車削加工的誤差分析及其補(bǔ)償
2012-07-06 08:10:56高旭麗
科技傳播 2012年7期
高旭麗
煙臺(tái)工程職業(yè)技術(shù)學(xué)院,山東煙臺(tái) 264006
0 引言
在車削加工中,我們經(jīng)常會(huì)存在對(duì)階梯軸的數(shù)控車削加工的作業(yè),如果需要進(jìn)行車削加工的階梯軸的軸徑梯度相對(duì)較大或者剛度又較小,那么這個(gè)階梯軸的加工就會(huì)出現(xiàn)對(duì)于階梯軸的各段軸徑加工結(jié)果的誤差不同,例如對(duì)于大軸徑的尺寸偏差太厲害,小軸徑的誤差卻在公差可以允許的范圍內(nèi)。如果需要加工的軸徑的梯度越大,或者剛度越小,那么加工的誤差出現(xiàn)不一致的可能就會(huì)越高,正是因?yàn)樾枰庸さ脑嬖诘牟皇芸匾蛩貙?dǎo)致了加工誤差的不受控。本文針對(duì)加工工藝和力學(xué)兩個(gè)方面對(duì)加工誤差的不受控的原因進(jìn)行了深入剖析,并且對(duì)于這些因素給予了合理的解決方法,另外,這種解決方法對(duì)于提高階梯軸的加工精度有著很大的推廣價(jià)值。
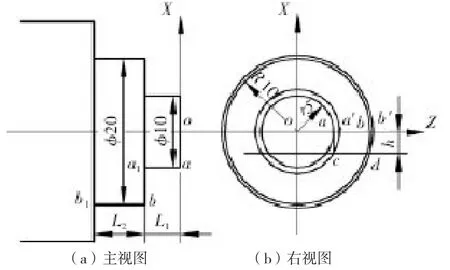
圖1 階梯軸剖面圖
1 對(duì)加工誤差不同的分析
1.1 刀尖高誤差對(duì)于軸徑不相同的誤差的分析結(jié)果
1.1.1 刀尖高偏離
如圖 1 所示,在刀尖低(高)于零件回轉(zhuǎn)中心 Z軸距離為 h的條件下,連續(xù)進(jìn)行車削圖不但引起相應(yīng)的加工誤差,還有對(duì)于相差較大的階梯軸將會(huì)給加工誤差帶來(lái)不同的誤差后果。此誤差的是可以通過(guò)以下的幾何運(yùn)算進(jìn)行運(yùn)算得到的。
設(shè)軸徑半徑為 R,軸徑加工誤差為 δ,刀尖偏離軸心高度為 h,如圖 1(b)所示。
當(dāng) R=5 時(shí) ,在 Δoca 中

如此我們可以算出 R=10,R=15時(shí)的加工時(shí)候出現(xiàn)的誤差和高度之間的關(guān)系。
1.1.2 分析結(jié)果
對(duì)階梯軸的軸徑的加工誤差的加工計(jì)算的結(jié)果進(jìn)行分析,我們就能夠?qū)Φ都飧哒`差h對(duì)需加工的階梯軸的尺寸精度的影響得出以下結(jié)論:
1)對(duì)于同一刀尖高誤差 h,而且不同軸徑的階梯軸進(jìn)行加工時(shí),如果軸徑越小,那么加工產(chǎn)生的誤差δ就會(huì)越大;2)對(duì)于相同軸徑的階梯軸進(jìn)行加工時(shí),如果刀尖高誤差h越大,那么階梯軸的加工誤差δ就會(huì)越大。
也就是說(shuō),對(duì)于需要加工的階梯軸,如果階梯軸的軸徑梯度越大,那么刀尖高誤差產(chǎn)生的軸徑加工誤差差距越大。
1.2 切削力對(duì)加工軸類尺寸精度的影響
為了對(duì)于切削力的大小對(duì)階梯軸尺寸的加工精度的影響,我們就把切削力進(jìn)行了力的分解,這三個(gè)力相互垂直,為切削力Fc、進(jìn)給力Ff和背向力Fp,如圖2所示。
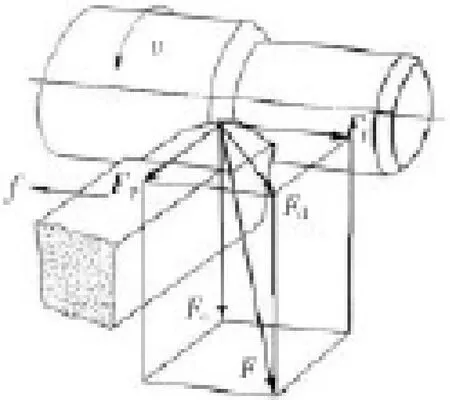
圖2 切削合力和分力
1.2.1 撓曲線方程分析
根據(jù)圖3(a),圖 3(b)以及相關(guān)的材料力學(xué)的知識(shí),能夠得到任意切削力作用下的撓曲線:
公式里面y表示撓度變形量。
1.2.2 分析結(jié)果
從上面的式(2)、式(3)可以看出:
1)如果階梯軸的軸徑截面越小,同時(shí)彎曲剛度 EI 越小,那么引起“撓度變形量”的y 值就會(huì)越大;2)隨著切削力Fp′的作用點(diǎn)位置的變化,“撓度變形量”y 值也會(huì)進(jìn)行相應(yīng)的變化。
