四軸數(shù)控銑床加工進瓶螺旋的教學(xué)
2012-07-09 11:10:44畢長波
時代農(nóng)機 2012年1期
畢長波
(秦皇島職業(yè)技術(shù)學(xué)院,河北 秦皇島 066000)
進瓶螺旋是由黑色含油尼龍制成,是啤酒、飲料等罐裝食品生產(chǎn)線上使用的核心零件。由于不同的設(shè)備具有不同的工作參數(shù),進瓶螺旋的結(jié)構(gòu)尺寸也存在較大差異,為保證運動平穩(wěn)和定位可靠,通常瓶子要作變速運動,所以螺旋上設(shè)有變導(dǎo)程弧形螺旋面,這正是該種零件的加工難點。
在普通銑床上加工進瓶螺旋,通常是用與瓶子等徑的立銑刀的圓周刃銑削加工,其進給運動包含螺旋作等速旋轉(zhuǎn),同時銑刀作直線變速運動,從而形成連續(xù)的螺旋面。這種方法存在許多不便,首先,與瓶子等徑的立銑刀通常不是標準刀具,當瓶子直徑改變時,就需另制一把刀具。其次,在普通銑床上進行的變導(dǎo)程加工,精度無法保證。此外,產(chǎn)量較大的廠家將舊車床改造成加工進瓶螺旋的專用銑床,驅(qū)動刀架移動的絲杠與進瓶螺旋的導(dǎo)程相同,當進瓶螺旋的導(dǎo)程改變時,就需另制一根絲杠。
加工過程中將螺旋水平放置,做勻速旋轉(zhuǎn),同時瓶子作直立滑動,它們的軸線互相垂直。由于進瓶螺旋存在螺旋升角,其螺旋面軸剖面的形狀不是與瓶子直徑相一致的圓弧形,而是與瓶子直徑和導(dǎo)程相關(guān)的近似圓弧形。這樣,軸剖面的弧形隨著導(dǎo)程的變化而變化,從而導(dǎo)致成型車刀的廓形也在不斷變化,所以車削加工無法完成這一特殊螺旋面。
使用四軸數(shù)控銑床加工變導(dǎo)程進瓶螺旋,可以考慮以下幾個方案:
(1)使用與瓶子等徑的立銑刀,采用宏程序來解決刀具變速運動問題;
(2)使用直徑小于瓶子的標準立銑刀,采用宏程序使刀具包絡(luò)出與瓶子直徑大小相同的圓弧,同時可以解決刀具變速運動問題;
(3)首先通過三維軟件創(chuàng)建螺旋模型,隨后生成四軸加工程序。但就我們當前熟悉的幾種軟件,如UG、Pro/e和Master CAM,尚無法直接創(chuàng)建出變導(dǎo)程輸瓶螺旋的三維模型。通過掃描方式,像制作彈簧、螺紋、麻花鉆等零件一樣,做出的螺旋無法驅(qū)動瓶子。由于存在螺旋升角,螺旋槽無法與直立的瓶子相吻合,如圖1 所示,瓶子背后的高亮區(qū)域正是發(fā)生干涉的體積。只有使瓶子與螺旋這兩個圓柱體保持有一定的中心距,通過做各自的運動實現(xiàn)動態(tài)的布林減操作,才能形成適合的螺旋曲面。或者說,瓶子實體沿螺旋線掃描所形成的螺旋面才是適合的進瓶螺旋面。而當前的三維軟件僅能實現(xiàn)曲線沿曲線的掃描,而無法實現(xiàn)實體沿曲線的掃描。所以第三種數(shù)控加工方法只有等到軟件升級后才有可能實現(xiàn)。
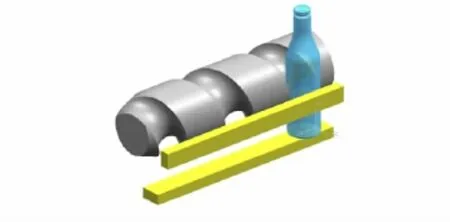
圖1
