磁流變拋光預補償交叉耦合輪廓控制算法
2012-07-04 09:42:32孫希威
制造業自動化 2012年11期
關鍵詞:模型
孫希威
(哈爾濱工程大學 自動化學院,哈爾濱 150001)
0 引言
超精密加工的輪廓精度控制直接影響到工件的加工精度[1],就數控系統而言,其輪廓加工軌跡是多軸協調運動的結果。因此,為提高伺服系統的輪廓控制精度,可采用兩種辦法:一是采用先進的控制方法,提高每個單軸的跟蹤精度,從而達到改善輪廓精度的目的。這種控制方法對單軸的伺服控制而言是閉環控制,但對由各聯動軸組成的輪廓控制系統來說則是開環控制的,這實際上很難保證超精密機床輪廓加工精度。二是以輪廓精度為控制目標,將各個軸組成的輪廓控制系統設計為輪廓閉環系統,這樣可以在不改變單軸控制精度的基礎上,大大的提高系統輪廓控制精度。本文主要以輪廓控制為目標,討論預補償交叉耦合輪廓控制器的設計方法。
1 輪廓誤差模型
1.1 輪廓誤差模型
1.1.1 直線輪廓誤差模型
刀具的實際位置距離軌跡在法線方向上的偏差為輪廓誤差。對于不同形狀的軌跡,推導輪廓誤差模型如下:
直線輪廓誤差可以從圖1(a)的幾何關系中得到。

圖1 線性和圓輪廓誤差模型

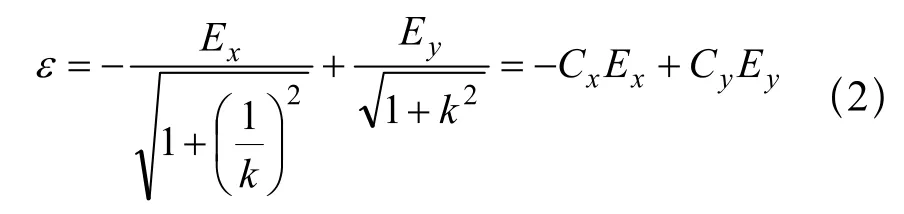
式中,Ex和Ey分別為x軸和y軸的實際跟蹤誤差,θ為直線輪廓的傾角。定義直線輪廓的斜率為k,其中 k=tgθ,則有
1.1.2 圓弧輪廓誤差模型
圓弧輪廓的輪廓誤差定義為刀尖距離圓心的距離與半徑之差,如圖1(b)所示。圓弧輪廓誤差可以寫成:

式中,R是圓弧半徑,( x0, y0) 是圓心坐標,( Px, Py)代表刀具的實際位置坐標。其表達式如下:

將式(4)、式(5)代入式(3)得

將式(6)按Taylor公式展開,得到

假定輪廓誤差遠遠小于圓弧半徑,則上式中的高次項可以忽略不計,圓弧軌跡的輪廓誤差可簡化為

1.2 磁流變拋光輪廓誤差模型
1.2.1 工作臺輪廓誤差和工件輪廓誤差
一般情況下,車削加工中刀尖的輪廓誤差是工作臺合成運動形成的輪廓誤差的復映,與車削加工不同,由于磁流變拋光加工方式的特殊性,工件表面任一點的加工軌跡是由x軸和z軸的直動及B軸的轉動形成的。工件面形輪廓的獲得是由x軸、z軸和B軸聯合運動的結果。如圖2,A點為球面正對著拋光輪的加工點,O點為球面圓心,B點為轉臺回轉中心,在拋光一個半徑為R的球面工件的過程中,當加工點為P點時,工作臺經過x軸、z軸的平動由B點移動到B′點, B軸必須同時轉動θ角才能保證工件上P點經過半徑為R的圓弧移動至如圖所示A點位置,此時原來工件表面上A點移至A′點。當工件表面是球面時,B點的運動軌跡是以O點為圓心,l-R為半徑的圓弧,而工件表面上P點的軌跡是以O點為圓心,R為半徑的圓弧。為了研究方便,我們定義x軸、z軸和B軸聯動引起的B′點的輪廓誤差為工作臺輪廓誤差,間接獲得的工件表面上A點的輪廓誤差為工件輪廓誤差。磁流變拋光輪廓控制的目的是最終減小工件輪廓誤差。
工作臺的運動我們是可以直接控制的,而工件表面上任一點的運動路徑則需要通過工作臺間接控制。在圖2中,球面工件表面在XOZ平面上的投影是一個圓弧,我們將這條圓弧離散為若干個點,P點為其中任意一點,當加工P點時,此時轉臺中心必須移至B′點方能保證P點移至正對著拋光輪的A點,則P點與B′點坐標的換算關系可按下式計算


