電阻焊與激光焊技術(shù)在手機(jī)鋰電池制造工藝中的應(yīng)用與發(fā)展
2012-07-04 09:42:50周志華
制造業(yè)自動(dòng)化 2012年14期
周志華
(江蘇聯(lián)合職業(yè)技術(shù)學(xué)院 無(wú)錫交通分院,無(wú)錫 214151)
0 引言
手機(jī)鋰電池制造過(guò)程涉及的焊接技術(shù)十分廣泛,如:釬焊、超聲波焊、電阻焊和激光焊等。焊接方法與工藝的合理選用,不僅直接影響電池的質(zhì)量可靠性與使用安全性,還決定著電池的生產(chǎn)成本。
目前,手機(jī)鋰電池正不斷向大容量、快速充電、長(zhǎng)壽命和高安全性方向發(fā)展,對(duì)其制造過(guò)程中的焊接技術(shù)也提出了新的要求。主要問(wèn)題是要針對(duì)電池裝配與焊接過(guò)程的較高精度要求,解決不同材料、薄片和小尺寸的手機(jī)電池零件的焊接問(wèn)題,同時(shí),還要滿足快速、大批量和牢固焊接,這樣才能應(yīng)用于企業(yè)的批量生產(chǎn)。在實(shí)際生產(chǎn)中,大部分手機(jī)鋰電池常用的焊接方法是電阻焊[1],精度要求較高的手機(jī)鋰電池已經(jīng)開(kāi)始采用激光焊[2],并且依靠各種類型的焊機(jī)、焊接夾具和輔助系統(tǒng)來(lái)實(shí)現(xiàn)。
1 電阻焊技術(shù)的應(yīng)用
1.1 電阻焊技術(shù)特點(diǎn)
電阻焊分為點(diǎn)焊、縫焊和對(duì)焊。在手機(jī)鋰電池生產(chǎn)中,主要采用點(diǎn)焊,點(diǎn)焊是利用柱狀電極加壓通電,在搭接工件接觸面焊成一個(gè)焊點(diǎn)的焊接方法。
點(diǎn)焊時(shí),先加壓使兩個(gè)工件緊密接觸,然后接通電流。電流流過(guò)所產(chǎn)生的電阻熱使局部金屬被熔化形成液態(tài)熔核。斷電后,繼續(xù)保持壓力或加大壓力,使熔核在壓力下凝固結(jié)晶,形成組織致密的焊點(diǎn)。焊完一個(gè)點(diǎn)后,電極(或工件)將移至另一點(diǎn)進(jìn)行焊接。當(dāng)焊接下一個(gè)點(diǎn)時(shí),有一部分電流會(huì)流經(jīng)已焊好的焊點(diǎn),稱為分流現(xiàn)象。分流將使焊接處電流減小,影響焊接質(zhì)量,因此兩個(gè)相鄰焊點(diǎn)之間應(yīng)有一定距離。
影響點(diǎn)焊質(zhì)量的主要因素有焊接電流、通電時(shí)間、電極壓力和工件表面清理情況等。點(diǎn)焊主要適用于厚度為4mm以下的薄板,每次焊一個(gè)點(diǎn)或一次焊多個(gè)點(diǎn)。
電阻焊雖然具有勞動(dòng)條件好,不需另加焊接材料,操作簡(jiǎn)便,易實(shí)現(xiàn)機(jī)械化等優(yōu)點(diǎn);但也受到耗電量大、電極棒更換、被焊材料導(dǎo)電性能、適用的接頭形式、以及可焊工件厚度(或斷面尺寸)等因素的限制。
1.2 電阻焊技術(shù)在手機(jī)鋰電池制造工藝中的應(yīng)用
手機(jī)鋰電池主要由電芯、保護(hù)線路板和膠殼組成[3],在電芯的制造中、以及電芯與保護(hù)線路板的連接中,很多工序采用電阻焊,下面以某手機(jī)電極片焊接為例,電極片材料為鎳、厚度約為0.15mm,可采用日本SEIWA、AVIO、MIYACHI點(diǎn)焊機(jī),型號(hào)有ZH-32、ZH-50等,也可采用國(guó)產(chǎn)的金剛、海拓點(diǎn)焊機(jī),型號(hào)有JG-23、WHT-728等。以型號(hào)WHT-728為例,焊機(jī)圖片如圖1所示,焊機(jī)參數(shù)主要如下,電源AC220V、50HZ,輸出最大功率10KVA,預(yù)焊電流0-99A,焊接時(shí)間0-30s,焊接電流0-99A,焊接行25mm,適用于焊接厚度0.03-0.5mm的工件。焊后,電阻焊焊點(diǎn)如圖2所示。
