沖壓焊接成型管道泵的結構設計
2012-07-05 06:06:26梁元敏
科技傳播 2012年12期
關鍵詞:效率
梁元敏
廣東漢能實業有限公司,廣東 陽江 529500
1 完全脹型成型蝸殼模具的設計
蝸殼模具是生產蝸殼的重要設備之一。不銹鋼沖壓焊接管道泵及單級離心泵的工藝制造難度很大,至今只有日本EBARA公司、美國ITT公司能夠生產。由于水力設計和工藝設計不盡完善,產品渦室的脹型不到位,泵的性能并不好。水力性能上,主要表現為偏工況運行,俗稱“大馬拉小車”或高比轉速低用,電機配置功率大,泵的運行效率低,時有電機超載損壞的情況發生。
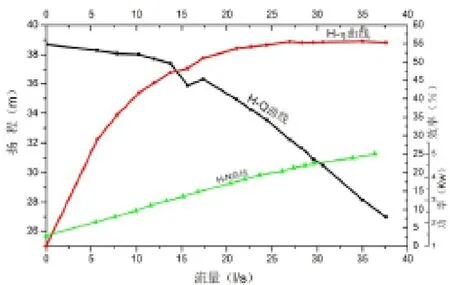
圖1 EBARA公司的3M40-160/4.0性能曲線
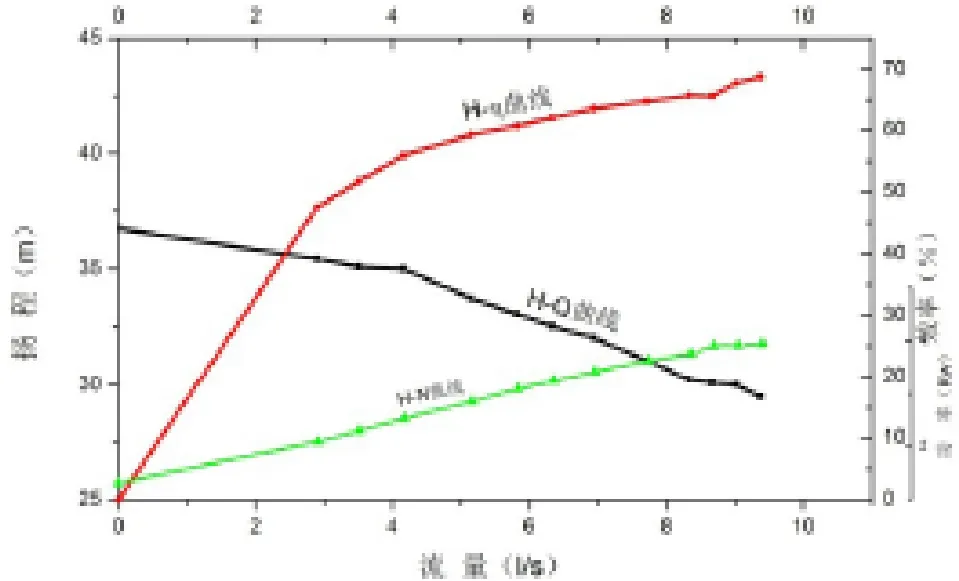
圖2 我國初期的CYB65-50-160性能曲線
圖1是日本EBARA公司的3M40-160/4.0不銹鋼沖壓焊接單級離心泵的性能曲線。設計流量為25m3/h,但最高效率點的流量在40m3/h以上。圖2是前期仿制產品CYB65-50-160型不銹鋼沖壓焊接單級離心泵的性能曲線,流量加大到50m3/h時效率仍不下降,偏工況現象均十分嚴重。成型工藝上為保證水力性能,要求蝸殼必須360°全斷面完全脹型,并且蝸殼出口彎頸要求擴散回收動能。日本產品的蝸殼采用的是半螺旋式的部分斷面不完全脹型,彎頸用圓管斷面進行過渡。而美國ITT公司3500型不銹鋼沖壓焊接單級離心泵蝸殼根本不脹型,為一圓筒,出口管為一段直管,所以EBARA和ITT的沖壓焊接泵的水力性能均不理想。主要原因是蝸殼的成型工藝十分困難,一種蝸殼需要48套模具,工裝夾具費100多萬元。最后不得不用較為容易制造、成本也較低的不完全脹型或不脹型替代,但影響了水泵的效率和汽蝕性能。
不均勻、不對稱、360°全斷面完全脹型是粘性設計的技術特征,但這種技術特征沖壓成型非常困難,日本專利是部分斷面的不完全脹型。