圖2 工作臺運動軌跡
式中,x′、z′為工件表面 P 點坐標, x、 z為工作臺B′點坐標,l是轉臺中心與工件表面頂點的距離,即圖2中的線段BA。
1.2.2 磁流變拋光輪廓誤差模型
1)工作臺輪廓誤差模型
工作臺輪廓誤差計算和一般圓弧輪廓誤差計算類似,在拋光球面過程中,工作臺運動軌跡是一個以O點為圓心,半徑為( l-R )的圓弧,如圖3,當x軸、z軸跟隨誤差分別Ex、Ez時,工作臺輪廓誤差可以按下式計算

2)工件輪廓誤差模型
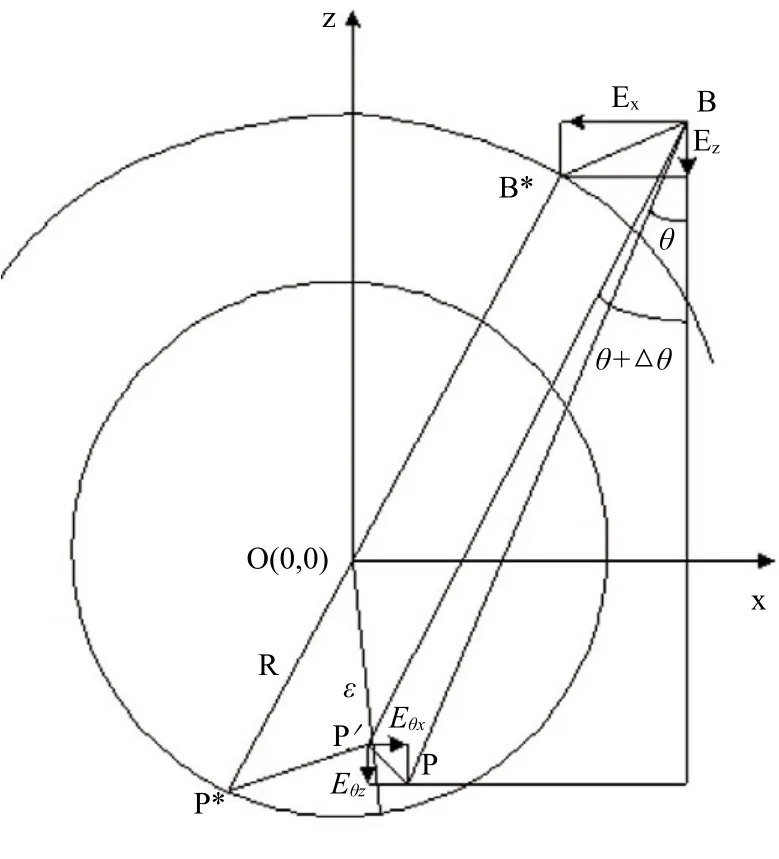
圖3 磁流變拋光輪廓誤差模型
工件輪廓誤差不但受到x軸、z軸的影響,而且還受到B軸轉動的影響。如圖3所示,B*點是工作臺理想位置,B點是工作臺實際位置,P*點是工件理想位置,P點是只有x、z軸跟隨誤差、無b軸跟隨誤差時B點形成的工件實際位置,此時工件實際位置在P點,x、z軸跟隨誤差分別Ex、Ez,為當轉臺有Δθ的跟隨誤差時,工件實際位置為P′點,此時P′點相對理想位置P點在x、z方向分別產生偏差 Eθx、Eθz,Eθx、Eθz可分別如下式計算。
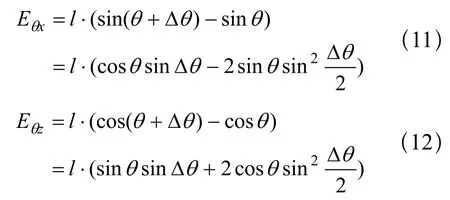
則P′點與理想位置P點的輪廓誤差為ε,其x向誤差Ex′、z向誤差Ez′分別可表示為
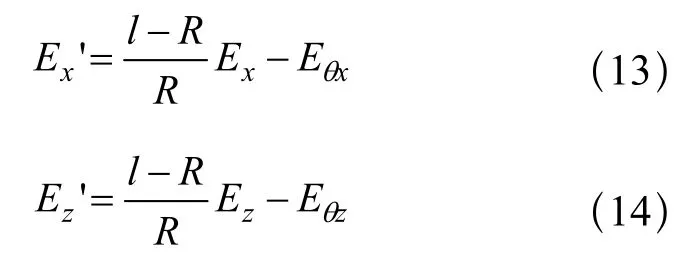
在如圖3表示的坐標系中,工作臺B點坐標可記為 ( ( l-R ) sin θ , ( l-R ) cos θ ) ,工件表面 P′點坐標可記為 (Px′, Pz′),則有