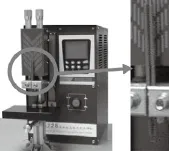
圖1 WHT-728電阻焊機(jī)及電極棒

圖2 電極片電阻焊焊點(diǎn)
從圖1可以看出,電阻焊機(jī)的電極棒材料是鉻銅合金,盡管耐高溫、耐電弧燒蝕、強(qiáng)度高、導(dǎo)電和導(dǎo)熱性好,但是,實(shí)際生產(chǎn)過(guò)程中,電極棒經(jīng)過(guò)一段時(shí)間生產(chǎn)后,會(huì)有損耗,一旦電阻焊時(shí)出現(xiàn)飛濺,就需要專業(yè)人員來(lái)更換電擊棒,經(jīng)調(diào)試后再生產(chǎn),對(duì)于自動(dòng)化生產(chǎn)線來(lái)講,更換的時(shí)間越長(zhǎng),更換次數(shù)越頻繁,就越延誤生產(chǎn)。
從圖2可以看出,作為合格電阻焊產(chǎn)品的這個(gè)工件焊點(diǎn),無(wú)論正面還是反面,是不標(biāo)準(zhǔn)的圓形,變形較大,尤其是正面,凹凸不平;焊點(diǎn)直徑明顯存在差異,誤差接近1mm;焊點(diǎn)間距明顯不一,有的間距大,有的幾乎已經(jīng)連在一起,只能滿足連接的要求,無(wú)法達(dá)到較高精度下的形狀規(guī)則、間距相同的要求。
對(duì)于鋰電池生產(chǎn)中,不同材料的電阻焊,由于導(dǎo)電性、散熱和變形等不同,為獲得良好的焊接質(zhì)量,主要采用過(guò)渡片來(lái)實(shí)現(xiàn),具體如圖3所示。保護(hù)線路板電極片材料為鎳,在電芯極耳[4]中,正極材料為鋁,負(fù)極材料為鎳,采用的過(guò)渡片材料是鎳。電芯極耳與過(guò)渡片、過(guò)渡片與保護(hù)線路板電極片之間均采用電阻焊,各焊兩點(diǎn)完成連接,但也因此增加了裝配與焊接工序、焊接材料、生產(chǎn)時(shí)間等,提高了生產(chǎn)成本。
1.3 實(shí)際生產(chǎn)中尚待解決的問(wèn)題
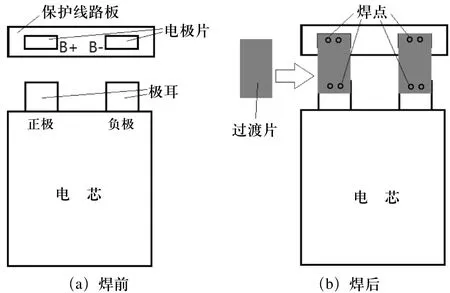
圖3 電芯極耳與保護(hù)線路板電阻焊采用過(guò)渡片示意圖
1)不適用于異種材料焊接。首先,對(duì)于不同材料電阻焊時(shí),要加上過(guò)渡片,造成所需焊接材料的增加;其次,由于過(guò)渡片的添加,造成裝配與焊接工序的增加,人員、工時(shí)及設(shè)備等花費(fèi)也隨之加大。
2)電極棒需更換,耗材成本較高。首先,在大批量生產(chǎn)過(guò)程中,電阻焊機(jī)的電極棒不可避免存在磨損,再焊接時(shí),就會(huì)產(chǎn)生飛濺,導(dǎo)致產(chǎn)品焊接質(zhì)量不合格,因此,需要專業(yè)人員及時(shí)維修、更換與調(diào)試,與此同時(shí),自動(dòng)化生產(chǎn)線不得不停止,延誤生產(chǎn);其次,由于電極棒定期或不定期需要更換,而且電極棒價(jià)格較貴,提高了生產(chǎn)成本。
3)可能導(dǎo)致被焊元器件損毀。電阻焊時(shí),要對(duì)被焊工件施加一定的壓力,對(duì)于焊接塑性不夠大的元器件,如保護(hù)線路板時(shí),可能由于加壓過(guò)大,導(dǎo)致保護(hù)線路板的損毀,對(duì)于企業(yè)來(lái)說(shuō),這類損耗不可忽視。
4)被焊件變形大。在鋰電池的電阻焊過(guò)程中,盡管實(shí)現(xiàn)了被焊工件之間的快速、批量連接,但被焊工件變形大,無(wú)論從形狀、尺寸和間距等方面,都不能達(dá)到一定的精度要求。