2 提高加工精度的動(dòng)態(tài)補(bǔ)償方法
2.1 對(duì)于梯度大的階梯軸
根據(jù)上文的分析和計(jì)算,為了降低加工誤差,所要采取的措施有:
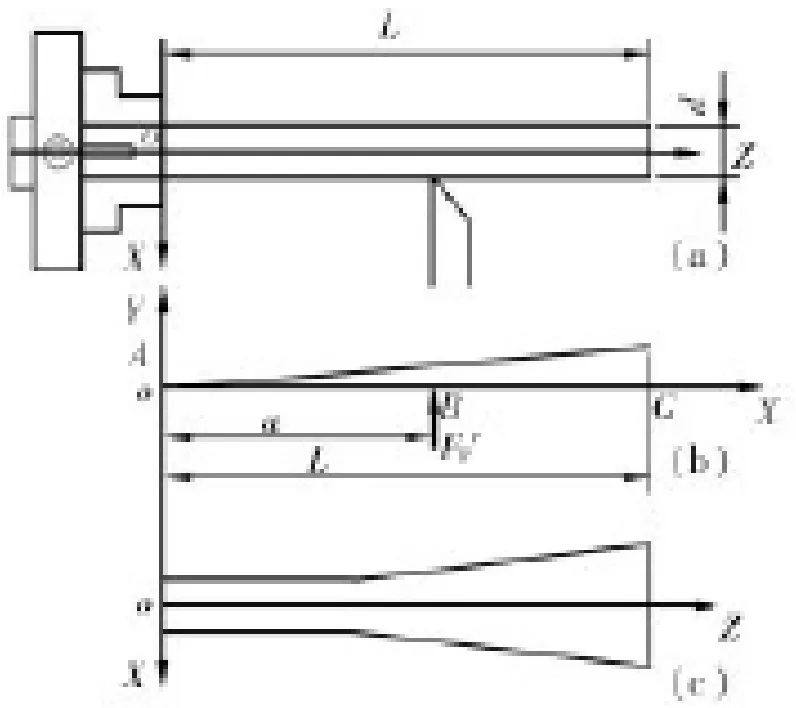
圖3 軸在切削力作用下的變形
1)對(duì)于裝刀和對(duì)刀,為了降低刀尖高誤差h對(duì)階梯軸的加工精度的影響,刀尖都要盡量對(duì)準(zhǔn)加工工件的回轉(zhuǎn)中心;2)對(duì)于梯度大的階梯軸進(jìn)行加工時(shí),我們要采用合適的補(bǔ)償方法,對(duì)階梯軸進(jìn)行精細(xì)加工之前要先用試車的方法對(duì)需要加工的工件的各個(gè)分段進(jìn)行詳細(xì)的檢查。即后,操作人員針對(duì)測(cè)量的要求誤差范圍對(duì)程序中相應(yīng)的軸徑尺寸進(jìn)行對(duì)應(yīng)的更改,最后對(duì)整個(gè)工件進(jìn)行徹底的精細(xì)加工,達(dá)到降低誤差的整體要求。
2.2 對(duì)于剛度小的階梯軸
據(jù)上文分析得知,對(duì)于在對(duì)階梯軸進(jìn)行加工的過(guò)程中,不能忽略由于彎曲變形形成的“撓度讓刀”誤差。在每一次裝夾的過(guò)程中都要對(duì)階梯軸的各個(gè)軸徑進(jìn)行相應(yīng)的計(jì)算,然后根據(jù)誤差隨曲線的變化特點(diǎn),應(yīng)用宏程序按照工件的彎曲變形的整個(gè)曲線編程,并且對(duì)于不同位置的誤差進(jìn)行直接性的動(dòng)態(tài)補(bǔ)償措施。
3 結(jié)論
本文對(duì)數(shù)控車削加工存在的誤差進(jìn)行了相應(yīng)的理論誤差分析,并且對(duì)刀尖高誤差和切削力大小對(duì)加工誤差的大小的影響進(jìn)行了深入的理論分析。分析得出,在對(duì)階梯軸進(jìn)行加工處理中,始終做到盡量保持刀尖高和零件的回轉(zhuǎn)中心保持到一個(gè)水平高度。另一方面,本文指出對(duì)于切削力產(chǎn)生的軸的彎曲變形可以采用對(duì)應(yīng)用宏程序進(jìn)行動(dòng)態(tài)補(bǔ)償?shù)姆椒ㄟm量的降低“撓度讓刀”誤差。
[1]唐宗軍.機(jī)械制造基礎(chǔ)[M].北京:機(jī)械工業(yè)出版社,2002.
[2]龔良貴.工程力學(xué)[M].北京:清華大學(xué)出版社,2005.
[3]周旭光.數(shù)控車削對(duì)刀高度誤差對(duì)加工精度影響[J].機(jī)床與液壓,2006(7):105-107.
[4]凌蕭明.階梯軸的切削變形及其誤差動(dòng)態(tài)補(bǔ)償[J].煤礦機(jī)械,2006,27(2):281-283.
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
- 科技傳播的其它文章
- 世界
- IBM設(shè)計(jì)最強(qiáng)計(jì)算機(jī):吞吐數(shù)據(jù)相當(dāng)全球互聯(lián)網(wǎng)2倍
- 中國(guó)科協(xié)所屬全國(guó)學(xué)會(huì)科技期刊關(guān)于加強(qiáng)科技期刊科學(xué)道德規(guī)范營(yíng)造良好學(xué)術(shù)氛圍的聯(lián)合聲明
- 區(qū)域
- 耕地質(zhì)量新概念及我國(guó)耕地質(zhì)量變化態(tài)勢(shì)
- 70多個(gè)重大專項(xiàng)提升我國(guó)高技術(shù)產(chǎn)業(yè)競(jìng)爭(zhēng)力