工件軌跡圓弧半徑為R時,有

略去高階項ΔR2,則得到實際軌跡和理想軌跡間的誤差為


將轉臺跟隨誤差Δθ記為Eb,則圓弧軌跡的輪廓誤差可簡化為

將式(20)與工作臺輪廓誤差模型式(10)相比較,我們發現工件輪廓誤差的形成除了與x軸、z軸的跟隨誤差有關之外,還與轉臺b軸的跟隨誤差Eb、懸臂長度l、工件圓弧半徑及轉臺轉角θ有關,而由于軌跡圓弧半徑變化,交叉耦合增益Cx、Cz也相應發生了變化。
2 三軸交叉耦合輪廓控制器的設計
采用PID控制算法的單軸位置控制,對于輪廓曲率的變化沒有相應的抑制措施,只能控制單軸跟隨誤差,改善單軸跟隨精度,無法減小由于加工輪廓形狀引起的誤差[2]。耦合輪廓控制算法能夠減小輪廓形狀引起的輪廓加工誤差,能夠減小由于機床各軸動態性能不一致引起的誤差。交叉耦合的概念是建立在這樣一個事實的基礎之上的,即即使存在較大的跟蹤誤差,仍然可以得到零輪廓誤差[3]。它要求建立實時的輪廓誤差模型,并用它來確定適當的控制器結構,以減小或消除輪廓誤差。從控制的角度看,通過耦合輪廓補償的方法改善系統輪廓精度的實質是:將系統開環的輪廓控制變為閉環輪廓控制[4]。
對于不同的輪廓和同一輪廓上的不同位置,Cx、Cz需要根據每一個插補周期重新計算,具有不同的取值,既所謂的變增益。變增益交叉耦合控制思想是根據各軸的反饋信號和插補值,實時修正輪廓誤差模型的增益,以尋找最佳補償率,并將補償修正信息反饋給各軸,從而達到補償輪廓誤差的目的[5]。耦合輪廓控制器由于其是以減小機床輪廓誤差作為系統的控制目標[6],將系統多軸的開環輪廓軌跡控制轉化為閉環輪廓軌跡跟蹤控制,并通過實時誤差模型調整系統的控制信號,因此其對系統的參數變化和擾動具有較強的魯棒性[7]。交叉耦合控制器可以認為是低層控制器與高層控制器的結合運動。
本文根據已建立的磁流變拋光曲面輪廓誤差模型,設計了如圖4所示的三軸預補償交叉耦合控制器。在該耦合輪廓控制系統中,交叉耦合控制器的輸入變量是x、z軸的跟蹤誤差及轉臺跟蹤誤差在x、z軸方向分量的合成誤差,并由此構成系統的實時誤差模型,PID控制器輸出通過交叉耦合系數Cx、Cz分解到x、z兩個軸軸上,從而達到二軸的協調運動[8]。由于系統的最終控制信號是位置環的輸出與附加作用量之和,因此耦合輪廓控制器的輸出必須與位置環的輸出相匹配。耦合輪廓控制器設計依賴于系統位置環結構和控制器參數。
輪廓誤差通過軸向誤差推導得到后,乘以一個比例系數,然后將補償量按相應的比例加到原伺服回路中,同時控制器為比例+積分+微分控制器,這樣輪廓控制系統的動態性能和穩態精度都得到很大的改善。
預補償交叉耦合控制結合了預補償控制和交叉耦合控制二者的優點,既在指令端加入了輪廓誤差在每個單軸上的誤差修正項,又在原伺服回路中按輪廓誤差修正的方向加入了誤差補償項,使得系統的輪廓精度有了進一步的提高。
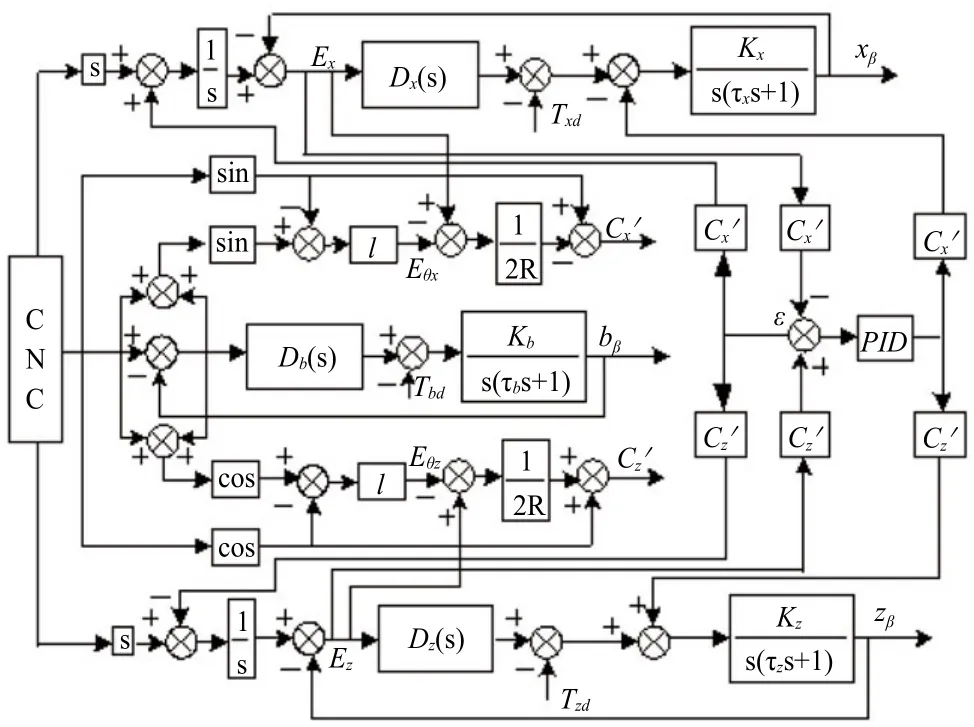
圖4 三軸預補償交叉耦合輪廓控制器
3 仿真及加工實驗
仿真加工K9光學玻璃,R82.62mm,口徑25mm,則B軸跟蹤斜率為0.314rad/s的斜坡信號,x軸和z軸分別跟蹤幅值為74.68mm,角頻率為0.314rad/s的余弦和正弦信號。
在磁流變拋光過程中,工件軌跡是由x軸、z軸和B軸共同完成的,圖5(a)為無輪廓控制的工件輪廓跟隨誤差,穩態輪廓誤差為0.045mm,由于B軸在跟蹤斜坡信號0.5秒的時候有較大的瞬態跟隨誤差,在0.04秒處產生0.99mm的最大瞬態輪廓誤差。采用預補償交叉耦合輪廓控制器后,最大瞬態輪廓誤差減小到0.015mm,穩態輪廓跟隨誤差也減小到0.006mm,如圖5(b)所示。
仿真結果表明,交叉耦合控制時,系統的單軸跟蹤精度較PID控制時要差。由此可以看出:由于PID控制與耦合輪廓控制算法的控制目標不同,前者是以提高系統軸跟蹤精度為控制目標,通過單軸精度的改善來提高系統的輪廓精度;后者是以提高系統的輪廓精度為控制目標,通過系統的實時輪廓誤差模型來調整系統的控制信號,而對于系統的單軸的跟蹤精度并不給予關注。此外,交叉耦合控制可以同時對兩軸誤差進行校正,從而具有快速的響應和良好的抗干擾特性。應用該算法對K9光學玻璃進行了球面磁流變拋光加工,圖6為該工件磁流變拋光后的面形剖面圖,RMS值為8.65nm,二十點P-V值為52.14nm。