2 激光焊技術(shù)的應(yīng)用
2.1 激光焊技術(shù)特點(diǎn)
激光焊接是將高強(qiáng)度的激光束輻射至金屬表面,通過(guò)激光與金屬的相互作用,使金屬熔化形成焊接。它是20世紀(jì)60年代之后發(fā)展起來(lái)的新興技術(shù),在手機(jī)鋰電池制造工藝中的應(yīng)用是在本世紀(jì)初。
激光焊接能夠連接比較難焊的薄板合金材料,如鋁合金與鈦合金等,并且構(gòu)件的變形小,接頭質(zhì)量高,重現(xiàn)性好。激光焊能夠?qū)嵤┚植课⑿》秶募訜幔浅_m于印刷電路板一類的電子器件的焊接[5]。激光焊特別適用于不同材料之間焊接,也可應(yīng)用于極耳焊接[6]、負(fù)極焊接和外殼密封焊接等。
與傳統(tǒng)焊接技術(shù)比較,激光焊具有能量密度高、焊接速度快、熱影響區(qū)小和工件變形小等一系列優(yōu)點(diǎn),可以滿足手機(jī)鋰電池的特殊的焊接要求,但其設(shè)備價(jià)格較貴。
目前,國(guó)外的激光焊焊接設(shè)備[7]自動(dòng)化程度高、生產(chǎn)率高,技術(shù)附加值也較高,價(jià)格昂貴,知名的激光焊設(shè)備主要有日本米亞基(MIYACHI)、德國(guó)通快等。國(guó)內(nèi)激光焊設(shè)備技術(shù)水平有待突破,價(jià)格相對(duì)較低,知名的激光焊設(shè)備主要有:深圳大族激光、武漢華工激光等。
2.2 激光焊技術(shù)在手機(jī)鋰電池制造工藝中的應(yīng)用
在手機(jī)鋰電池的焊接中,激光焊主要應(yīng)用于電芯的制造、電芯與保護(hù)線路板的連接中,下面以某手機(jī)鋰電池的電芯極耳與保護(hù)線路板極片的焊接為例,在電芯極耳中,正極材料為鋁、厚度約為0.07mm,負(fù)極材料為鎳、厚度約為0.12mm,保護(hù)線路板電極片材料為鎳、厚度約為0.12mm。采用米亞基焊機(jī),型號(hào)ML-2550A,焊接參數(shù)主要有:發(fā)振波長(zhǎng)1064nm、最大額定輸出400W、脈沖重復(fù)頻率1-500pps、水冷等,并配套相應(yīng)的圖像處理系統(tǒng)[8],具體如圖4所示。焊后,激光焊焊點(diǎn)如圖5所示。

圖4 激光焊設(shè)備系統(tǒng)示意圖
從圖4中可以看出,激光焊機(jī)除了專用設(shè)備外,需要配套圖像處理系統(tǒng),對(duì)焊完的焊點(diǎn)進(jìn)行檢驗(yàn),利用CCD數(shù)碼相機(jī)的攝像功能,對(duì)已焊的焊點(diǎn)進(jìn)行圖像分析,與已設(shè)定的標(biāo)準(zhǔn)的激光焊點(diǎn)比較,從而判斷被焊件的焊點(diǎn)是否合格,以確保合格率達(dá)100%。

圖5 電極片與保護(hù)線路板激光焊焊點(diǎn)
從圖5可以看出,作為合格激光焊產(chǎn)品的工件焊點(diǎn),無(wú)論正極還是負(fù)極,圓形規(guī)則,大小均一,表面平整;焊點(diǎn)直徑約為0.7mm,誤差約為0.2mm;焊點(diǎn)間距均勻。
2.3 實(shí)際生產(chǎn)中尚待解決的問(wèn)題
主要是激光焊價(jià)格較貴。首先,國(guó)內(nèi)的激光焊機(jī)設(shè)備,價(jià)格從十幾萬(wàn)至幾十萬(wàn)不等,國(guó)外的激光焊設(shè)備,以日本米亞基焊機(jī)為例,價(jià)格一般要幾十萬(wàn)。此外,還需要配套相應(yīng)的畫像處理系統(tǒng),這套系統(tǒng)價(jià)格從4萬(wàn)到10多萬(wàn)不等,因此,對(duì)于生產(chǎn)廠商來(lái)說(shuō),投入較大。