圖3 日方脹型成型原理圖
圖3是日本專利產品的成型原理,利用這種對半式、部分斷面不完全脹型不僅生產效率低,而且也不能滿足粘性流技術特征要求的全斷面完全脹型。
圖4所示為荷花瓣式的自動分合的組合模具,從上部加力,利用側向力使模具收攏,由于分成4瓣~8瓣,蝸殼渦線為全斷面漸開線凹模,能夠準確加工。底部有導桿及底板模,向下繼續加力時,導桿下移,上蓋板下壓,聚氨酯橡膠在上下蓋板擠壓下側向變形,使不銹鋼鋼板緊貼凹模成型,泄壓時模瓣中彈簧使模瓣自動分開,脹型的殼體自動彈出,生產效率很高,質量達到要求。
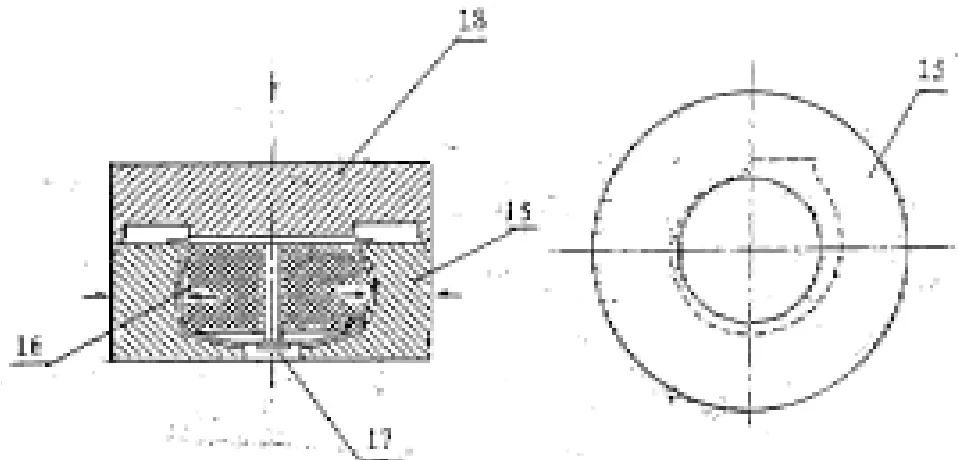
圖4 荷花瓣式組合模具脹型圖
2 管道泵的結構設計
現一般的管道泵普遍存在流部件結構復雜,產品笨重,材料消耗大;泵的水力性能也不夠理想,偏工況運行,效率低等問題。經分析認為:低比轉速離心泵,流道窄長,粘性產生的水力損失大,效率低。而粘性增大必將引起進、出口流道堵塞,從而偏離設計工況。
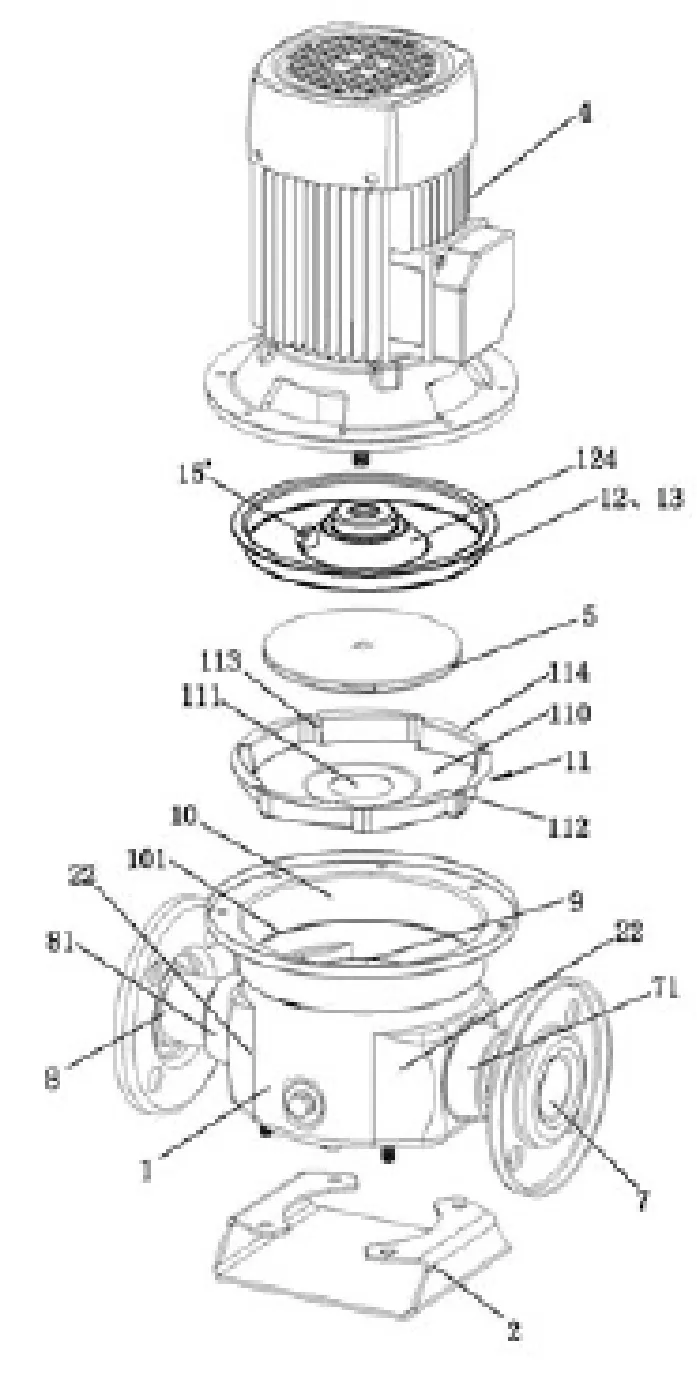
圖5 泵結構示意圖
針對上述問題,本文在傳統的管道泵的結構基礎上,設計一種蝸殼完全脹型的,能有效提高泵水力性能的高效泵結構,如圖5所示。
其特征在于:泵體由呈桶狀結構的內、外缸構成,內缸連通進水管,外缸連通出水管,內缸同軸設于外缸內通過在內、外缸底部互相固定連接,內缸開口端低于外缸開口端,內缸開口端向上依次同軸設有導流部件、葉輪、排氣部件及安裝在外缸開口端的泵后蓋。
所述的葉輪為軸向吸入、徑向排出的離心葉輪,導流部件為一整體沖壓成型的盤狀結構,盤底與內缸開口端密封,盤底中心設有與葉輪前端入口對應密封的進水口,葉輪同軸設于盤狀的導流部件內,導流部件周壁設有與葉輪的徑向排出口對應的導流葉片。
所述的導流部件周壁均勻沖壓為多段,各段周壁為沿圓周同一方向徑向向外增大的弧形導流葉片,每兩相鄰導流葉片之間由徑向差形成一沿軸向向下的出水孔,盤狀的導流部件開口處向外沖壓有盤沿。該弧形導流葉片弧線分布與葉輪轉動方向對應,提高出水效率。