我們在實踐中嘗試在西門子802D四軸數(shù)控銑床上,采用R參數(shù)化程序,使用直徑小于瓶子的標準立銑刀加工進瓶螺旋,這也是當前能夠保證進瓶螺旋運動參數(shù)的唯一有效方法。如圖2 所示,進瓶螺旋的外徑R1=100,瓶子的直徑R2=90,銑刀的直徑R3=30,弧形槽的深度R4=23,中心距R6=(R1+R2)/2-R4。銑刀走過AB弧,便可銑削出瓶子直徑大小的圓弧,AB弧對應(yīng)的圓心半角R10=ACOS((R6-R1/2)/(R2/2))。
進瓶螺旋總長為366 mm,其中開始為150 mm,瓶子作等速運動;中間為126 mm,瓶子作等或減速運動;最后為90 mm,瓶子作等速運動。螺旋在這三段轉(zhuǎn)過的角度分別為150、210和360°。在四軸銑床上運行的完整程序如下:
N2 G54
N4 G0 x0 y0 z50 A0 M03 S400;瓶子中心的初始位置為原點
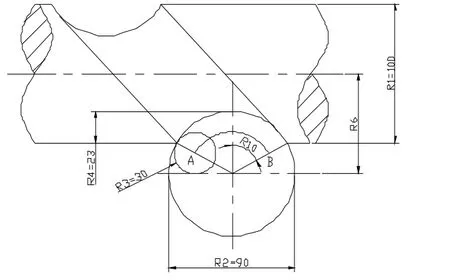
圖2
N6 R1=100;R1為螺旋外徑
N8 R2=90;R2為瓶子直徑
N10 R3=30;R3為銑刀直徑
N12 R4=23;R4為弧形槽深度
N14 R5=5;R5為刀具沿AB弧運動的步進值——角度
N16 R6=(R1+R2)/2-R4;R6為螺旋與瓶子的中心距——確定工件原點
N18 R10=ACOS((R6-R1/2)/(R2/2));R10為AB弧對應(yīng)的圓心半角
N20 R20=R10+R5
N22 MA1:R20=R20-R5;外循環(huán)標志
N24 R30=(R2/2-R3/2)*SIN(R20)
N26 R40=(R2/2-R3/2)*COS(R20)
N28 Z=-R1/2
N30 G1 X=R30 Y=R40 F500
N32 G91 A150 X-150
N34 R50=30;為參照前一段的速率
N36 MA2:R50=R50-3;為內(nèi)循環(huán)標志
N38 A30 X=-R50
N40 IF R50>9 GOTOB MA2
N42 A360 X-90
N44 G0 Y=-30
N46 G90 X=R30
N48 Y=R40
N50 IF R20>-R10 GOTOB MA1
N52 G0 Z50
N54 X0 Y0
N56 M30
程序中的N6至N30行,外加N50行為外循環(huán)。間隔5°,刀具走完AB弧,外循環(huán)結(jié)束后,螺旋加工完畢。只需修改R1、R2和R4參數(shù)便可適合不同的產(chǎn)品;修改R3和R5可調(diào)整刀具和切削參數(shù)。刀具每轉(zhuǎn)過5°后停下,插入一個內(nèi)循環(huán),即刀具沿螺旋軸線方向的分階段運動,同時伴隨有螺旋轉(zhuǎn)動。N32行為勻速運動,在螺旋轉(zhuǎn)過150°的同時,刀具移動150 mm。N34至N40行為等或減速段的循環(huán),當螺旋每轉(zhuǎn)過30°角的同時,刀具移動一個距離,這個距離每次遞減3 mm,直至遞減至9時停止。這個循環(huán)合計轉(zhuǎn)過角210°,移動距離126mm。N42行為等速運動。外循環(huán)不需改變程序結(jié)構(gòu),而內(nèi)循環(huán)程序靈活多樣。由于螺旋驅(qū)動瓶子速度和瓶子間距因設(shè)備運行參數(shù)的不同而不同,因此進瓶螺旋的導(dǎo)程變化較大。