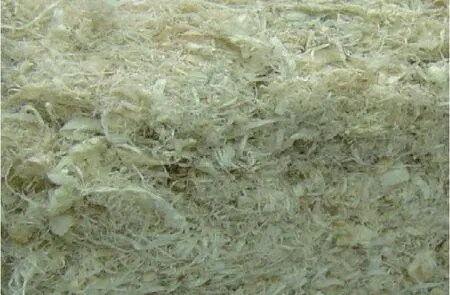
圖5 盤式刨花機加工的刨花
4 結束語
基于PLC開發設計的盤式刨花機控制系統,具備很高的穩定性和可靠性。通過實際生產驗證出,該自動控系統不僅提高了生產效率,而且還大大提高了生產產品的精細度,最大程度的擴大了經濟效益,完全滿足大規模生產的需要。
[1]阿倫.馬巖.微米級薄片木纖維高強度人造板制造工藝研究[J],木材加工機械,2006.17(1):22-24.
[2]馬巖.微米木纖維低密度輕質板制造技術討論[J].林木工業,2006(4):19-21.
[3]王輝等.歐姆龍系列PLC原理及應用[M].人民郵電出版社.2009.
[4]牛軍燕,顧寄南.基于PLC的自動換刀系統研究[J].制造業自動化,2010,06:35-36,87.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