所述的外缸內壁對應導流部件盤沿設有凸臺,盤沿放置于凸臺上以支撐導流部件,該凸臺與內缸開口端的軸向距離等于導流部件的軸向深度。
3 產品應用情況
該產品在北京科技發展有限公司水處理回收,環保節能應用等方面,廣州雅韶泵業有限公司食品行業水處理方面,張家港市東晨物資有限公司高純度凈水系統方面,杭州德士比泵業有限公司水供應系統的技術應用等方面到得到了很好的應用,直接或間接產生了較好的經濟效益。
4 結論
1)由于底座、泵體、導流部件與葉輪等全部過流部件都是通過沖壓焊接成型的,因而與鑄造泵相比,整體結構輕巧,重量大大減輕,節省材料效果明顯;水泵運行的可靠性大大提高。鑄造泵相比,整體結構輕巧,重量減輕75%,節省材料效果明顯;水泵運行的可靠性大大提高,效率提高3%~8%;
2)采用在葉輪徑向出口的導流方式,并對導流部件的進行特殊設計等措施,使得傳送的液體流動更通暢,水力性能好,效率高。外缸的周壁上及底部分別設置外缸和內缸的排水孔、密封圈、螺釘,可以把內缸的水完全放空;
3)導流部件為一體沖壓結構,與現有的沖壓泵相比,保證了導流部件具有足夠的強度、剛度和精度,安裝方便,提高了產品的可靠性,同時也延長了產品的使用壽命;
4)葉輪入口處采用密封環活動密封結構,不僅密封效果好,提高了泵的水力效率;而且降低了制造、安裝難度,提高了生產效率;
5)外缸的周壁上及底部分別設置外缸和內缸的排水孔、密封圈、螺釘,可以把內缸的水完全放空。
[1]申延鵬,常金唱.三元流技術在循環水泵節能改造中的應用[J].河南化工,2011(6).
[2]黃永謀.淺談離心泵的節能應用措施[J].石油和化工節能,2011(3).
[3]陳楚成.泵類產品技術發展狀況[J].化工設備與管道,2005(4).
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