圖5 系統的的輪廓誤差

圖6 磁流變拋光后球面面形剖面圖
4 結論
從以上的實驗結果,可以得出以下結論:1)以輪廓指標作為衡量標準,采用交叉耦合輪廓控制算法遠遠優于普通的PID控制算法;2)采用PID控制算法,對于輪廓曲率的變化沒有相應的抑制措施,因此,無法減小由于加工輪廓形狀引起的誤差。耦合輪廓控制算法能夠減小輪廓形狀引起的輪廓加工誤差;3)采用耦合輪廓控制算法能夠減小由于機床的各軸動態性能不一致所引起的誤差。
[1] 李圣怡, 張云洲, 張明亮, 等.交叉耦合算法的超精密數控機床伺服控制[J].制造技術與機床, 2000, (7): 25-28.
[2] 李圣怡, 張云洲, 張明亮, 等.超精密機床的變增益交叉耦合控制研究[J].基礎自動化, 2000, (2): 10-12.
[3] 李鐵才, 王立松.納米超精密加工技術[J].伺服控制,2007, (3): 12-15.
[4] 許強強, 曾岳南.兩軸變增益交叉耦合控制系統的仿真分析[J].組合機床與自動化加工技術.2010, (12): 80-82.
[5] 張霖.數控微細銑削機床系統構建及性能研究[D].南京航空航天大學.2007 .
[6] Syn-Shiuh Yeh, Pau-Lo Hsu.Estimation of the Contouring Error Vector for the Cross-Coupled Control Design[J].IEEE/ASME.2002, 7 (1): 44-51.
[7] ShirhJer Huang, ChuenChung Chen.Application of Self-Tuning Feed-Forward and Cross-Coupling Control in a Retrofitted[J].Milling Machine.Int.J.Mach Tools Manufact.1995, 35(4): 577~591.
[8] 孫希威.磁流變拋光機床數控系統關鍵技術研究[D].哈爾濱工業大學.2006.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