3 電阻焊與激光焊技術(shù)的發(fā)展
從電阻焊與激光焊技術(shù)在手機(jī)鋰電池的應(yīng)用中,分析比較可以看出:電阻焊的優(yōu)勢(shì)在于設(shè)備價(jià)格較低,但不適用于異種材料焊接、電極棒更換與維修頻率高、焊接材料損耗大、產(chǎn)品變形較大等問(wèn)題。激光焊的優(yōu)勢(shì)在于適用于異種材料的焊接、焊材損耗小、被焊工件變形小、設(shè)備性能穩(wěn)定且易操作和焊接質(zhì)量好,但設(shè)備與配套圖像處理系統(tǒng)價(jià)格較貴。
4 結(jié)束語(yǔ)
近年來(lái),很多國(guó)內(nèi)外手機(jī)鋰電池生產(chǎn)廠商,在較為復(fù)雜的生產(chǎn)工序中,對(duì)于不同的工序、不同的被焊零件,采用了不同的焊接方法,但電阻焊技術(shù)以其較低成本的優(yōu)勢(shì),仍是應(yīng)用最普遍的。
隨著新一代智能手機(jī)的問(wèn)世,配套鋰電池的裝配與焊接的精度、質(zhì)量均大幅提高,電阻焊很難滿足這些要求。我國(guó)激光產(chǎn)業(yè)的正在快速發(fā)展,激光焊技術(shù)將有更大突破,設(shè)備價(jià)格也會(huì)進(jìn)一步降低,這將降低激光焊在手機(jī)鋰電池生產(chǎn)中的使用成本,促使更多的手機(jī)鋰電池廠商將選擇激光焊。因此,激光焊在手機(jī)鋰電池的制造過(guò)程中將得到越來(lái)越廣泛的應(yīng)用,并形成新的發(fā)展趨勢(shì)。
[1] 張立雙, 張龍.微電阻焊技術(shù)在電池生產(chǎn)中的應(yīng)用[J].電池, 2003, 33(6): 363-365.
[2] 張軍.Li-ion電池的激光焊接[J].中國(guó)機(jī)械工程, 2001,12(z1): 213-215.
[3] 李建保, 李敬鋒.新能源材料及其應(yīng)用技術(shù): 鋰離子電池, 太陽(yáng)能電池及溫差電池[M].北京: 清華大學(xué)出版社,2005.
[4] 黃可龍, 王兆翔, 劉素琴.鋰離子電池原理與關(guān)鍵技術(shù)[M].北京: 化學(xué)工業(yè)出版社, 2008.
[5] 王家淳.激光焊接技術(shù)的發(fā)展與展望[J].激光技術(shù),2001, 25(1): 48-54.
[6] 衣思平, 許寶忠, 李梅, 張國(guó)順.鋰離子蓄電池極耳的激光自動(dòng)焊接[J].電源技術(shù), 2005, 29(2): 80-81.
[7] 張國(guó)順, 王萌, 劉鐵根, 李朝陽(yáng), 許寶忠.自動(dòng)焊接技術(shù)在二次電池制造中的應(yīng)用[J].中國(guó)激光, 2008, 35(11):1693-1696.
[8] 趙相兵, 李亮玉, 夏長(zhǎng)亮, 符靈建.激光視覺(jué)焊縫跟蹤系統(tǒng)圖像處理[J].焊接學(xué)報(bào), 2006, 27(12): 42-48.

- 制造業(yè)自動(dòng)化的其它文章
- 高速鐵路900t箱梁預(yù)制場(chǎng)建設(shè)規(guī)劃
- 核電站安全級(jí)DCS虛擬系統(tǒng)的設(shè)計(jì)與開(kāi)發(fā)
- 基于數(shù)控機(jī)床(CNC)機(jī)群的工業(yè)移動(dòng)機(jī)器人設(shè)計(jì)
- 基于WebDAV和AutoCAD WS的CAD云計(jì)算系統(tǒng)建設(shè)方案研究
- 一種新型風(fēng)電傳動(dòng)軸扭矩測(cè)試設(shè)備開(kāi)發(fā)研究
- 手術(shù)室空調(diào)溫濕度自控系統(tǒng)的工程實(shí)現(xiàn)